SIPLACE Vision Customer_en.pdf - 第196页
linienfarbe 192, 26,128 Nozzle selection list From this list choose the automatical nozz le selection; normally this should be a copy (not at the moment) of the nozzle list in production tools (see at right top). The lis…
linienfarbe 192,26,128
Pin description
Wraparound: - could be dark / Gullwing: have a contact length shorter than the pin length /
J-Lead have a 4- sided filter / ICOS Ball filter could NOT distinguish balls from circles /
corner and polygon circles for Shield recognition aswell as Blops and Columns are ONLY for
SIPLACE Vision to program.
pin's are searched in width and length At Gullwings the recognition area is defined by the
shorter contact length.
Width tolerance
larger approx. 40% change the filter parameter for pin recognition respectively, a length width
relationship of less than 1:2 show the same changing on the filter.
Dotted marking line for PIN group shows that
Drag&Drop function is De-activated at setting.
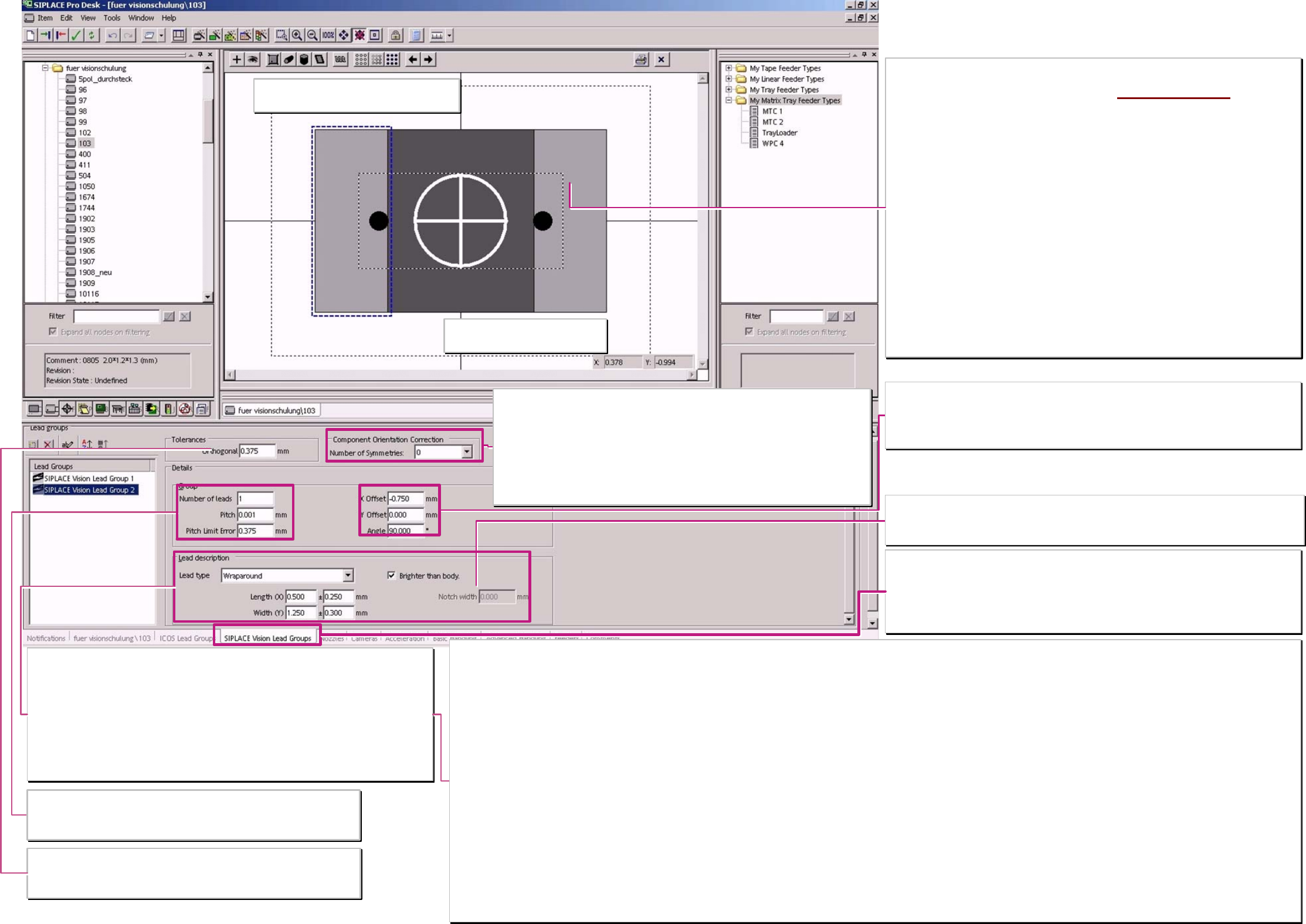
Tolerances - Ortogonality
ONLY important for ICOS systems!
