操作指南.pdf - 第208页
AVK3 维修 手册 7.17 T 轴和 插入装置 的中心调 整 D77M CC-83-2C 0-A0 7.17-1 7.17. T D77MCC-83-2C0 -A0 装置 编号: 1087111 000 / 1087110 000 7.17 T 轴和插 入装置 的中心 调整 7.28 滑动夹 冲程 = = 1. 千分尺 2. 千分表 T 1. 1. 接通电源 [ON] 并返回原点。 2. 将千分尺测量仪插入装置外侧。( B ) 3…
AVK3
维修手册
7.16
插入装置消耗部件更换
D77MCC-83-2W0-A0
7.16-2
11.
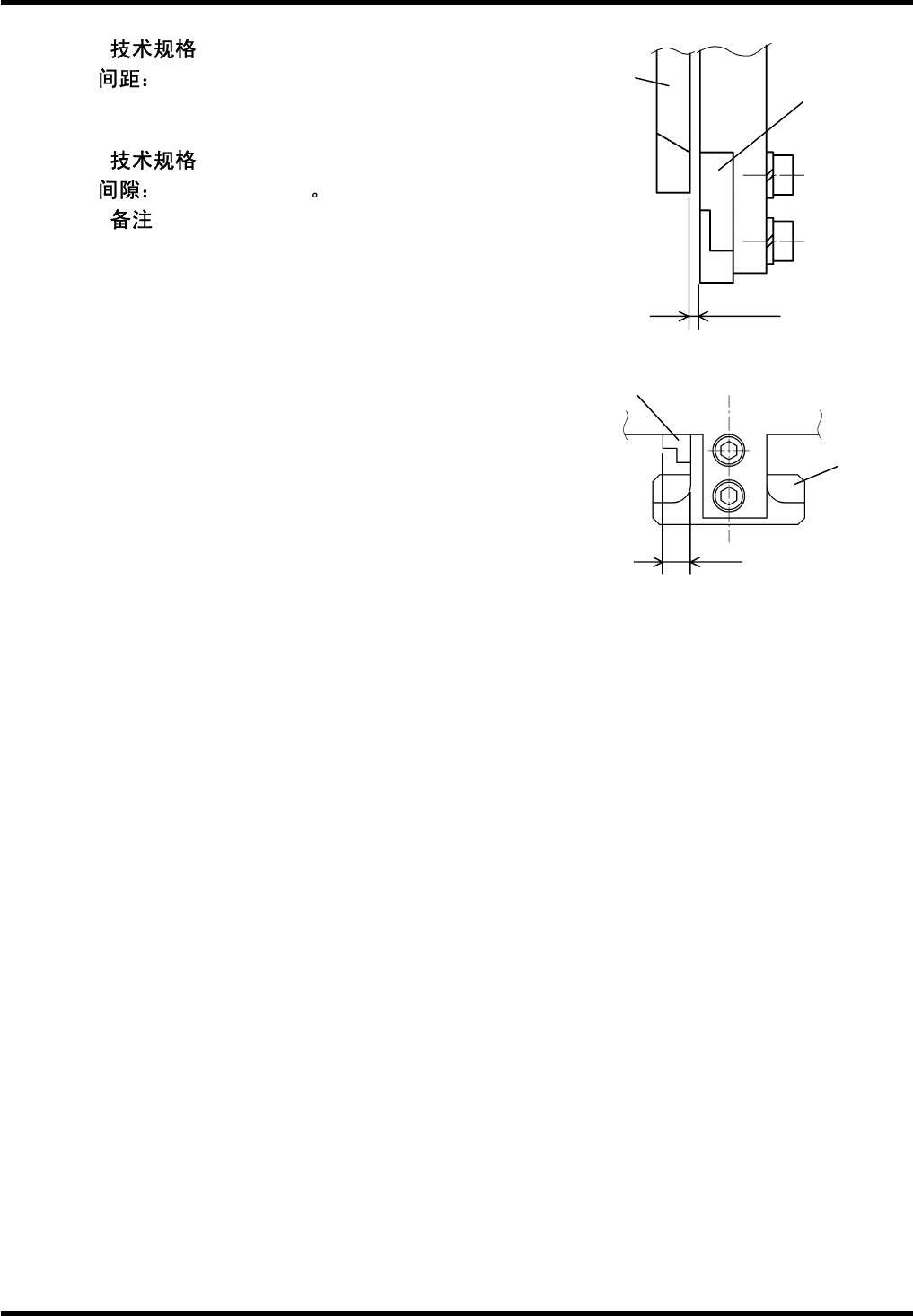
检查固定刀片和可移动刀片之间的间距。
= =
0.00 - 0.03 mm
12.
检查固定刀片侧面和可移动刀刃侧面之间的间距。
= =
3.58 - 3.62 mm
= =
确保更换已磨损或损坏的钢球或定位销。
固定刀片
可移动
刀片
间距
间隙
固定刀片
可移动
刀片
AVK3
维修手册
7.17 T
轴和插入装置的中心调整
D77MCC-83-2C0-A0
7.17-1
7.17. T
D77MCC-83-2C0-A0
装置编号:
1087111000 / 1087110000
7.17 T
轴和插入装置的中心调整
7.28
滑动夹冲程
= =
1.
