JM-10_操作手册.pdf - 第12页
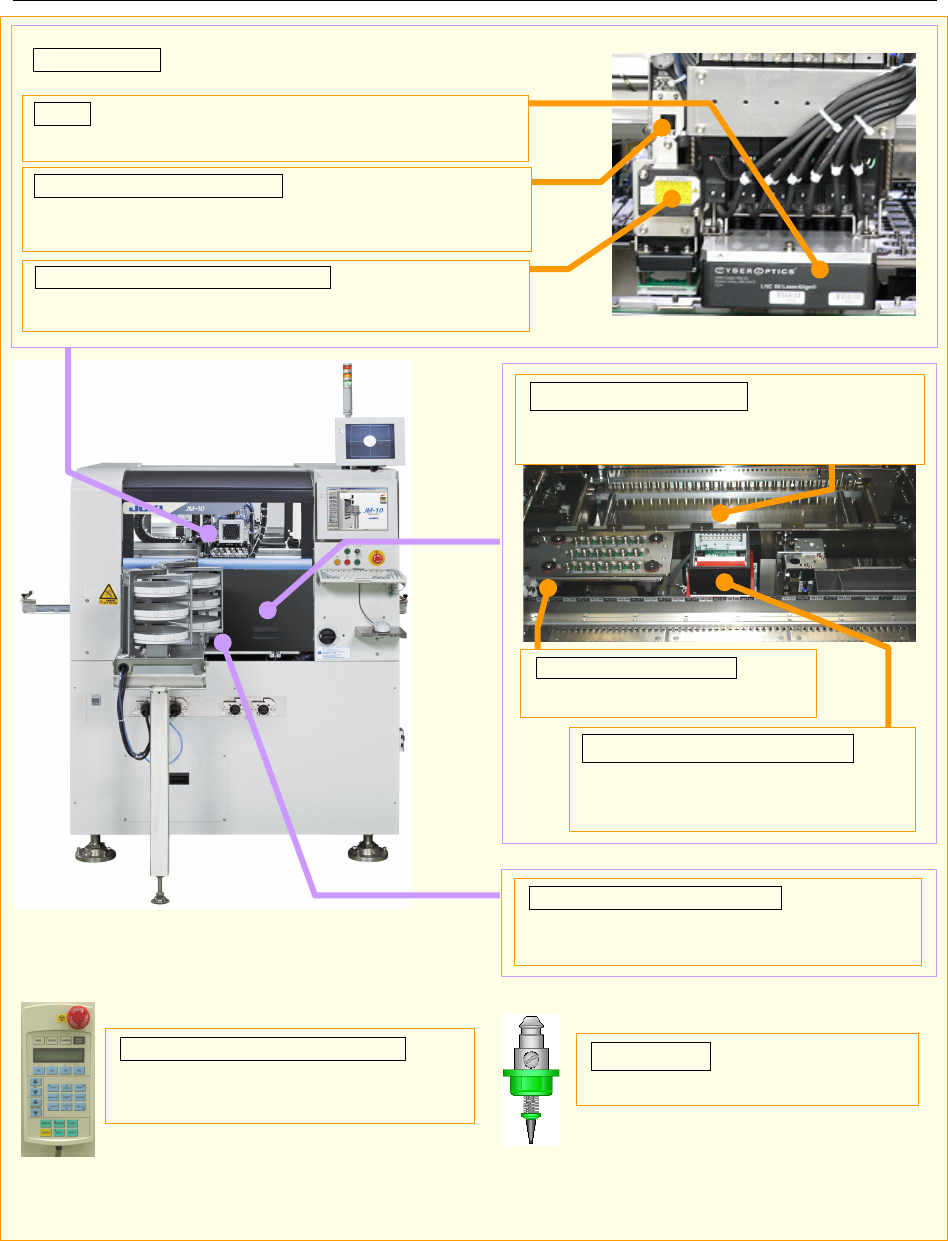
操作手册 1 装置概要 1-1 本装置概要 本装置, 是用于在焊接印刷电路板、 或在涂抹粘胶剂的电子电路基板上贴装表面贴装元件或插入元 件的装置。 Head 从元件供给装置吸取元件,通过 LNC60 激光识别、及 VCS 图像识别(选购项) 求出元件的中心之后,把元件贴装到程序指定的基板坐标上。 1-2 本装置的构成 ① 监视器 示教用的监视器。可显示摄像机拍 摄到的图像。 ② LCD 液晶显示器。 可显示各种操作画面。 本 LCD 为…
操作手册
单元名称
贴片头(
Head
)
吸取元件、确定中心、进行贴片。(6 个轴)
HOD(Handheld Operating Device)
在各单元(OCC 等)需要对准基板的贴片坐
标位置(进行示教)等时使用此操作盘。
送料器台架(Feeder Bank)
各种元件供给装置的底盘。
ATC(AutoToolChanger)
存放吸嘴的单元。*照片是标准型
支撑台(SupportTable)
支撑基板用的台子。
使用支撑销,防止基板弯翘,提高稳定性。
VCS (Vision Centering System)
用摄像机拍摄元件,进行定心,检测引脚
弯曲等。(选项)
吸嘴(Nozzle)
安装在贴片头前端吸取元件用的单元。
LNC60
为求取元件中心(定中心)的激光功能。
OCC(OffsetCorrectionCamera)
用于确认基板上的标记、对准贴片坐标位置的摄像机。
兼有坏板标记传感器的功能
。
HMS(Height Measurement System)
主要用于测量基板或元件高度的传感器。
S-2
操作手册
1
装置概要
1-1
本装置概要
本装置,是用于在焊接印刷电路板、或在涂抹粘胶剂的电子电路基板上贴装表面贴装元件或插入元
件的装置。Head 从元件供给装置吸取元件,通过 LNC60 激光识别、及 VCS 图像识别(选购项)
求出元件的中心之后,把元件贴装到程序指定的基板坐标上。
1-2
本装置的构成
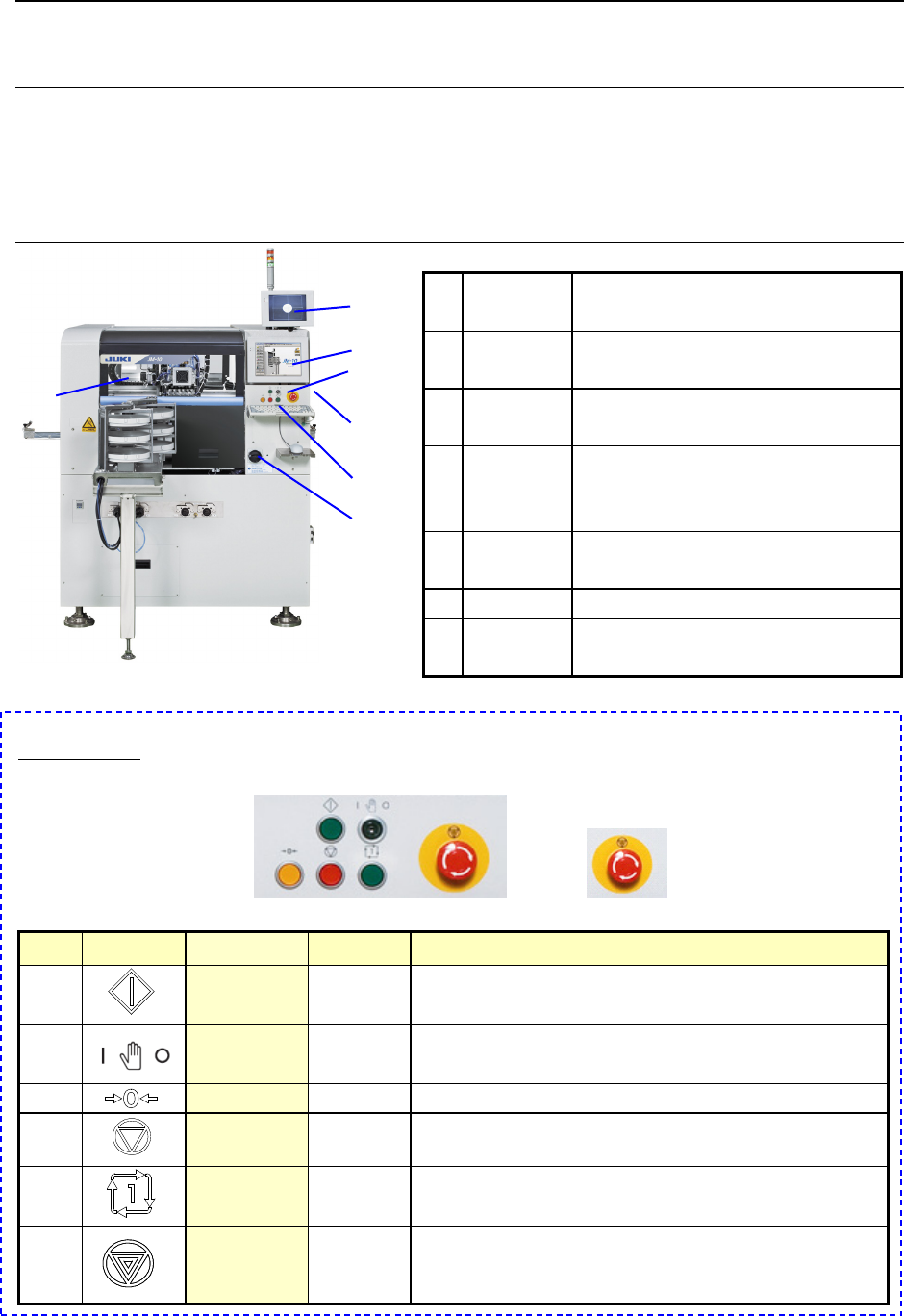
① 监视器 示教用的监视器。可显示摄像机拍
摄到的图像。
② LCD
液晶显示器。可显示各种操作画面。
本
LCD
为触摸屏。
③
操作面板
集中了各种装置的操作按钮。
(
请参
见下列
“
操作面板
”)
④
安全盖
在生产过程中等装置运行时打开安
