操作指南.pdf - 第217页
AVK3 维修 手册 7.21 插入 导轨平 行度调节 D77M CC-83-2B 0-A0 7.21-2 15. 读出显示屏上的 H 轴角度。 16. 使用下列步骤输入该角度 ( 阅读值: -90 ) 作为偏移量。 17. 首先: 在初始屏幕上, 选择 “ F1 ” ( 机器初始化 ) “ F3 ” 并按下 “ F4 ” 、“ T ” 、“ 0 ” 、 “ F ”和“ S ”。 18. 然后,在步骤 13 中输入偏移量作为偏移量…
AVK3
维修手册
7.21
插入导轨平行度调节
D77MCC-83-2B0-A0
7.21-1
7.21.
D77MCC-83-2B0-A0
装置编号:
1087110000
7.21
插入导轨平行度调节
= =
1.
千分表
1.
1.
在初始屏幕上,选择“
F1
”
(MACHINE INITIAL
机
器初始化
)
“
F3
”
(PRODUCT COND
生产条件
)
。
然后按“
F5
”、“
A
”、“
X
”、“
I
”、“
S
”和“
F5
”
键。
2.
当屏幕切换到使用
/
禁用轴的设置屏幕时,禁用
X
和
Y
轴。对于
X
和
Y
轴将光标移到高亮显示的
“
DISABLE
”
[
禁用
]
处,并按下回车键。然后,屏幕
会跳出提示信息来提醒你关闭电源重启机器。然后按
照指令进行操作。
3.
在机器重新启动之后,返回原点。
4.
合上主操纵盘上的“
F2
”
(
轴移动检查
)[ON]
。
5.
为
H
轴输入数值
9000
,为
WH
轴输入数值
2600
,并
使其移动。
6.
