JM-10_操作手册.pdf - 第28页
操作手册 2 )拿起圆型供料器。 将线缆及气管整理好,抓住手把和把持部位。 3 )安装到供料器台架上。 请将前端的主底盘缺口部位,插入位于台架左侧的圆型供料器安装台的铰链螺丝部位( A 部 位 )。 注意 如果要在主机上安装 2 台圆型供料器,请将 第 1 台安装在右侧、将第 2 台安 装在左侧 。 如果顺序错误,则无法将圆型供料器安装到主机上 。 强行安装, 圆型供料器可能会被损坏,请务必按步骤进行操作。 4) 固定圆型供料器。 将底…
操作手册
(2) 将圆型供料器安装到供料器台架上时
在 XY 轴或 Head
正在动作时进行更换,圆型送料器可能会接触到动作中的元件,
伤及人身或损坏装置。
XY 轴和 Head 正在动作时,请绝对不要更换圆型送料器。
请务必打开安全护罩后再更换。
有的供料器安装时安全罩和供料器之间会出现开口部。为防止人身事故,请勿
将手伸进开口部。
注意
为了防止受伤及损伤装置
,请确认主机完全静止后,再进行圆型供料器的安装。
操作时要特别注意不要由于作业中的人以外的人操作导致意外起动。
注意