In the inspection step algorythm of SIPLACE Vision the plausibility of the group
positions is automatically checked.
Coordinate cross show the comp.
reference of the programming
Component orientation correction
with unsymmetrical terminals they could be found with multiple measurements in different
angles. The TWIN turn the comp. in the different angles when the measurement before
failed. At C&P heads are the electronic images of th programming are turned. (anyway
time consuming).
For components with symmetric terminal features create a number more than 0 or 1 a
polarity placement error.
2 => 180° / 4 => 90° / 6 => 60° / 8 =>45° are the possible placement angles in which the
camera may recognize the asymmetric terminals.
Notch / ❑ brighter than body
Only for Nonstandard compomponents with Wraparound pins.
This programming of a notch avoid at the pin width center to set a recognition pixel pair for Pin
recognition.
Terminal types with a better programming and recognition in SIPLACE Vision than in ICOS!
Blop
Pin is measured in the center.
At ICOS are the straight edges programmed for short Gullwings.
The Blop learn and recognize the irregular connecting area. A comparison of size and center position guarantee that no structures are mixed up and therefore placement errors occur.
Columns
Terminal is measured in the center.
Such a circular area was programmed in ICOS also as a ball. SIPLACE Vision could distinguish with special filters balls from defects or columns. These Columns do not have the characteristic black
center position.
Polygon circles
Feature is measured in the center.
At ICOS balls are programmed & with teaching the illumination, contrast and the measuring method are set for the dark circle. drillings at Shields are often not specified and deviates widely.
In SIPLACE Vision each polygon circle has to be programmed for a single feature.
The measurement algorithm search along the tangential search lines for the brightness transition.
Corner (inside - / outside corners)
Feature is recognized on the outermost edges of the measurement vectors.
At ICOS are ‚virtual, short and wide Gullwing pins are programmed.
Short measurement vectors close to the edge recognize the edging dark bright transitions.
Minimum 3 corners have to be programmed for position determination of the component. Not 90° (45°- 135°) corners are the best programmed with the camera.
Wraparounds with notches Dark wraparounds on bright background
These pin's than not measured at the Pin width center the pixel pairs and measurement windows are positioned at the corners of the pin's. The pin side edge is measured with a pixel pair and the pin end
edge is measured with 2 pixel pairs. The notch width is NOT measured. The measurement algorithm for dark wraparounds on bright background are also only in SIPLACE Vision available!
Centering pins
This feature is NOT optically measured it is used to program the ’dynamic profile move slowly in to target height position’.
Group (parameter)
In the editor is the Pitch shown for faulty if it is smaller than the Pin width.
The Pitch tolerance should not exceed 10-20% of the pitch. This may lead to
overlapping measurement windows for the pin recognition.
Lead group coordinates
This coordinates have to align CHIP and MELF pin edges to the body edges.
