JM-100_MS参数.pdf - 第64页
MS 参数 <操作 ・ 2/5 > “到达真空状况”的 测定结束后,按下 “确认”按钮 ,测定“自然破坏状 况” 。 测量完成后,与到达 真空状况一样,会 显示图表。 <操作 ・ 3/5 > “自然破坏状况”的 测定结束后,按下 “确认”按钮 ,测定“加压破坏状 况” 。 测量完成后,与到达 真空状况一样,会 显示图表。 <操作 ・ 5/5 > 测定结束后,请按下 “确认”按钮回到 初始画面。 5- 15
MS 参数
<操作・
1/5
>
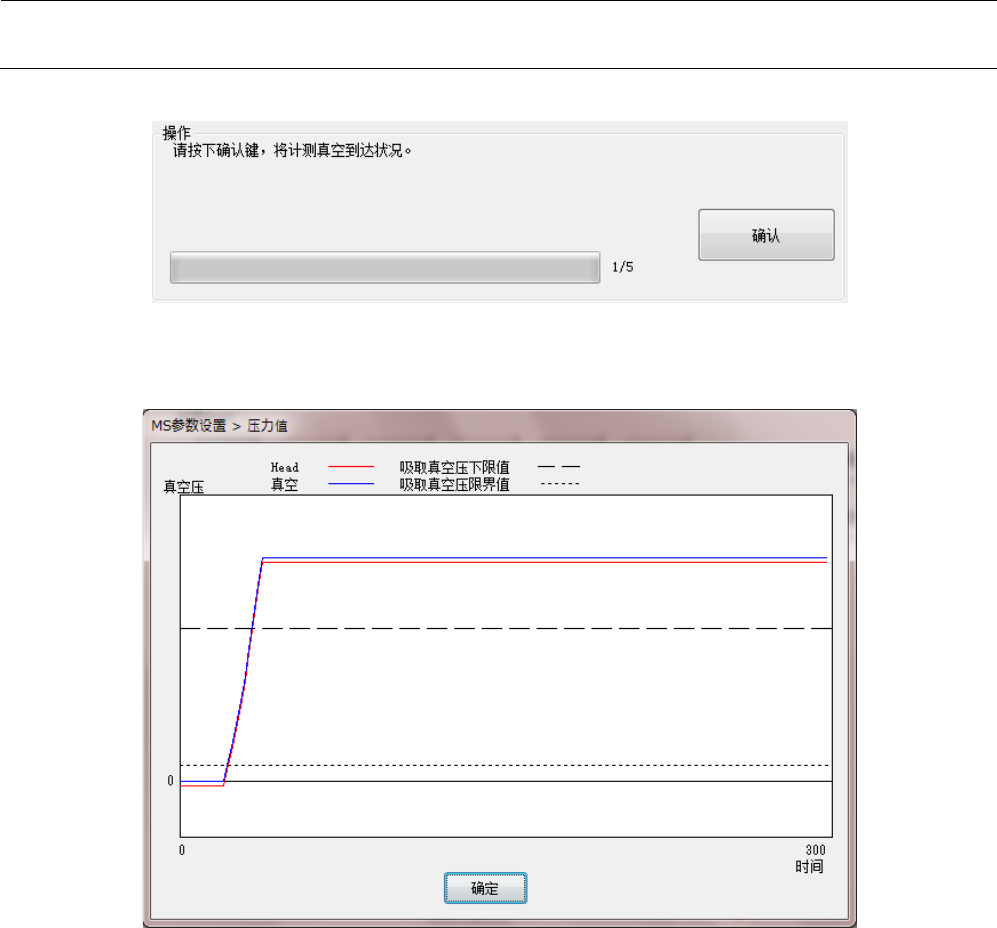
如 Head 上安装有吸嘴,请用简易控制卸下吸嘴。
按下“操作”框内的确认按钮后,即测定“到达真空状况”。
计测结束后,会显示以下图表。
5-14
MS 参数
<操作・
2/5
>
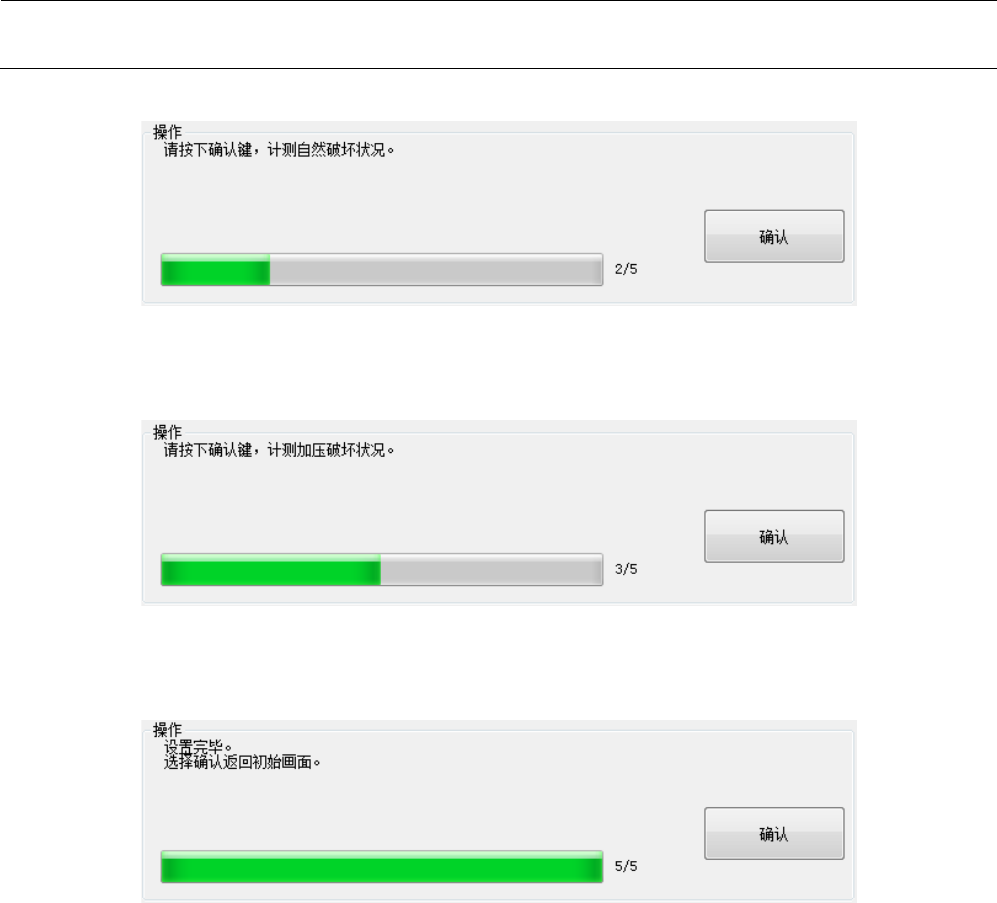
“到达真空状况”的测定结束后,按下“确认”按钮,测定“自然破坏状况”。
测量完成后,与到达真空状况一样,会显示图表。
<操作・
3/5
>
“自然破坏状况”的测定结束后,按下“确认”按钮,测定“加压破坏状况”。
测量完成后,与到达真空状况一样,会显示图表。
<操作・
5/5
>
测定结束后,请按下“确认”按钮回到初始画面。
5-15
MS 参数
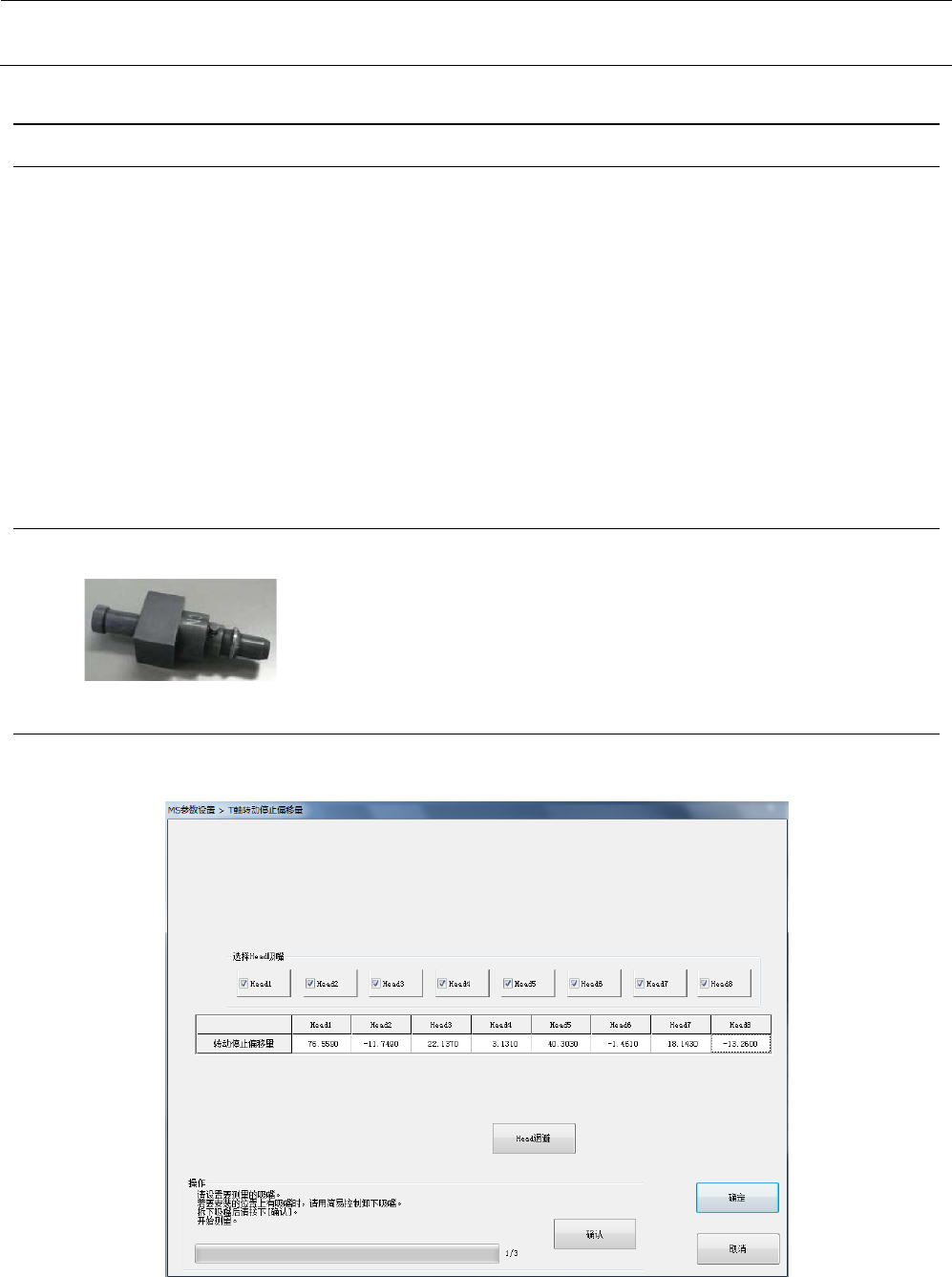
5-6 T 轴转动停止偏移量
5-6-1 功能
取得卡盘吸嘴的转动停止位置。
JM-100 为了防止吸嘴意外旋转,Z 滑动轴上设有转动停止,转动停止的销方向与 Z 滑动轴的位置因 Z
轴的安装情况而有所不同。
T 轴转动停止偏移量,由 Z 滑动轴槽的位置为θ轴的多少度来取得。
※ 更换吸嘴时询问是否有供料器,只要有一次选择无供料器,则在发生错误之前,不显示是否有供料
器的询问信息。
※ 偶数贴片头以奇数贴片头为基准,取得各贴片头的偏移量。未取得基准贴片头的偏移量,则无法取
得正确的偏移量。请确保取得了正确的基准偏移量。
※ 在连续取得时,自动按照 L1 贴片头→L2 贴片头→L3 贴片头→L4 贴片头→L5 贴片头→L6 贴片头
→L7 贴片头→L8 贴片头的顺序取得。
5-6-2 使用模具
• 用于模具吸嘴 卡盘吸嘴 (40137943)
5-6-3 操作
从菜单中选择“贴片头参数”-“T轴转动停止偏移量”后,会显示以下对话框。
5-16