JM-10_操作手册.pdf - 第78页
操作手册 4 生产时的各项处理 本章主要讲解生产中发生的错误·用完元件时的处理方法。 4-1 用完元件(在操作选项中选中“ 无元件暂停”时) 出现用完元件时立即显示如下画面,装置暂停。 错误画面 错误要因、原因 ①用完元件。 ②元件吸取错误。 (因带子剥离缠住、传 送不良等 造成吸取位置偏离等) 处理错误的方法 在元件用完停机时,按画面的「示教」按键,可以进行吸附跟踪。(即可以再次确认 元件用完部位的吸附位置)确认后,如果发现偏移大时,…
操作手册
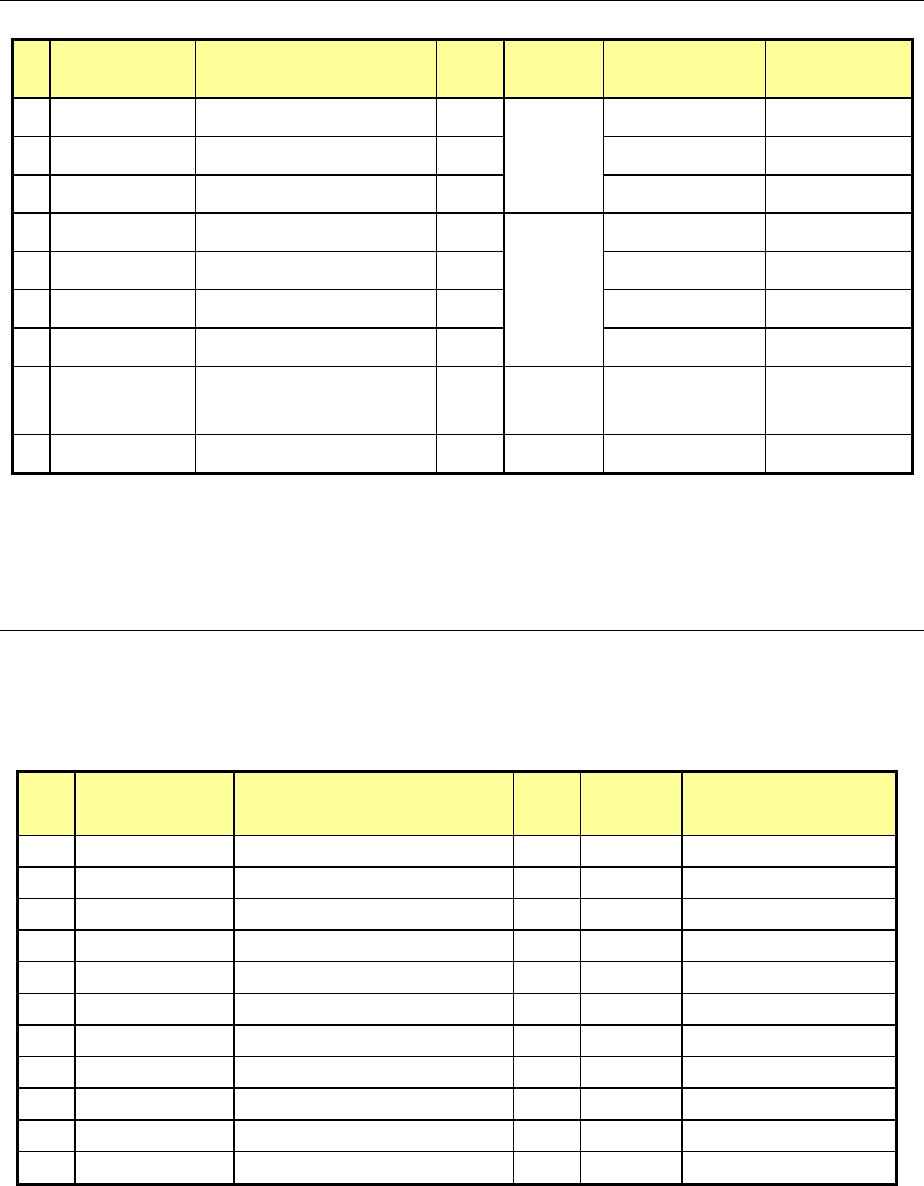
3-5 消耗品一览表
No
品目编号 品 名 个数 单元
更换日期
(标准)(年)
备 注
1 40046646
过滤器(贴片头上部)
6
Head
0.5
2 40001341
吸嘴组 503
6 0.75
3 40044239
吸嘴组 508C
1 1
4
40107791
CONVEYOR BELT_C 2
传送
1
5 40107792 CONVEYOR_BELT_L 2
1
6 40107793 CONVEYOR BELT R 2
1
7 E2233725000
