主机系统N7201A477C.pdf - 第33页
RL132 主机系统 2.4 R 指令 DA9HCC-4A-191-A0 2.4-2 例) 生产时间统计的例 例 ) EOP 动作时的实时指令 主计算机在执行 EOP 运转 动作时,信息的情况如下。 C5STCT R1ST R0CT R2E0 3 控制指令 设备动作状态 (连续动作) 实时指令 EOP 块 元件用完 EOP 块 R1ST R0CT R0EP 循环停止 C5ST C5SPEP 生产时间统计 计数完了 计数完了 生产枚数统计…
RL132
主机系统
2.4 R 指令
DA9HCC-4A-191-A0
2.4-1
2.4. R 指令
DA9HCC-4A-191-A0
本指令是选购件。
这是从设备向主计算机通知生产数量信息、动作模式信息、出错信息的指令。
项目 内容
指令名称 设备状态变化信息的传送
使用的通信端口 端口 2
数据格式
项目 内容
指令部 R0 + 机器状态
R1 + 处理信息 输出其中的某一个
R2 + 出错信息 R指令
R3 + 返工信息
数据尺寸部
0
数据部 无
指令序列
主机系统
设备
结束
(1)
R0~R3 +数据
(1)无数据的类型 (2)附属有数据的类型
HOST 没有必要对 R 指令进行 A2 指令的应答。
2.4.1 生产数量信息: R0CT / R0EP
R0 指令用于在设备根据远程控制指令开始动作后,对其运转时间进行统计等。
指令形态: R0∗∗
∗∗ 的值
∗∗
功能说明
CT
