JM-10_操作手册.pdf - 第54页
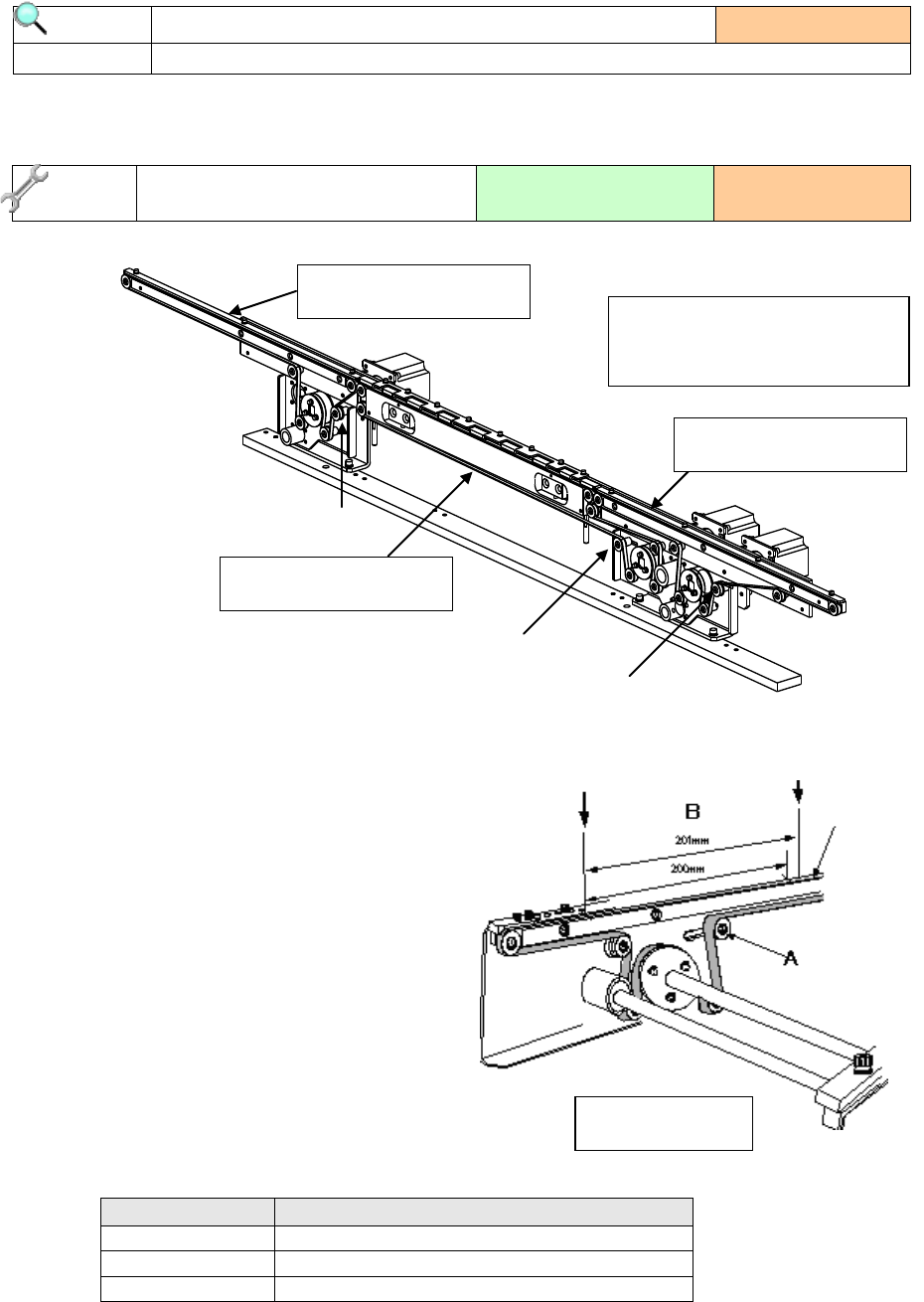
操作手册 1) 用手动控制模式使传送马达动作,检查滑轮旋转是否顺畅。 2) 若旋转不顺畅、或不旋转时,请更换滑轮。 1) 传送滑轮安装在前后轨道板上。 请松开固定螺丝,更换传送滑 轮。 2) 更换后,请调整传送带的张力。 检查项目 3-2-7 传送滑轮 实施频度 : 每周 检查内容 检查传送滑轮的动作 更换 更换传送滑轮 使用工具: 螺丝刀、扳钳 更换标准 : 旋转不良时 检查项目 3-2-8 气弹簧 实施频度 :每 周 检查内容 检查…
操作手册
1) 请检查传送带有无明显的磨损、破损、松弛。
2) 有磨损、破损等时,请更换新的传送带。
1)把安装在各传送带的 A 部位长孔的“传送滑轮(前后 2 处)”松开,放松传送带的张力。
2) 请从传送滑轮上拆下传送带,进行更换。
3) 请调整传送带的张力。(各传送带均同样。)
①
传送带处于松弛状态时(在传送带上
没有张力的状态),
请在传送带上平坦部分“B” 间距200mm
处,用“油性笔”做2处标记。
②
按照与1)相反的步骤,转动“A部”的
“传送滑轮”,撑紧传送带张力,在2处
标记的间距达到201mm的位置上,拧紧
传送滑轮。
③