挡片
1 1
挡块
8 40099554
VACUUM_PUMP_
MAINTENANCE_KIT
1
气压机
0.75
真空泵用
9
HM001010020
风扇过滤器 5 主机罩
根据脏污状况更换
5 件装
3-6 推荐定期更换用的零部件
除消耗品之外,因磨损、劣化等原因,必须定期更换的零部件列表如下。
不论本表标示与否,所有的空气机器中,凡是气中混入油、水分时,必须进行更换。
更换方法,请询问本公司售后服务部门或代理店。
No 品目编号 品 名 个数 部位 更换标准
1
40044517
1394
机械手电缆组
1
X
Y
3
年
2
40048070
光纤缆
7M
1
X
Y
3
年
3
PF901002000
过滤器组件
A
(后段)
1
安全盖
2
年
4
PF901006000
过滤器组件
B
(前段)
1
安全盖
2
年
5
PF901007000
过滤器组件
1
安全盖
2
年
6
40110173
气弹簧
前盖
2
安全盖
10,000
次开关动作
7
40110174
气弹簧
后盖
2
安全盖
10,000
次开关动作
8
40110178
气弹簧
前盖
(
圆型供料器用
)
2
安全盖
10,000
次开关动作
9
E9649729000
HOD
组(选购项)
1
其他
500,000
次
10
E9662729000
HOD
组(
EN
)(选购项)
1
其他
500,000
次
11
40120825
SSD
组
(JM-10 MES)
1
其他
20,000
小时
・ 1 年=6,600 小时 (22 小时/1 日×300 日/年)
3-33
操作手册
4
生产时的各项处理
本章主要讲解生产中发生的错误·用完元件时的处理方法。
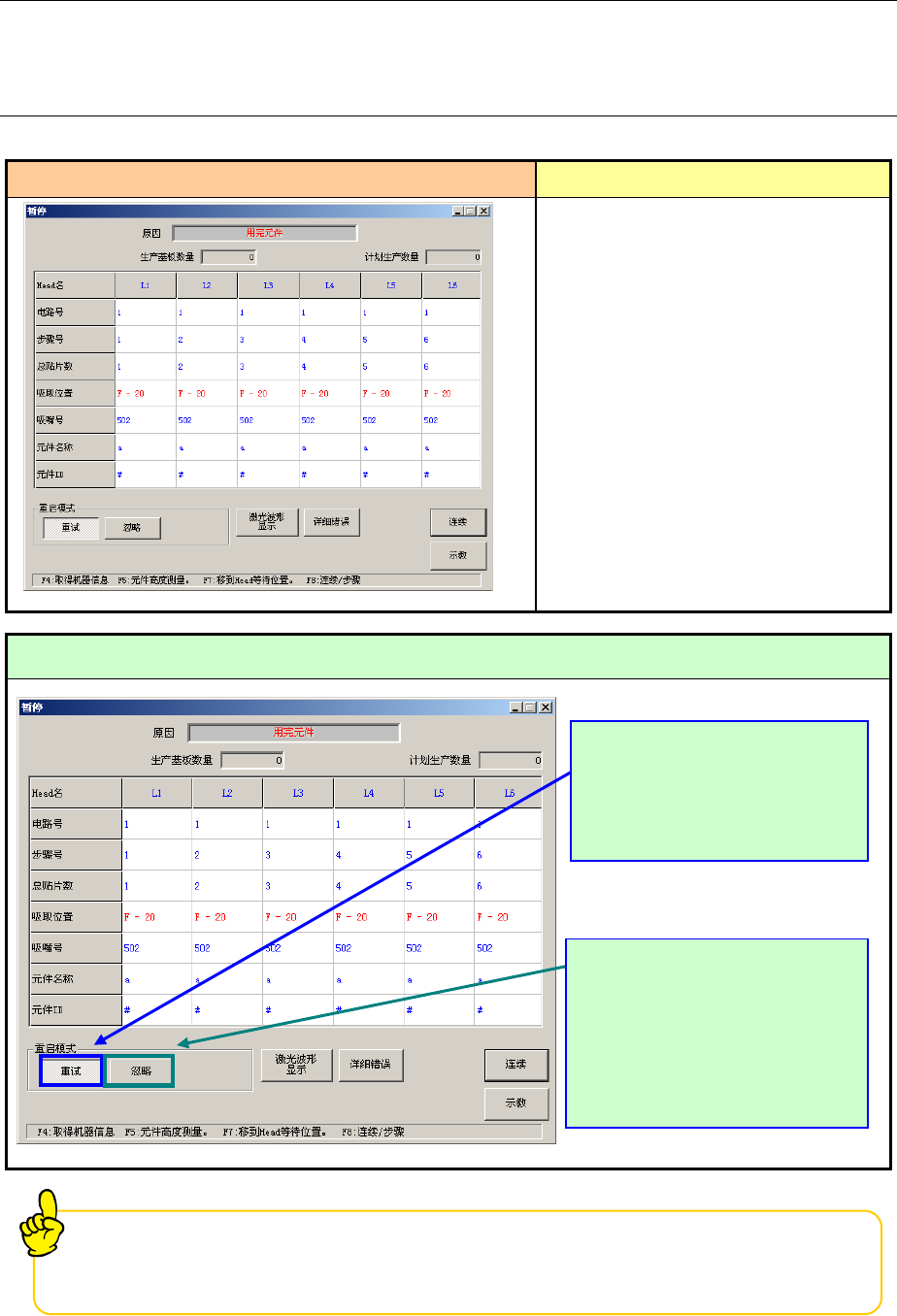
4-1
用完元件(在操作选项中选中“无元件暂停”时)
出现用完元件时立即显示如下画面,装置暂停。
错误画面 错误要因、原因
①用完元件。
②元件吸取错误。
(因带子剥离缠住、传送不良等
造成吸取位置偏离等)
处理错误的方法
在元件用完停机时,按画面的「示教」按键,可以进行吸附跟踪。(即可以再次确认
元件用完部位的吸附位置)确认后,如果发现偏移大时,请重新进行示教。
请先补充元件、或处理出现
用完元件的原因(带子缠绕
等)后,选择「重试」,再
按下开始开关。
跳过用完元件的贴装点,吸取
下一个贴装元件。