在停止模式为 “连续” 、品种程序执行 EOP 块结束时发生。
通常用于基板生产枚数的计数。
EP
在停止模式为 “循环停止” 或者 “单一停止” 、NC 数据执行 EOP 块结束时发生。
此信号可用于结束生产。此时,R0CT 不会输出。
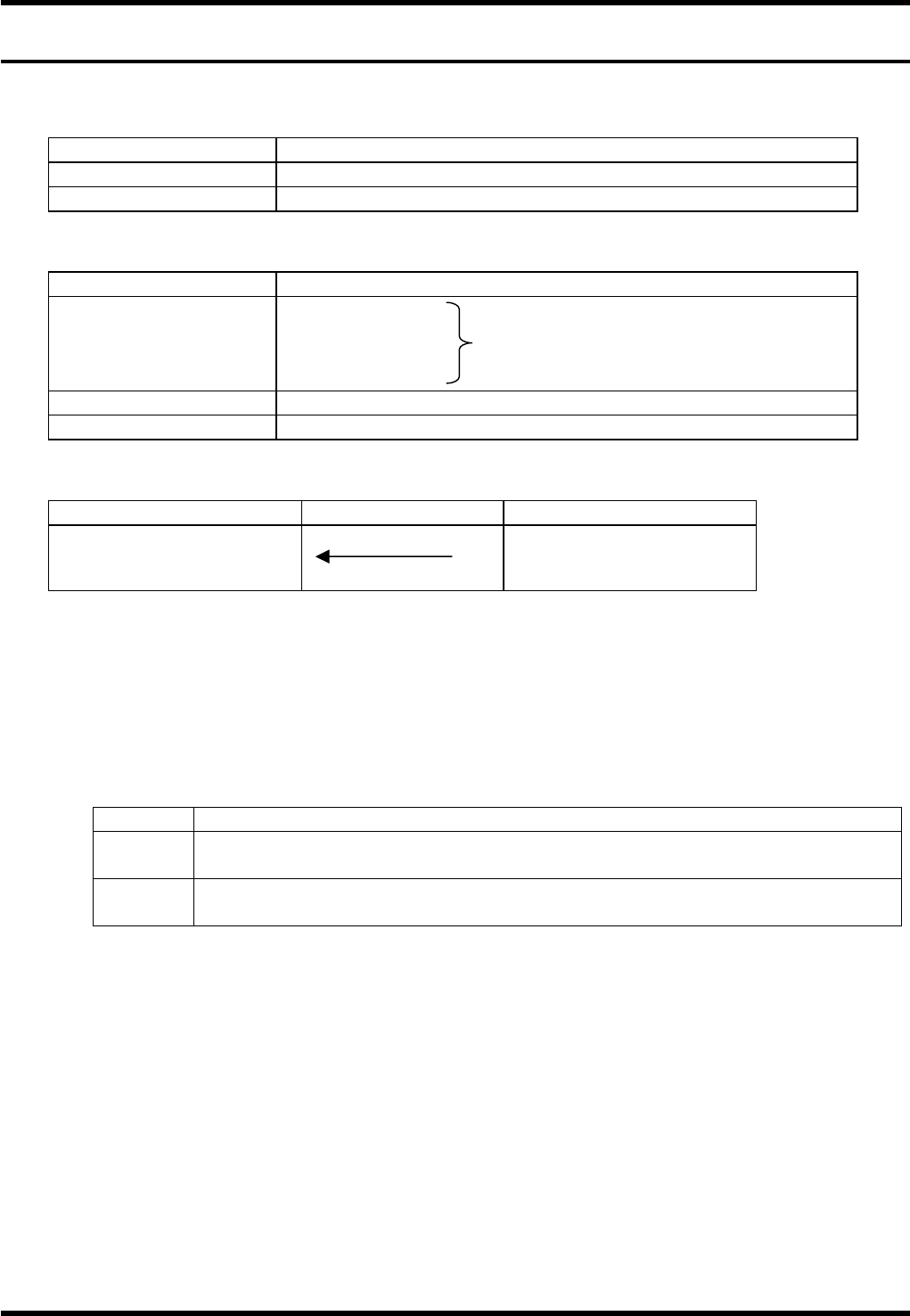
这些实时信息被用在像下面那样的生产中时间的统计等方面。
RL132
主机系统
2.4 R 指令
DA9HCC-4A-191-A0
2.4-2
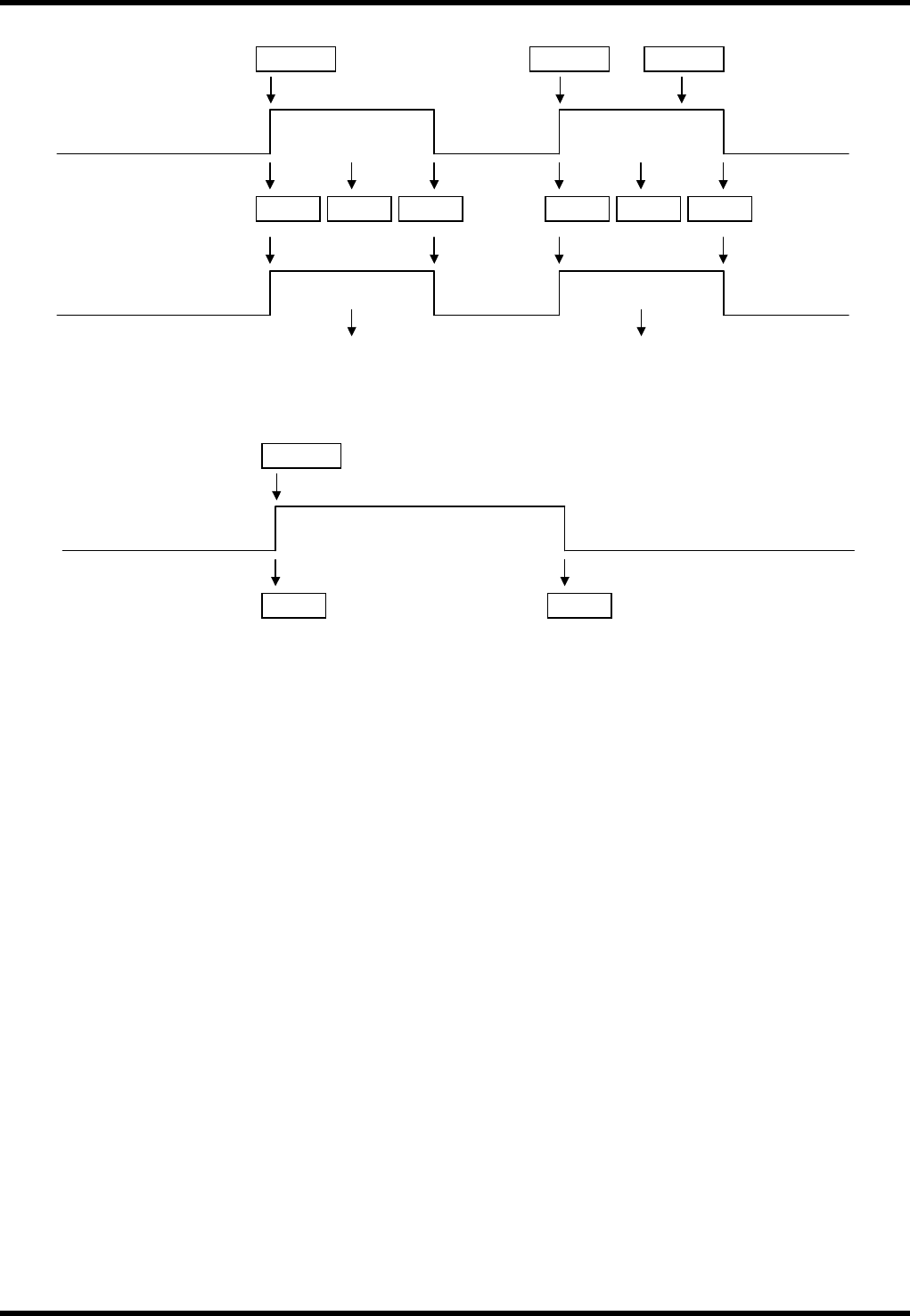
例) 生产时间统计的例
例) EOP 动作时的实时指令
主计算机在执行 EOP 运转动作时,信息的情况如下。
C5STCT
R1ST R0CT R2E03
控制指令
设备动作状态
(连续动作)
实时指令
EOP 块 元件用完 EOP 块
R1ST R0CT R0EP
循环停止
C5ST C5SPEP
生产时间统计
计数完了 计数完了 生产枚数统计
C5STEP
R1ST
设备动作状态 (EOP
或者 1 块动作)
R0EP
设备自动停止

RL132
主机系统
2.4 R 指令
DA9HCC-4A-191-A0
2.4-3
2.4.2 动作信息模式: R1
R1 指令的作用在于,当操作员或者主计算机对设备上的操作开关进行积极操作时,向主计算机报告这一信息。
指令形态: R1∗∗
∗∗ 的值
OL 或者 FL
这是为了向主计算机通知设备的操作模式是远程 (OL) 或者是在线 (FL) 模式的指令。