千分尺
2.
千分表
T
1.
1.
接通电源
[ON]
并返回原点。
2.
将千分尺测量仪插入装置外侧。(
B
)
3.
读取从插入装置外侧到中央的距离。(
D
)
4.
将千分表安置于插入装置外侧。
5.
将千分表归零。
6.
从主操纵盘上,选择“
F1
”键(
NC
轴点动检
查),并测量从插入装置到
LM
导轨的距离。
(
C
)
7.
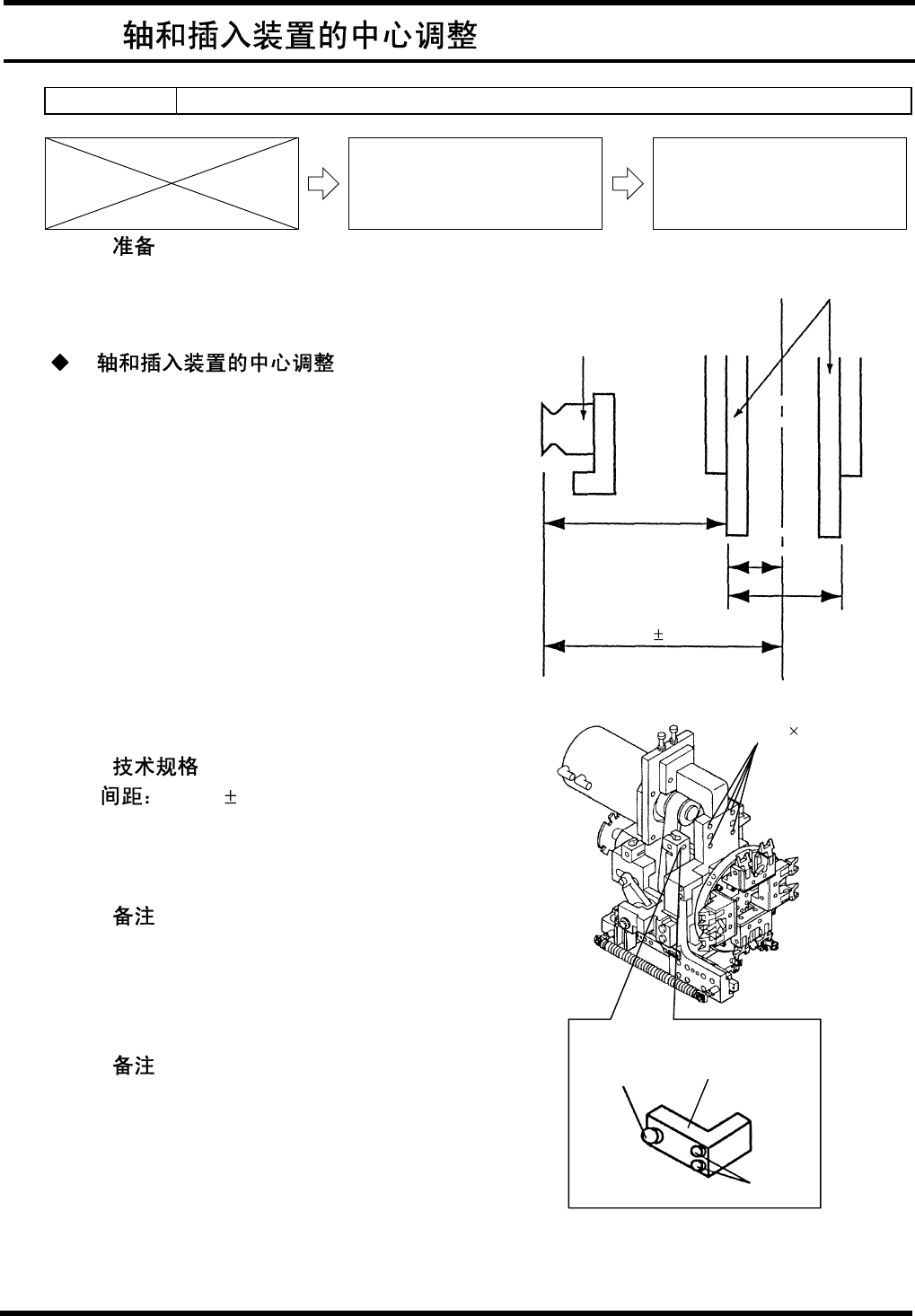
检查从
LM
导轨到插入装置中央的距离。
(B÷2) + C
= =
75.50 0.1 mm
8.
如超出规定的范围,则拧松凸轮从动件模块的螺钉。
9.
拧松
T
轴装置的螺钉(
M5×4
)并进行调节。
= =
上述的调节改变了传送夹前进和后退冲程。
10.
检查凸轮从动件是否正好接触到滑动块。
11.
拧紧凸轮从动件模块的螺栓。
= =
当旋转手动轮旋钮旋转至循环定时器
0°
时,确
保
T
轴旋转平稳。
LM
导轨
插入装置
(C)
75.50 0.1 mm
(D)
(B)
T
轴装置螺栓
(M5 4)
后侧
螺栓
模块
凸轮从动件

AVK3
维修手册
7.17 T
轴和插入装置的中心调整
D77MCC-83-2C0-A0
7.17-2