安装完毕后,执行「手动控制」动作
数分钟,检查有无异常声音、脱落等问题。
④
1周以后再检查1次张力。
传送带品目号
传送带品目名
40107791
CONVEYOR BELT C
40107792
CONVEYOR BELT L
40107793
CONVEYOR BELT R
检查项目
3-2-6 传送带
实施频度 :每周
检查内容 检查传送带的磨损、破损、松弛
更换 更换传送带
使用工具:
螺丝刀、扳钳
更换标准 : 1 年
传送带
A
A
A
CONVEYOR BELT L
CONVEYOR BELT C
下图表示的是后侧(远侧)的
图。前侧(近侧)的也同样。
近前部的背侧
CONVEYOR BELT R
3-9
操作手册
1) 用手动控制模式使传送马达动作,检查滑轮旋转是否顺畅。
2) 若旋转不顺畅、或不旋转时,请更换滑轮。
1) 传送滑轮安装在前后轨道板上。
请松开固定螺丝,更换传送滑轮。
2) 更换后,请调整传送带的张力。
检查项目
3-2-7 传送滑轮
实施频度 : 每周
检查内容 检查传送滑轮的动作
更换 更换传送滑轮
使用工具:
螺丝刀、扳钳
更换标准 :
旋转不良时
检查项目
3-2-8 气弹簧
实施频度 :每 周
检查内容 检查气弹簧的状态
レールプレート
プーリスペーサ
搬送プー
取付ねじ
平座金
