FX3_MSP_Rev1.0_C.pdf - 第75页
Rev1.00 MS 参数 3-45 3-14 贴片综合偏移量 3-14-1 功能 贴片综合偏移量输入以下数据:用于 校正因 Head 倾斜而导致 贴片偏移的偏移量值; 以及在激光 偏移 量中取得的旋转中心与实际贴片 中得到的轴旋转中心之差。 贴片综合偏移量,是测量规定生 产程序中贴装的元件(或模具), 由此算出偏移量进行设置 。 3-14-1-1 概述 贴片综合偏移量, 是在 取得 MS 参数后, 以 3 维测量器等测量贴片精度, 根…
Rev1.00
MS 参数
3-44
3-13-3 操作
① 利用“选择设备”,选择要测量的单元。
② 利用简易控制将508吸嘴安装到指定吸嘴上后,启动Head真空(使ON)。
③ 在Head真空已启动的状态下,安装校准片A,要使之成为吸嘴中心。
④ 在带有校准片A的状态下,按下“Sweep执行”按钮。
⑤ “选择计测速度”被设为“计测所有速度”时,从旋转速度1到速度10均进行激光测量,逐一算出
相对于速度1之测量结果的偏移量。
※ “选择计测速度”被设为“计测速度选择”时,以被指定的速度开始测量。
※ 如果速度1尚未测量好,则不能进行速度1之外的选择。
⑥ 指定速度选择的选择速度全部测量结束后,即根据“测量方法”的指定进行偏移量的反映。
• 1Head
将1Head的测量结果反映到所有Head。
• 各站点
将1Head的测量结果反映到指定站点的所有Head。
• 个别
将结果反映到指定Head。
Rev1.00
MS 参数
3-45
3-14 贴片综合偏移量
3-14-1 功能
贴片综合偏移量输入以下数据:用于校正因Head倾斜而导致贴片偏移的偏移量值;以及在激光偏移
量中取得的旋转中心与实际贴片中得到的轴旋转中心之差。
贴片综合偏移量,是测量规定生产程序中贴装的元件(或模具),由此算出偏移量进行设置。
3-14-1-1 概述
贴片综合偏移量,是在取得MS参数后,以3维测量器等测量贴片精度,根据测量结果计算出贴片偏
移量并确定校正量。
No. 项目 设置的内容
X,Y,A 贴装元件的总括偏移量值
XA,YA 角度成分偏移量值
1
CA 吸嘴旋转中心的校正值
Rev1.00
MS 参数
3-46
3-14-1-2 XA,YA,CA
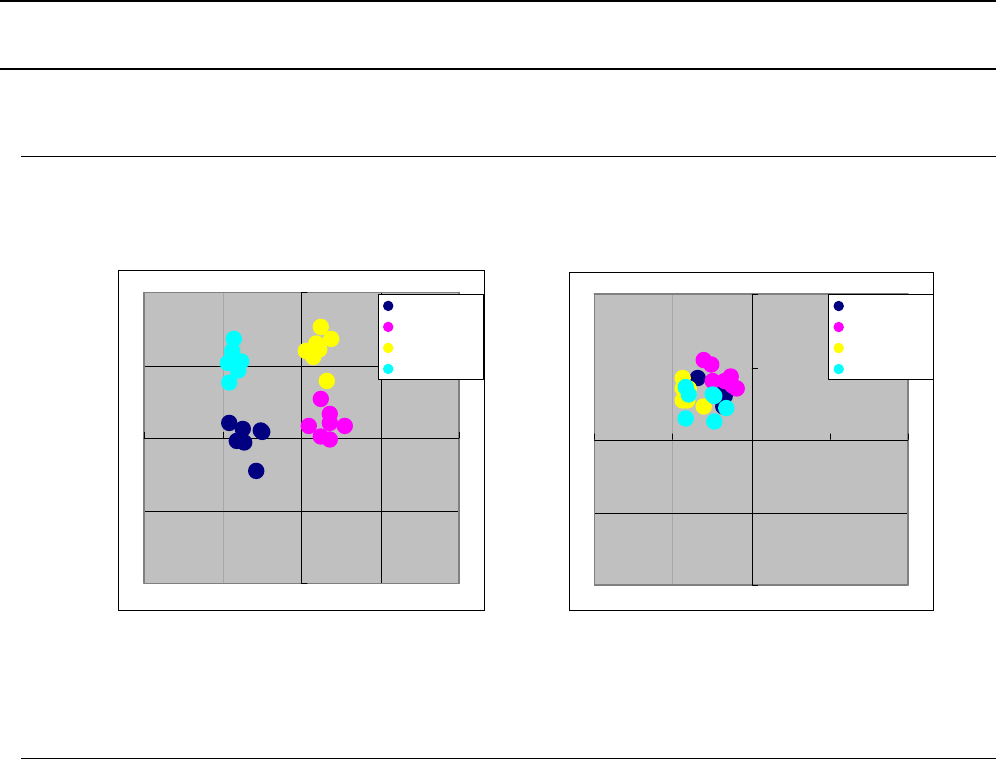
如下图所示,在相同的贴片角度时,XA,YA,CA是集中的,但在每个贴片角度分离的情况下是有
效的偏移量值。对平均偏移无效。如在图1所示的情况下输入偏移量值,则被校正为如图2所示。
図1
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04 0.00 0.04 0.08
X (mm)
Y (mm)
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
図2
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04 0.00 0.04 0.08
X (mm)
Y (mm)
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
图1 输入偏移量之前 图2 输入偏移量之后
3-14-1-3 栏目中的XA,YA,CA的求法
① 从前台车供给角度0°和后台车供给角度0°开始,以贴片角度0、90、180、270°进行贴片,
求出各自的贴片角度中X、Y之贴片偏移的平均值。
② 在每个贴片角度离散的情况下,以供给角度0°从前后两台车吸取贴片,掌握如何偏移的倾向。
③ 如果从前侧台车和从后侧台车的偏移是逆向偏移,CA有效。因此,只将CA值作为偏移量值输
入。
④ 如果从前侧台车和从后侧台车的偏移是同向偏移,则XA、YA有效。因此,只将XA、YA值作为
偏移量值输入。