手头没有元件库存时,可采用
此方法。
把可贴装的元件全部贴装完
后,将会再停止。
4-1
操作手册
4-2
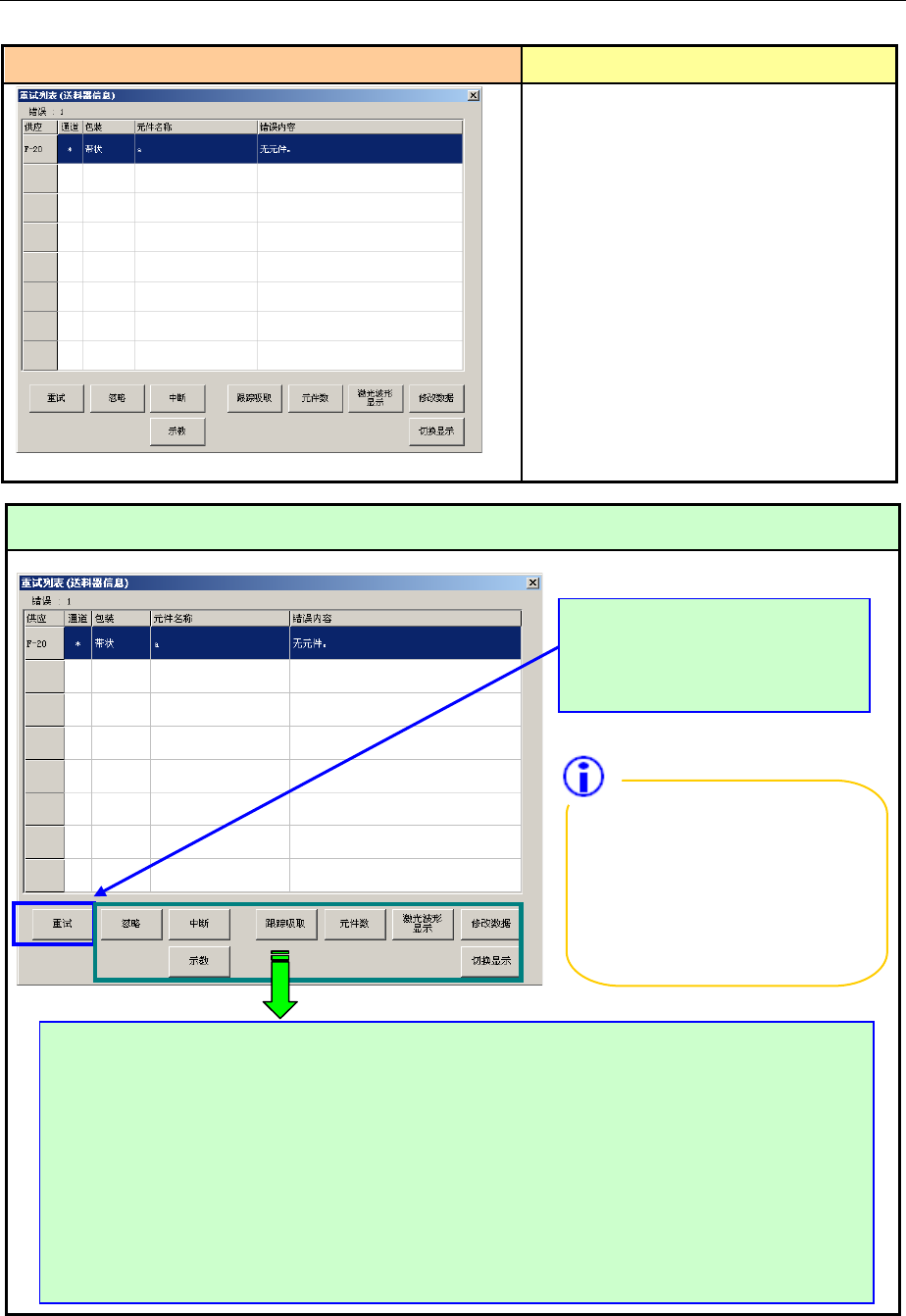
用完元件(操作选项中未勾选“无元件暂停”时)
可贴装的所有元件贴装完毕后显示下列画面,装置进入暂停状态。
错误画面 错误要因、原因
①用完元件。
②元件吸取错误
(因带子剥离缠住、传送不良等造
成的吸取位置偏离等)。
处理错误的方法
☆
忽略
:
跳过用完的元件,进行下一个基板的生产。
☆
中断
:
中断生产。
☆
跟踪吸取
:
用摄像机,进行吸取位置的校正处理。
☆
元件数
:
可设置元件数量。
☆
激光波形显示
:
可显示激光波形。
详细内容请参见「4-4 激光脏污」
☆
切换显示
:
可“显示未贴装列表”和“供给装置信息”。
☆
修改数据
:
可修改元件数据。
☆
示教
:
可进行吸取位置跟踪。
请先补充元件、或处理出现用完
元件的原因(带子缠绕等)后选
择「重试」,再按下开始开关。
在元件用完停机时,按画面的
「示教」按键,可以进行吸附
跟踪。(即可以再次确认元件
用完部位的吸附位置)确认
后,如果发现偏移大时,请重
新进行示教。
4-2