六角ナット
ばね座
レールプレート
平座金
搬送プーリ
取付ねじ
平座金
六角ナット
ばね座
轨道板
垫片
六角螺母
滑轮隔离圈
传送滑轮
六角螺母
垫片
轨道板
垫片
传送滑轮
固定螺丝
固定螺丝
弹簧垫圈
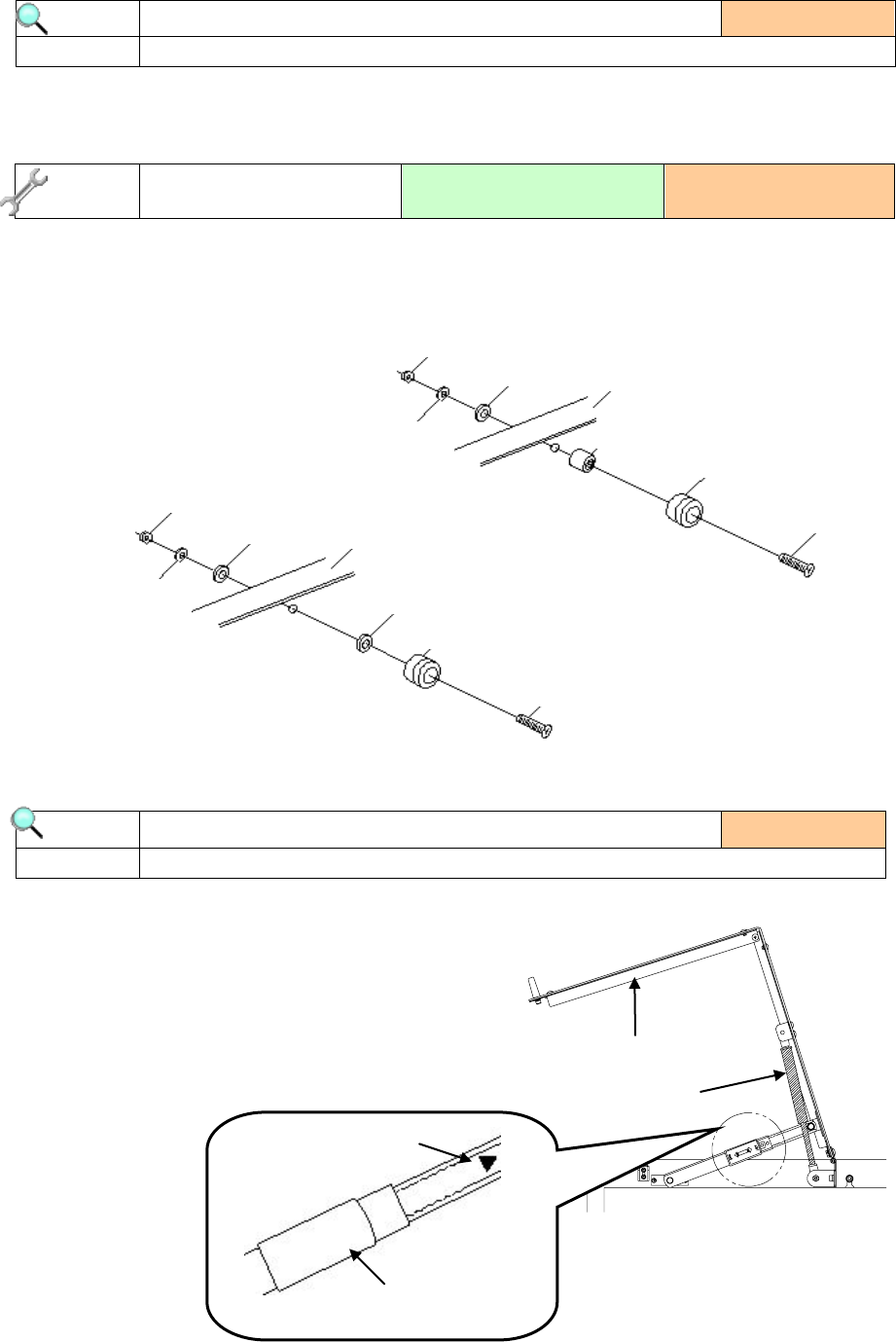
安全盖
气弹簧
安全盖不能保持一定角度时,请更换气弹簧。
当安全盖铰链导轴的▼记号在被铰链遮住的位置
上,不能支撑安全盖时,请进行压缩气体弹簧的更
换。
弹簧垫圈
▼记号
安全盖铰链
3-10
操作手册
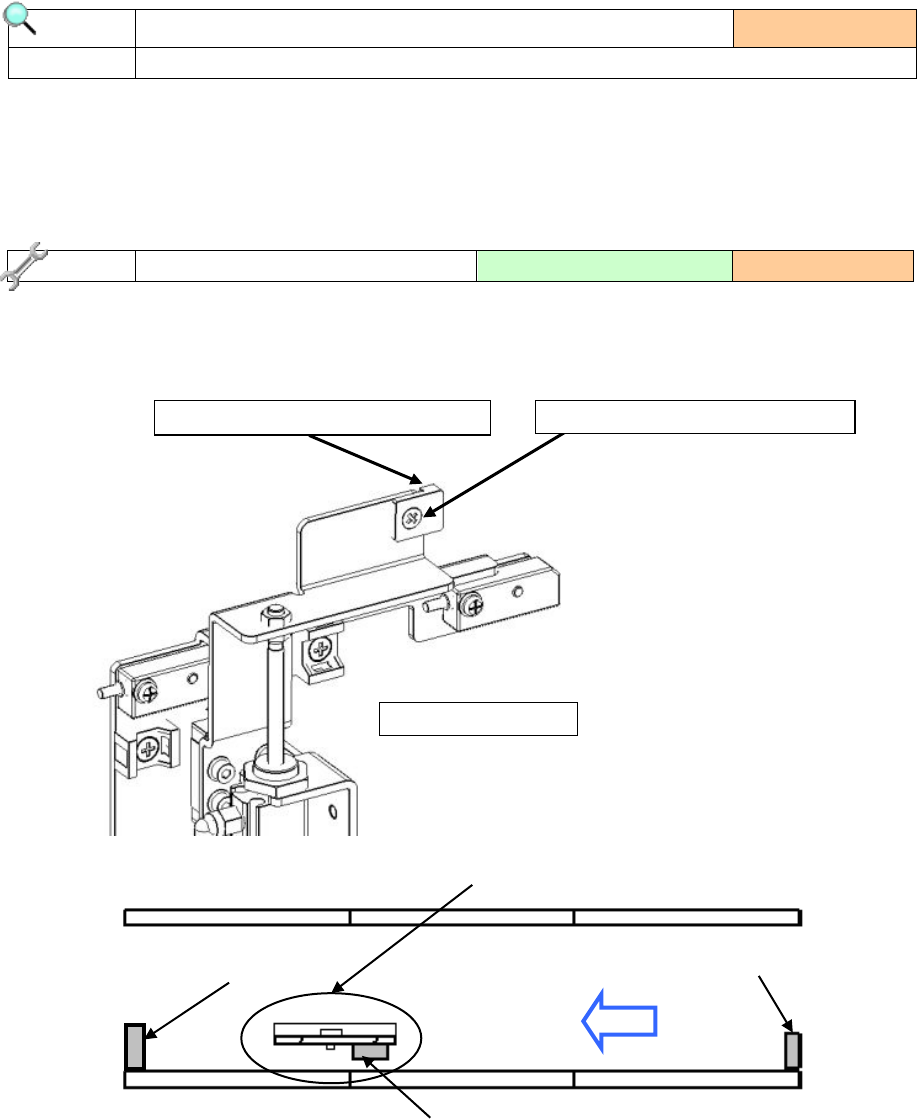
控制印刷基板传送方向的 “固定挡块(挡销)” 的端部,安装有“挡片①”。 “挡片①”因
与基板摩擦会有磨损。
1) 挡片出现磨损、表面涂层剥离、基板定心不稳等现象时,请更换挡片。
1. 拧松螺丝②,更换挡片①。
2. 一定要按照下图(C)所示方向,安装挡片①。
检查项目
3-2-9 挡片
实施频度 :每周
检查内容 检查挡片的磨损、破损
更换 更换挡片 使用工具 :螺丝刀 更换标准 :2 年
挡块单元详细图
停止传感器
传送方向
IN 传感器
OUT 传感器
挡块单元
②螺丝:品目号
SM1030401SE
①挡片:品目号
E2233725000
3-11