请勿在本装置上部放置物品。
在主机上安装好后,请勿施加强负荷。
注意
安装圆型供料器时,请确认圆型供料器不是处于浮动状态、及倾斜状态。
注意
为了防止受伤及损伤装置,请按照以下步骤进行安装、卸载。
请注意装置可能会掉落。
● MBF:6 连圆型供料器(对应 M/CRev D 以前)
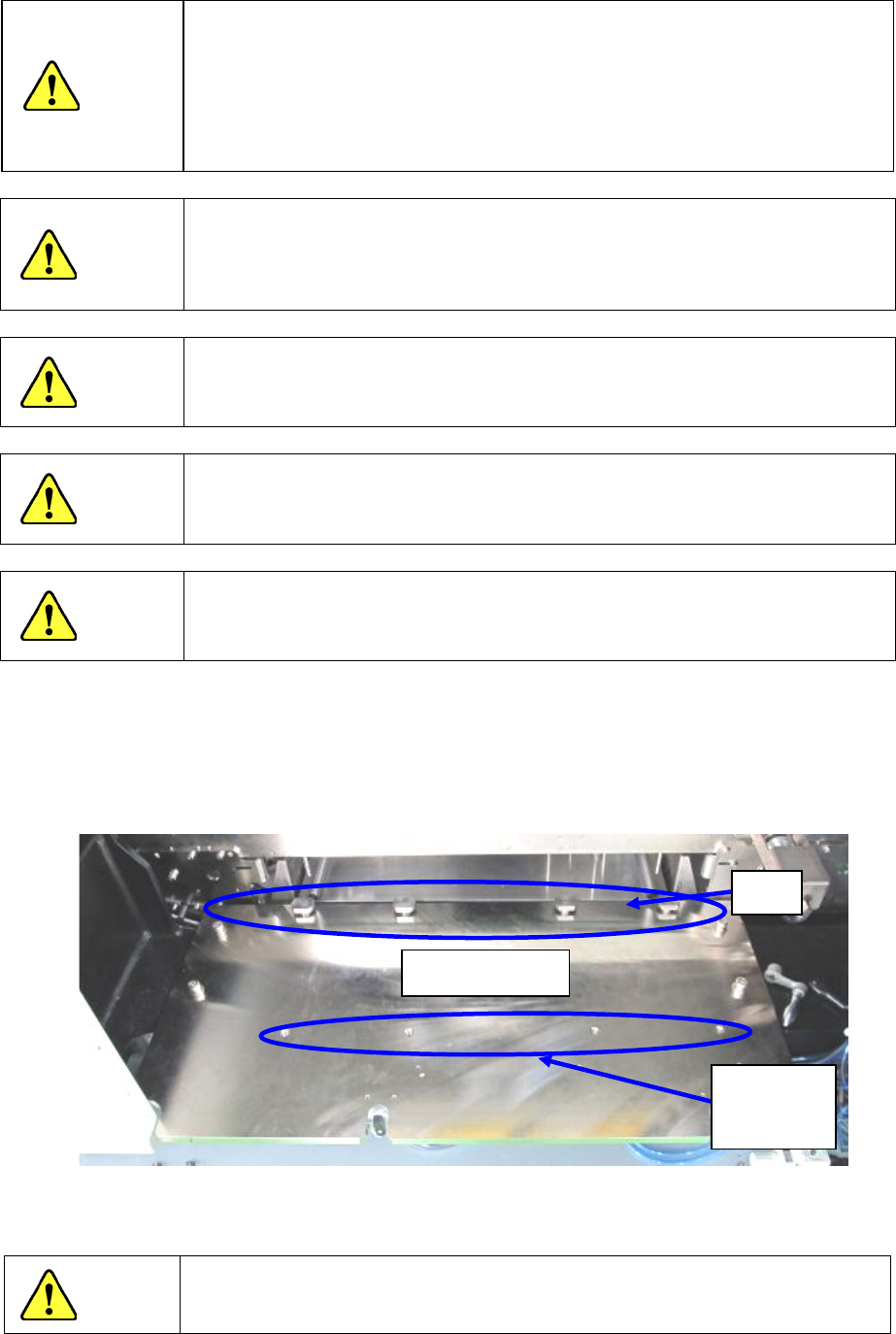
1)确认没有异物。
请检查圆型供料器的固定面、圆型供料器安装台上面、连接口、气管的嵌合部没有芯片等异
物。
※请务必确认A,B部的沟槽里没有元件、垃圾等异物。
如果异物被卷入,可能会刮伤紧固手把部位、主底盘缺口部位,不能以正确的姿势进行固定,
影响供给位置精度。
注意
请确认圆型供料器的定位·固定部分、圆型供料器安装台上面·固定部分没
有元件等异物。
危险
A 部
B 部
(4 个孔)
没有异物
2-15
操作手册
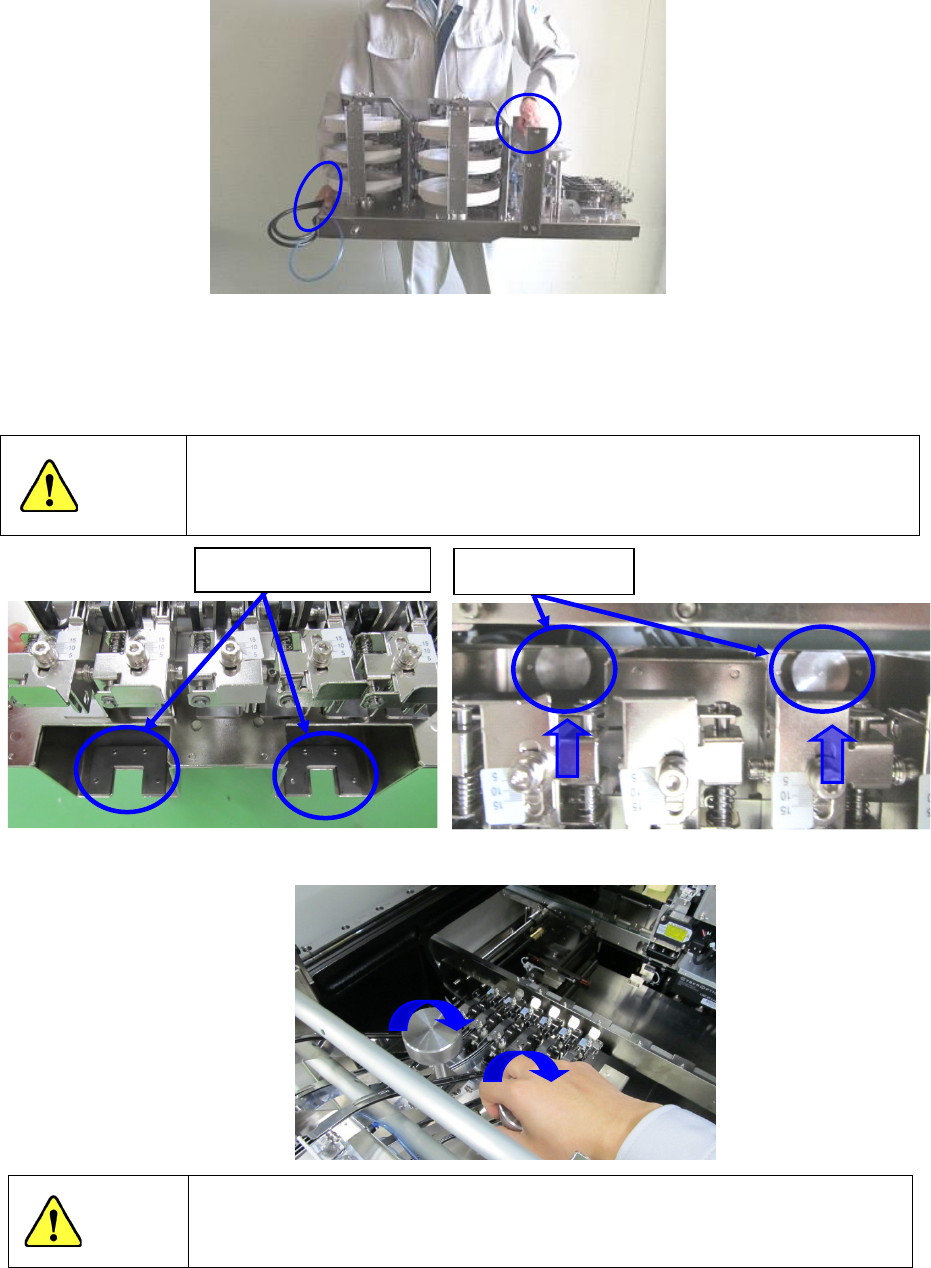
2)拿起圆型供料器。
将线缆及气管整理好,抓住手把和把持部位。
3)安装到供料器台架上。