只有在设备显示生产画面时是远程的,除此以外的情况都是在线模式。
ST
此指令的作用是,因操作盘上的启动开关被按下、或者由于主计算机执行了 C5ST 指令后设备起动时,将
这一信息报告给主计算机
重新起动之时,此信号也将输出。
SP
这是表示设备在发生错误以外的状态下进行了停止的指令。
具体而言,即为最终贴装块以外的 1 块动作的正常停止。
品种程序的步骤为 “EOP”之时本指令不输出,输出的是 R0EP 指令,这与 EOP 停止模式下的停止是有区
别的。
RE
当操作员按下操作盘上的复位开关时、或者主计算机执行了 C5RE 指令时,输出该信号。
PW
当生产中的印刷基板的实装结束后,各轴进行原点复归,并进行印刷基板的进料。
此时如果进料器中没有印刷基板的话,就要等待基板的到达,此时输出本指令。
同样,印刷基板不能搬出到出料器时也输出该信号。
PE
发生 R1PW 后,如果进料器内搬入了印刷基板、或者向出料器排出了印刷基板时输出该指令。
OG
在生产动作中向主计算机通知 XY 轴的原点复归动作开始和原点复归动作完成的指令。
UP
由于 C5UP 指令或者操作画面的 L.STOP 按钮的输入,禁止了从前工序搬入基板,从该时点开始将工作
台上已有的基板生产掉后,向后工序排出。
在最终的基板被从出料器排出的时点输出该信号。
LD
上料动作完成时输出本指令。
RC
是在发生插入错误、元件识别错误以及元件用完后、设备进入返工动作时输出的指令。
TE
在由于 C5WC 的指令被输入后而执行宽度调整动作、并且该动作完成时输出该指令。