The position of the lead groups for integrated circuits could be programmed that way that the
drawing has no connection to the body or that the pin group looks to be inside the body
dimension.
Programming window titel (according function)
for SIPLACE Vision functional extension:
‚SIPLACE Vision lead groups’
Pin programming parameter copied from ‚for both Vision
systems - with SV-functions only ICOS PIN groups
’
Setting the tick at ‚Require separate group description’ copy
the programming data from ‚ICOS-window into SIPLACE
Vision – programming window!
Deleting this tick erase the SIPLACE Vision programming
data immediately! ;-(
Separate Pin group descriptions are required when:
> the optical feature is NOT available in ICOS (see below)
> with the better camera technique the comp. Features are
better illuminated and recognized.
> the programming because of algorithm difficulties in ICOS
not fit to the real geometry.
> the terminal Inspection with SIPLACE Vision is remarkable
faster than with ICOS. (for SIPLACE Vision we use the full
number of terminal programmings)
Component shape Pin - /
Group data SIPLACE Vision
A programing overview about process reliability Editon for SIPLACE Pro 5.0 extended for 5.2
linienfarbe 192,26,128
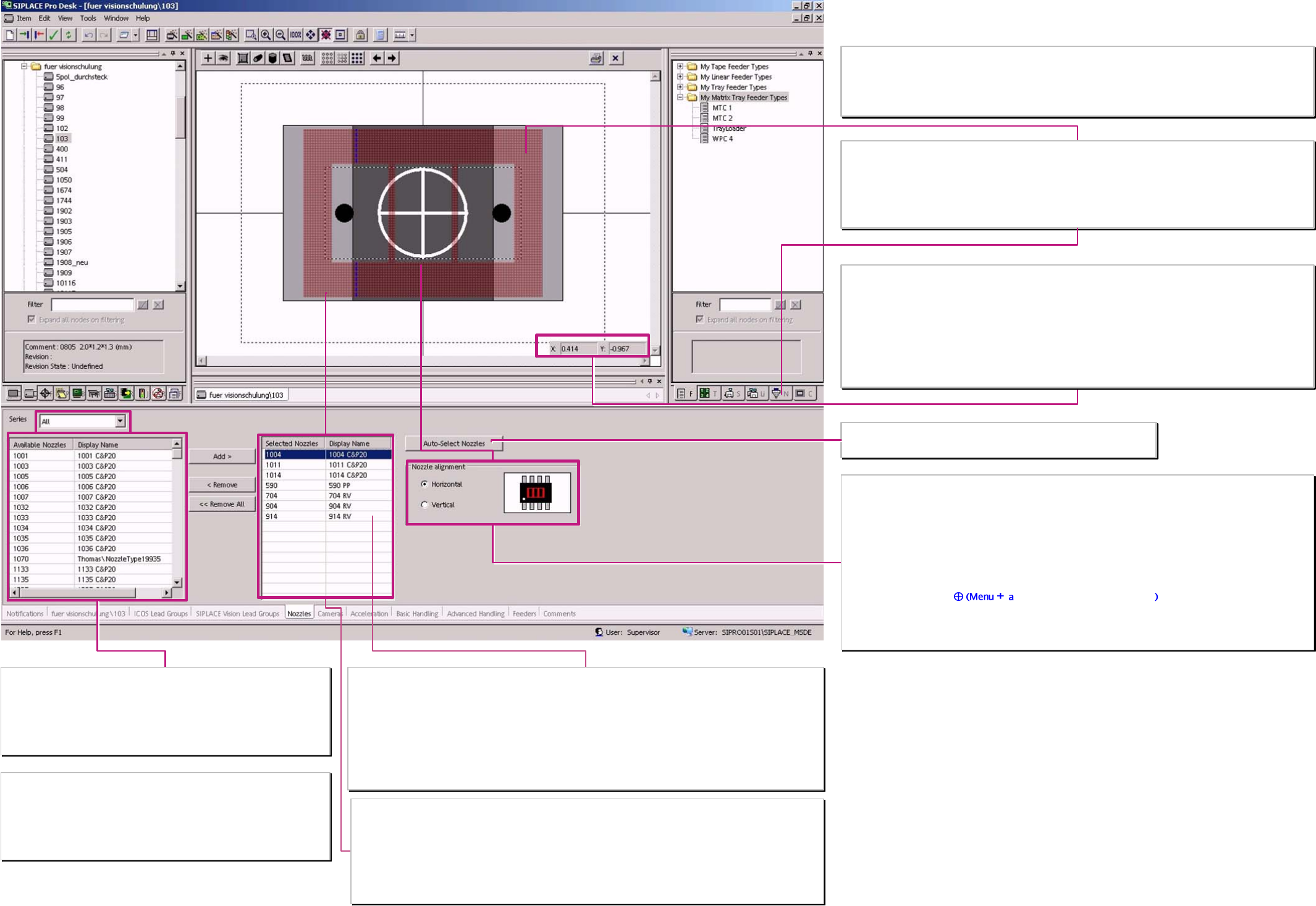
Nozzle selection list
From this list choose the automatical nozzle selection; normally this should
be a copy (not at the moment) of the nozzle list in production tools
(see at right top).
The list could be filtered for the nozzle series 4xx / 5xx / 7xx / 8xx / 9xx /
1xxx.
. Selected nozzle type and the shown name in the programming desk
The nozzle types of the C&P-heads varying in the length that the comp. bottom surface comes exactly in the
ideal focus level of the comp. camera.
The centering step ‚presence tolerance’ of SIPLACE Vision shows this Z-value for the nozzle (measured at
reference run) and the programmed comp. height. SIPLACE Vision calculates a dimension correction factor
for the displayed comp. height deviation.
The TWIN-head move the comp. bottom surface in the exact focus level of the stationary camera. That is