全盖时,会进入 Servo Free
状 态( 切
断伺服马达电源
),立即停止运转。
⑤ 键盘
鼠标器
用于操作 LCD 上显示的各种画面。
⑥
主开关
接通、切断装置的电源。
⑦ HOD 对准摄像机拍摄的图像位置,进行
示教。
*
操作面板
*
<前面的操作面板> <后面的操作面板>
号码
开关 英文名称 中文名称 功 能
1
Start 开始 开始开关。用于执行生产动作等时。
2
Maintenance
Key
维护健
此开关可切换生产模式(钥匙横向)、维护模式(钥匙
竖向)。
3
Origin
返回原点 进行返回原点。
4
Pause/Stop
暂停,停止
停止生产。
按一次为暂停,再按一次为结束。
5
Single cycle 单次循环
生产一块基板即结束生产时,按此开关。
再按一次为解除本模式。
6
Emergency 紧急停止
紧急停止开关。
用于装置出现异常动作、或有危及人体的可能、需要
急刹车时。向箭头方向旋转,即可恢复。
⑦
⑥
②
③
④
⑤
①
1-1
操作手册
2
操作程序
2-1
生产流程
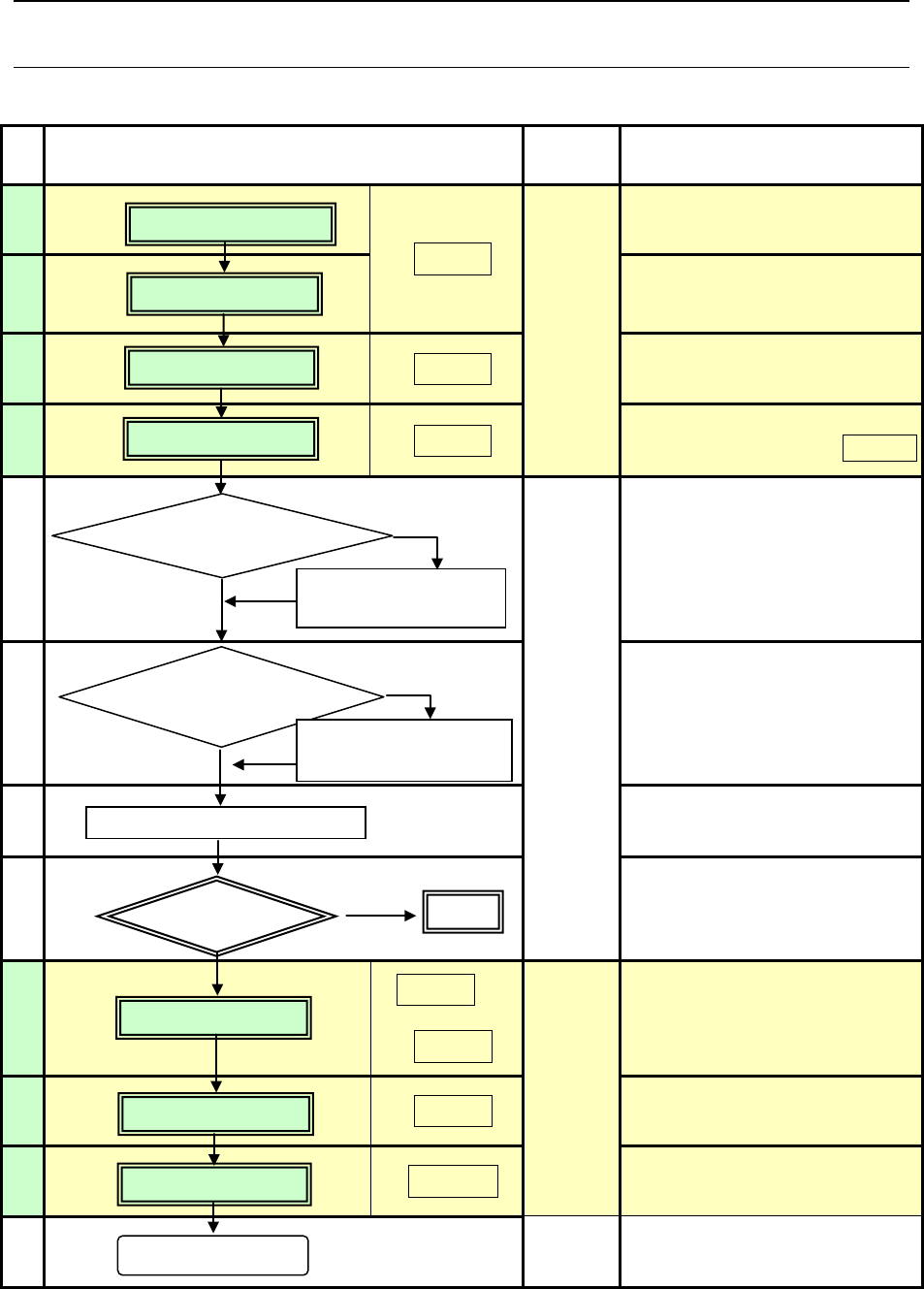
从装置投入电源到结束的流程。
日常的生产作业请按 No1→No2→No3→No4→No8→No9→No10 顺序进行。
No
流程图
作业人员
备 注
1
步骤 1
操作员
检查主气压(0.5MPa)、确认 ATC
周围没有异物后,再接通电源。
2
实施前请检查装置内部有无异物。
3
步骤 2
放假后、或寒冷地区必须进行预热
(约 10 分钟)
4
步骤 3
更换生产基板时,必须按照基板尺
寸调整基板传送部。参见
步骤 5
5
程序员
管理员
因清扫吸嘴、改变基准销位置等,
机器的初始设置状态有变更时,必
须重新进行「机器设置」。(参见
『使用说明书』“第 6 章 机器设
置”)
6
参见“第
11
章
数据库”
7
参见『使用说明书』“第 4 章 生
产程序制作”
8
发现贴片位置偏移、定心不准等贴
片不正常时,请在「编辑程序」中
进行修正。但部分元件数据可在
「生产」中进行修正。
9
步骤 4 ~
步骤 8
操作员
10
步骤 9
11
步骤 10
12
参见本书『操作手册』“第 3 章
日
常检查”
机器设置
检查贴片
贴片错误
无不正常
必要时
不需要
修正
制作、编辑生产程序
日常检查
预 热
打开生产文件
生产
结束生产
关闭电源
接通电源
返回原点
在“机器设置”中设
置变更部分
制作元件数据库
不要
必要
利用“数据库”生成元
件数据
2-1