断开副操纵盘上的“插件头伺服电机
OFF
”开关
[OFF]
。
7.
断开插件头开关中的“插件头制动”开关
[OFF]
。
(
释放
)
。
8.
将循环定时器的手动旋钮旋转至
222 - 294
。
9.
关闭
XY
轴的驱动电源
[OFF]
。
10.
将磁架安装到
XY
工作台上。
11.
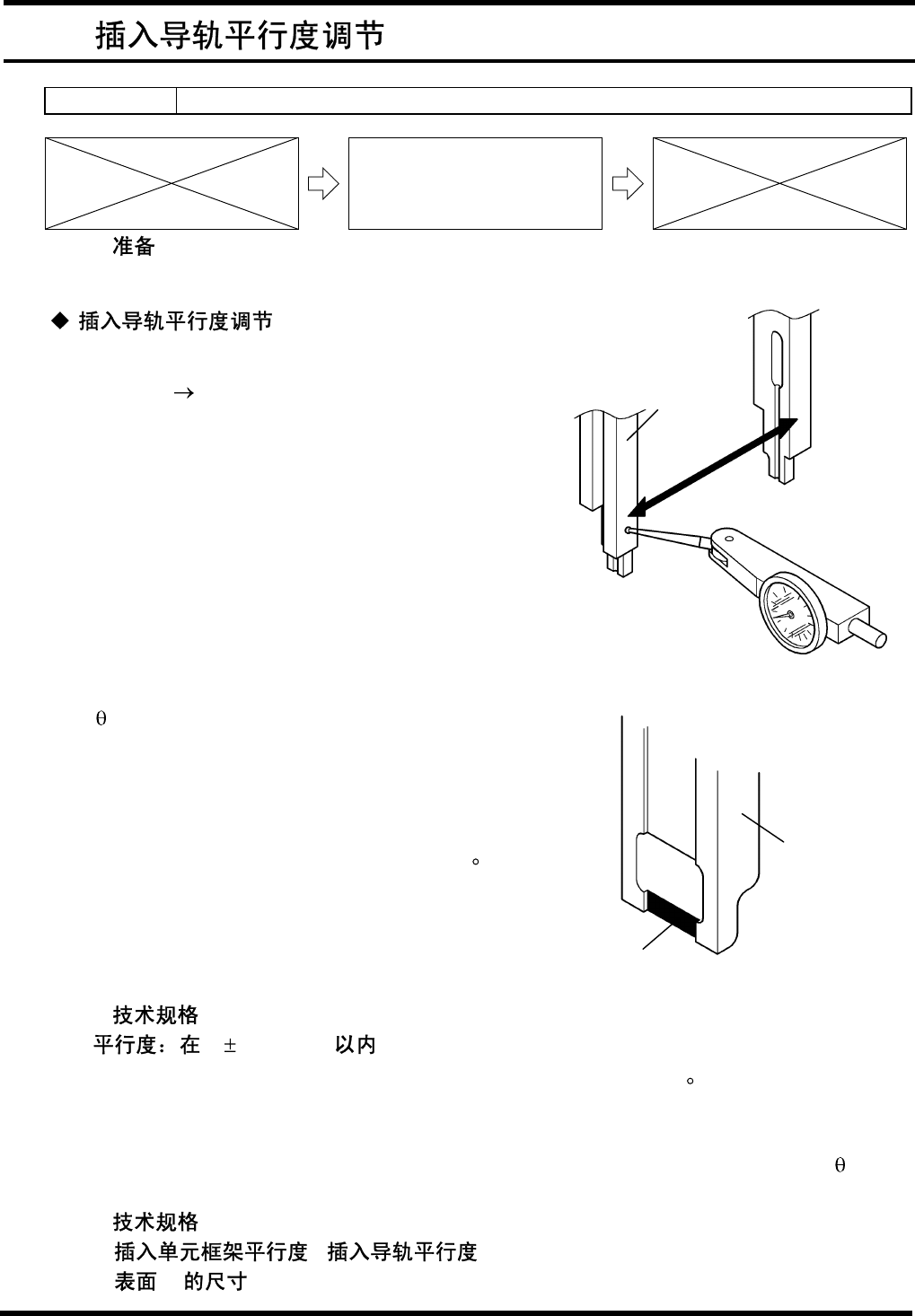
使千分表接触插入导轨侧面,并检查平行度。
= =
0 0.03 mm
12.
若超出规定的范围,旋转手动旋钮使循环定时器返回到
353 - 358
。
13.
测量插入单元框架表面
A
的平行度。
(
测量框架中心位置的宽度为
26 mm
。
)
14.
将千分表放置到插入单元框架表面
A (
与插入导轨
26 mm
宽度相同
)
。按“
F4
”
(
轴
)
之
后按“
F1
”
(
轴点动检查
)
并使用箭头键旋转插入单元以调整角度直至达到以下条件。
= =
- =
A ±0.03
插入导轨
千分仪
插入单元框
架
表面
A

AVK3
维修手册
7.21
插入导轨平行度调节
D77MCC-83-2B0-A0
7.21-2
15.
读出显示屏上的
H
轴角度。
16.
使用下列步骤输入该角度
(
阅读值:
-90 )
作为偏移量。
17.
首先:在初始屏幕上,选择“
F1
”
(
机器初始化
)
“
F3
”并按下“
F4
”、“
T
”、“
0
”、
“
F
”和“
S
”。
18.
然后,在步骤
13
中输入偏移量作为偏移量设置屏幕上的
H
轴偏移。
19.
最后,执行上述的步骤
1-9
再次确认一遍平行度。
20.