defined by the measured Nozzle length (after first pickup) and the programmed Z-height.
Selection list of nozzles for the set up optimisation & producability test
… C&P20 nozzles of C&P 20-head. 10xx 11xx 12xx are the C&P20 nozzles
… RV nozzles of the C&P12/6 heads 7xx for S20/F4
9xx for S23/F5HM HSx0 /HF / X D
… PP nozzles of the TWIN head the 5xx nozzles from 520 up to 599 (except 55X) are
customized TWIN nozzles adapted to the customer components.
Programmed nozzles are NOT erased if the nozzle selection list is reduced.
Nozzle orientation
Horizontal
This is the standard orientation of the nozzle along the X-direction, normally the longer side, of the
component
Vertical
Could be selected as a special orientation if only a small bar in Y-direction is suitable to pick the comp. but
the comp. orientation has to remain (comp.-length along the X-direction)
The nozzle contact point
nd click onto the desired position could be moved for Sstation SW
versions since 502.xx against comp.shape reference point that NO vacuum error occurs during placement
sequence.
Sketch of the contact area & shape of the nozzle at the comp.
For the appraisal of nozzle and comp. size and the holding force caused by the contact area of the comp.
Required during upward acceleration.
There is also a placement shadow if the nozzle is larger than the component.
The desired nozzle type could be taken (Drag&drop) from the production tool list, here -Nozzle-
Nozzle length and component height
for the tolerance of the focus height of (general) +/-2mm you may find
some recommendations in the SIPLACE Vision training document
appendix.
X/Y- dimension appraisal with Cursor in the drawing / programming area
To estimate the placement shadow if the nozzle exceeds the component the exceeding distance could be
measured between 2 Cursor positions (edge of the nozzle and edge of the component).
The pickup tolerance, for tiny components- from the feeder should refer to the material thickness of the
nozzle at contact area.
With this programming components could be placed close together without influencing the placed
neighbour-component.
See the description of the feeder parameter data.