请将前端的主底盘缺口部位,插入位于台架左侧的圆型供料器安装台的铰链螺丝部位(A 部
位 )。
注意
如果要在主机上安装 2 台圆型供料器,请将
第 1 台安装在右侧、将第 2 台安
装在左侧
。如果顺序错误,则无法将圆型供料器安装到主机上。强行安装,
圆型供料器可能会被损坏,请务必按步骤进行操作。
4) 固定圆型供料器。
将底座定位螺旋向顺时针方向旋转,拧紧螺丝。
注意
装置在铰链螺丝部位插牢、用底座定位螺旋固定之前,请务必用手扶住装置
,
否则装置可能会掉落。
主底盘 缺口部位
A 部(俯视)
2-16
操作手册
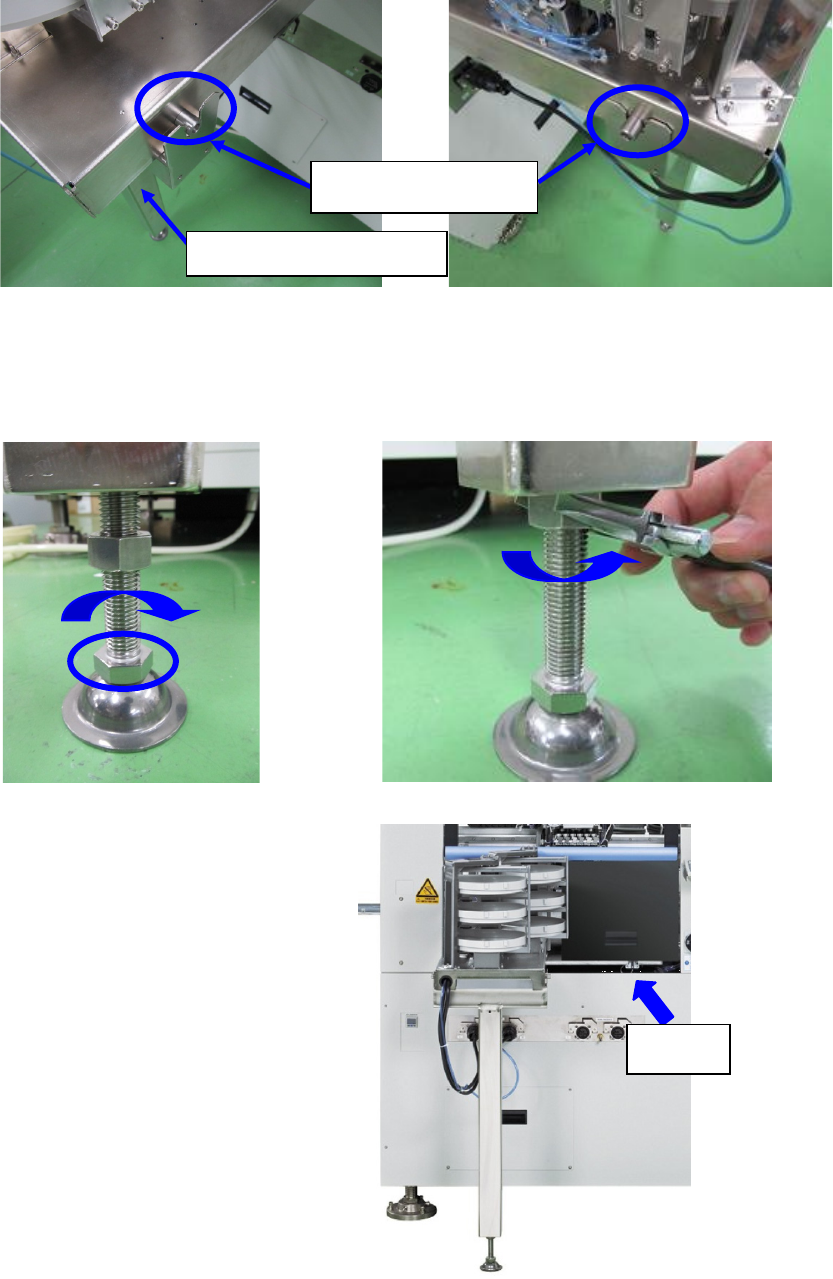
5)安装圆型供料器支撑组。
将圆型供料器支撑组(圆型供料器支撑底盘)安装到支撑底盘引导销部位上。
6)调整调节脚
顺时针旋转调整脚下部的螺母,使圆型供料器的底盘面(底盘护罩面)与圆型供料器支撑 底
盘面贴紧。
7)将调整脚下部的螺母顺时针旋转半圈~1 圈左右,之后逆时针旋转上部螺母,拧紧,使调整
脚固定。
圆型供料器安装后
请务必安好 BF 盖。
支撑底盘引导销
圆型供料器支撑底盘
BF 盖
2-17