在调节完成之后,重复第一步和第二步来再次启用
X
和
Y
轴。
AVK3
维修手册
7.22
旋转夹(T 轴)装置调节
D77MCC-83-1T0-A0
7.22-1
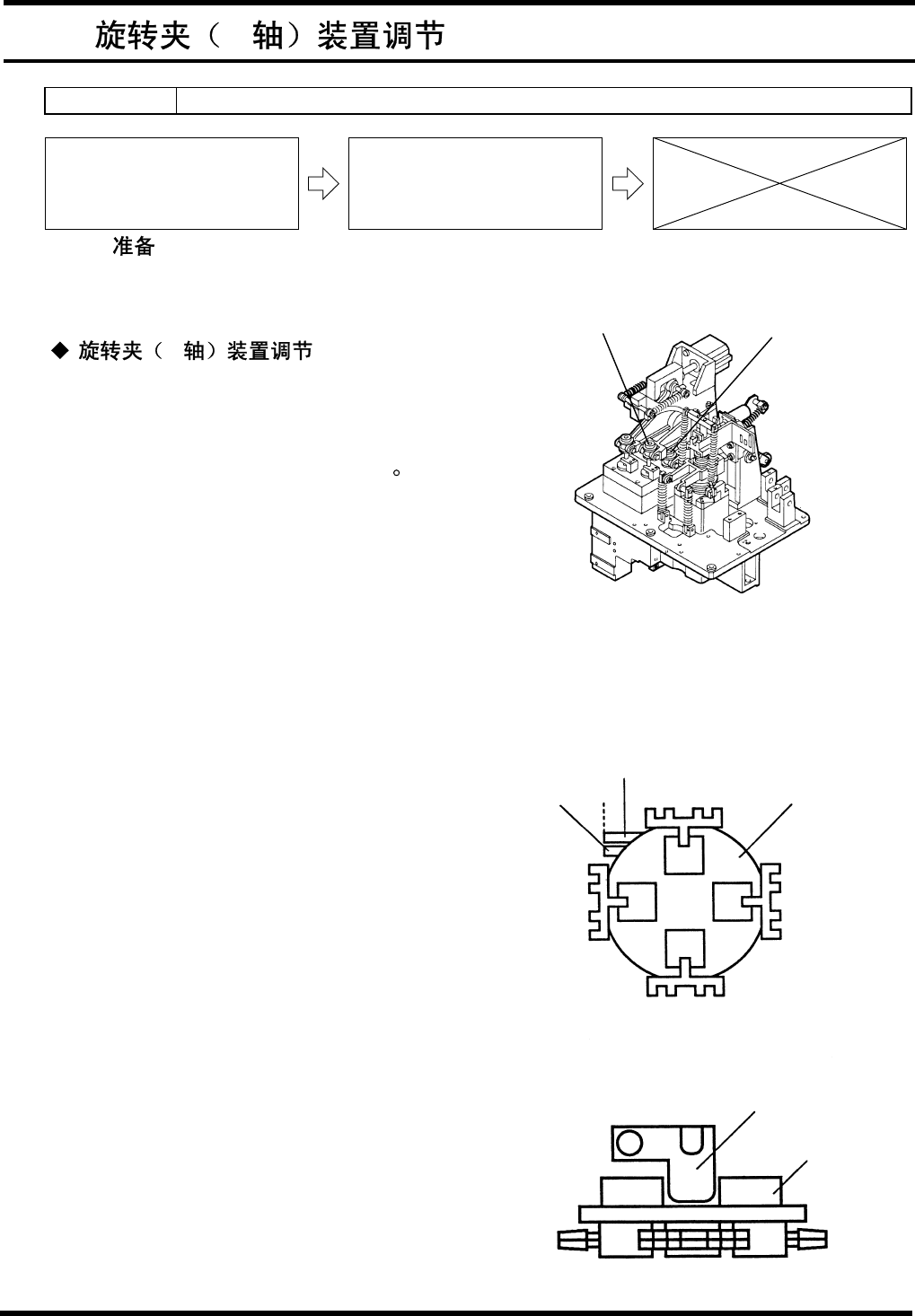
T
轴
导轨
侧视图
前后传送凹槽凸轮
前后传送凹槽凸轮
导轨
仰视图
7.22. T
D77MCC-83-1T0-A0
装置编号:
1087109000 / 1087111000
7.19
插入导轨对称调节
7.22
旋转夹(
T
轴)装置调节
= =
1.
千分表
2.
旋转夹平行度调节夹具
T
1.
1.
合上副操纵盘上的“插件头伺服电机
OFF
”开关
[ON]
。
2.
将循环定时器的手动轮钮旋转至
0
。
3.
断开副操纵盘上的“插件头伺服电机
OFF
”开关
[OFF]
。
4.
拧松螺母
A
并旋转螺母
A
,使前
/
后传
送凹槽凸轮和导轨边缘之间的无误差。
5.
拧紧螺母
A
。
6.
拧松螺母
B
并旋转螺母
B,
使上下传送
凹槽凸轮和导轨边缘之间的无误差。
7.
拧紧螺母
B
。
8.
断开主操纵上的“伺服电机”开关
[OFF]
。
9.
手动旋转
T
轴,并检查其旋转是否平稳。
10.
如旋转不平稳,再次调节
T
轴。
螺母
B
螺母
A