IPC-A-610E CN2010年4月.pdf - 第165页
要求 加固 且 图 纸没 有提供要求时, 应 当 采 用以下要求。 这些 要求不 适 用于 S MT 元器 件( 见 8.1 节 ) 。 不 需 要 采 用 放 大 装 置对 加固进 行 目 视检 查 。 1.75 至 4 倍 的 放 大 倍 数 可用于 仲裁 检 查 。 对于 粘 合 剂 的 固 化 要求,可参 考 粘 合 剂 制 造商 的 指南 。 7 通孔技术 7.2.2 元器件的固定 – 粘合剂粘接 7-27 IPC-A-610…
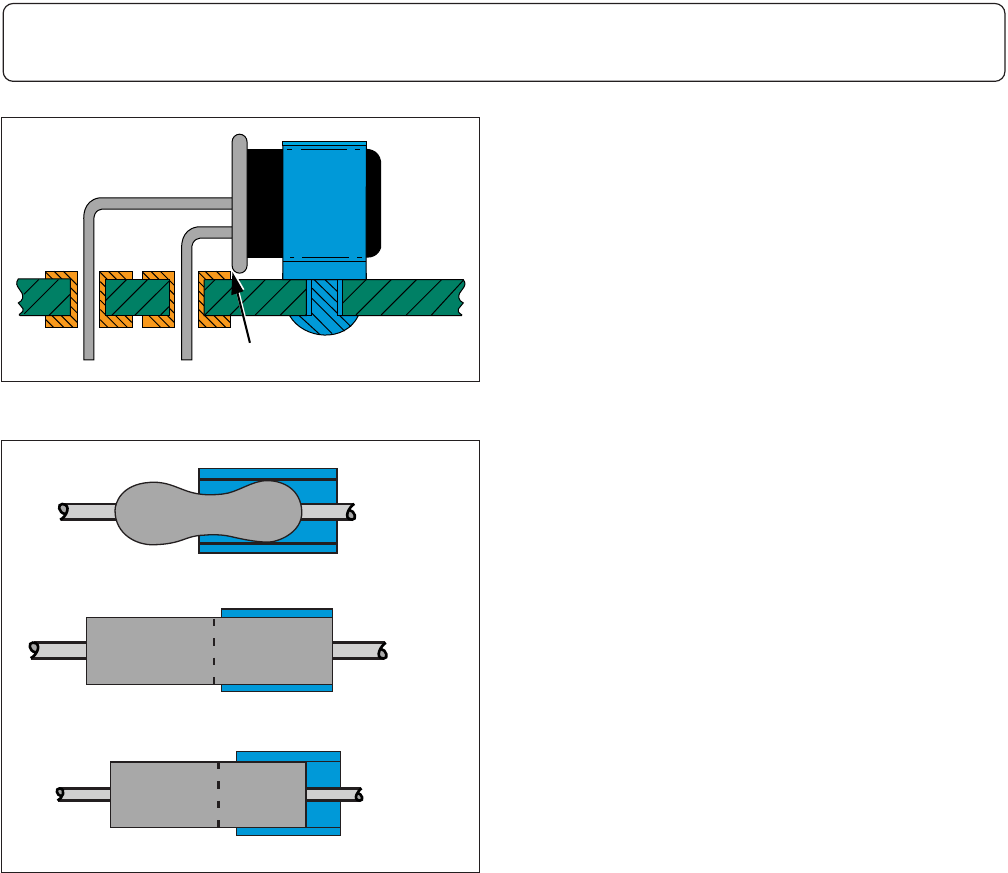
缺陷 - 1,2,3级
• 焊盘与未绝缘元器件本体之间的距离小于最
小电气间隙,图7-60。
• 未绝缘的金属夹或其他加固装置没有与下面
的电路绝缘。
• 固定夹没有夹紧元器件,图7-61(A)。
• 元器件中心或重心没有落在固定夹内,图7-61
(B,C)。
图7-60
A
B
C
图7-61
7 通孔技术
7.2.1 元器件的固定 – 固定夹(续)
7-26 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE

要求加固且图纸没有提供要求时,应当采用以下要求。这些要求不适用于SMT元器件(见8.1节)。
不需要采用放大装置对加固进行目视检查。1.75至4倍的放大倍数可用于仲裁检查。
对于粘合剂的固化要求,可参考粘合剂制造商的指南。
7 通孔技术
7.2.2 元器件的固定 – 粘合剂粘接
7-27IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
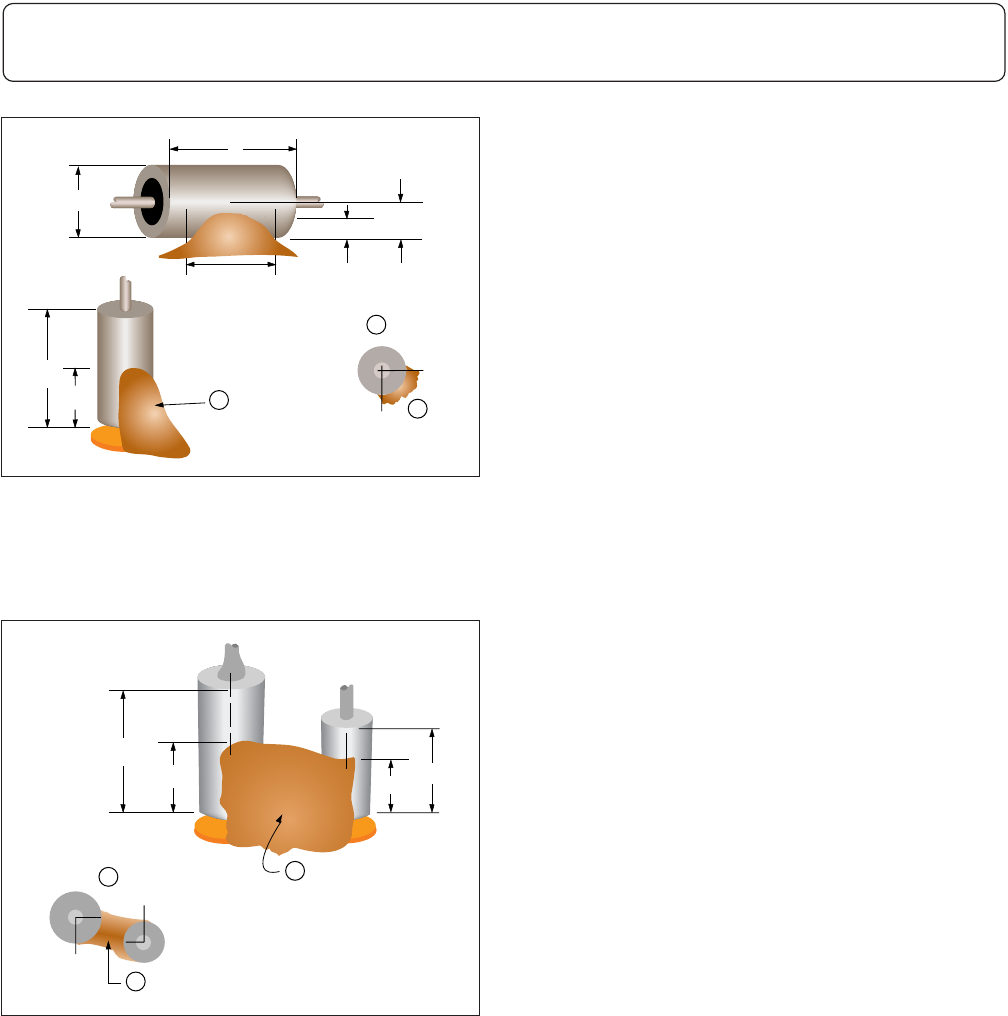