Component shape nozzles
The nozzle selection list could be reduced ...
… with the Pulldownmenu ’Tool’ ’Customize’ & ’nozzle’.
Since SIPLACE PRO 5.1 are both nozzle selction lists are reduced with pulldown menu ‚Tools’
‚Customized’.
From the nozzle selection list left select the ...
… automatical selection of nozzle
A programing overview about process reliability Editon for SIPLACE Pro 5.0 extended for 5.2
linienfarbe 192,26,128
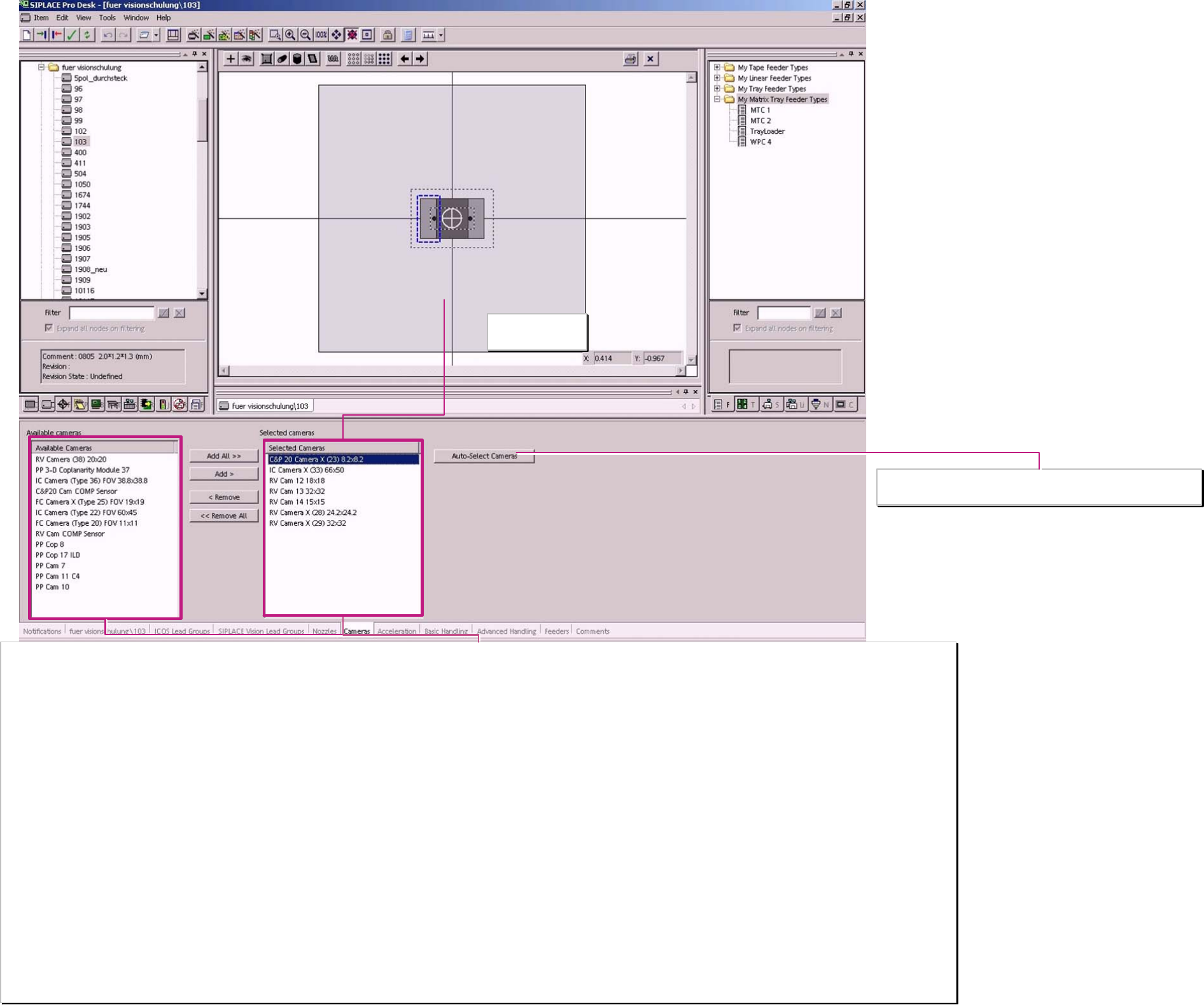
Camera selection list
From this list choose the automatic camera selection. The list is updated when new Station SW introduces new Camera systems.
Sensors which are NOT a Camera:
PP Cop 8 LDM- Coplanarity module at F3 machines
PP Cop 17 ILD Coplanarity module for F5 HM / HF / X and D. Scanning with a punctual LASER for Gullwings.
PP 3-D Coplanarity module 37 For X-machines with TWIN-head. 3D coplanarity module for gullwing comp. and BGA’s scanning with a line shaped LASER.
RV Cam Comp sensor the comp. sensor for the C&P12 head. With shadowing method for comp. up to ~4,5mm comp. height and with nozzles longer 12,5 mm (901…907 … 915)
C&P20 Cam Comp sensor is the comp. sensor always necessary for comp. recognition at C&P20 head.
Cameras
The naming of the camera names contain the field of view (FOV) or the maximum component size.
FoV for SIPLACE Vision Cameras:
RV Camera 38 (20x20) (0402mm (01005) camera for C&P12 04x02mm ->16x16mm)
RV Camera X (28) 24,2x24,2 Standard camera for C&P12-head 10x05mm up to 18,7x18,7 (PLCC44)
RV Camera X (29) 32x32 Standard camera for C&P 6 06x03mm (0201) up to 27x27mm or for ’HR option on C&P12 head
IC Camera (Type 36) 38,8x38,8 refer to the parameter of the PP Cam 10 used at SIPLACE Vision at the D1-series machine 32x32mm max. comp size for single measurement
IC Camera X (33) 66x50 Comp. Camera for X/D3 with TWIN & as an option for D1 55x45mm comp. Size for single measurement
FC Camera X (TYPE 25) FOV 19x19 for FlipChip placement with Twin on X or D-machines 16x16 mm comp. Size for single measurement
C&P 20 Camera X (23) 8,2x8,2 This is the only camera for C&P 20 and allows placement for 0402mm (01005) up to 6x6mm (2220 / SO6 / SO8) with tiny comp. - and pickup tolerances.
FoV for ICOS Cameras:
IC Camera (Type 22) FOV 60x45 Comp. camera for HF with TWIN 50x40mm comp. Size for single measurement
FC Camera (type 20) FOV 11x11 FlipChip Camera option for HF-machines 8x8mm comp. size for single measurement
Max. comp. size for ICOS Cameras:
RV Camera 12 18x18 comp. camera for C&P12 10x05mm up to PLCC44
RV Camera 13 32x32 for C&P6-head comp. size like for PP Camera 7/10 in single measurement 38x38mm FoV
RV Camera 14 15x15 for HR- and BareDie-Option on C&P12 head so called BareDie Camera. 13x13mm comp. size
PP Cam 7 38x38mm (FoV) first stationary IC-head camera at F3 32 x32mm comp. size for single measurement.
PP Cam 10 38x38mm (FoV) newer IC-Camera for IC-heads at F5HM 32 x32mm comp. size for single measurement & with BareDie illumination up to 15x15mm comp. size
PP Cam 11 C4 12x9mm (FoV) FlipChip-Camera option for Fx-machine types 7x7mm comp. size for single measurement
Field of View (FoV)
of selected camera
Component shape cameras
and sensors
From the camera selection list left select the ...
… automatical selection of camera
A programing overview about process reliability Editon for SIPLACE Pro 5.0 extended for 5.2