可接受 - 1,2,3级
• 未加套管水平放置的元器件上,一侧的粘合
剂对元器件的粘接范围至少为其长度(L)的
50%,其直径(D)的25%。一侧粘合剂粘接
高度不超过元器件直径的50%。与安装表面的
附着明显。粘合剂大致位于元器件本体的中
心。
• 未加套管垂直放置的元器件上,至少分布有
两点粘合剂,对元器件的粘接范围至少为其
长度(L)的25%,其周长的25%。与安装表
面的附着明显。
• 对于加有套管的轴向引线元器件(玻璃体元
器件除外),粘合剂接触元器件的两个端面,
粘接高度为元器件直径的25-50%(高度)。
•当有要求时,玻璃体元器件在涂布粘合剂之
前要加套管。
• 粘合剂,如支撑、加固等所用的,没有接触
加有套管的玻璃本体元器件上未被套管覆盖
的区域。
• 对于加有套管的玻璃体元器件,粘合剂在元
器件两边的粘接范围为其长度的50%-100%,
粘接高度至少为元器件高度的25%。
• 对于多个垂直放置的元器件,粘合剂对每个元
器件的粘接范围至少为其长度(L)的50%,
且粘合剂在各元器件之间连续涂布,粘合剂
与安装表面有明显的附着,粘合剂对每个元
器件的粘接范围至少为其周长的25%。
• 粘合剂已固化。
L
Min 25% D
Max 50% D
D
50% L
L
Min 50% L
1
2
3
图7-62
1. 粘合剂
2. 俯视图
3. 周长的25%
L
L
Min 50% L
Min 50% L
1
2
2
图7-63
1. 俯视图
2. 粘合剂
7 通孔技术
7.2.2.1 元器件的固定 – 粘合剂粘接 – 未架⾼元器件
7-28 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE