IPC-A-610E CN2010年4月.pdf - 第187页
⽬标 - 1,2,3级 • 辅 面 焊盘区 域 被完 全 覆盖 。 可接受 - 1,2,3级 • 辅 面的 焊盘区 域 至 少 被 润湿 的 焊 料 覆盖 75% 。 缺 陷 - 1,2,3级 • 不 满足 表 7-4 的要求。 图7-101 图7-100 图7-102 7 通孔技术 7.3.5.5 ⽀撑孔 – 焊接 – 辅 ⾯ – 焊 盘区覆 盖 (E) 7-49 IPC-A-610E-2010 2010 年 4 月 SINGLE U…
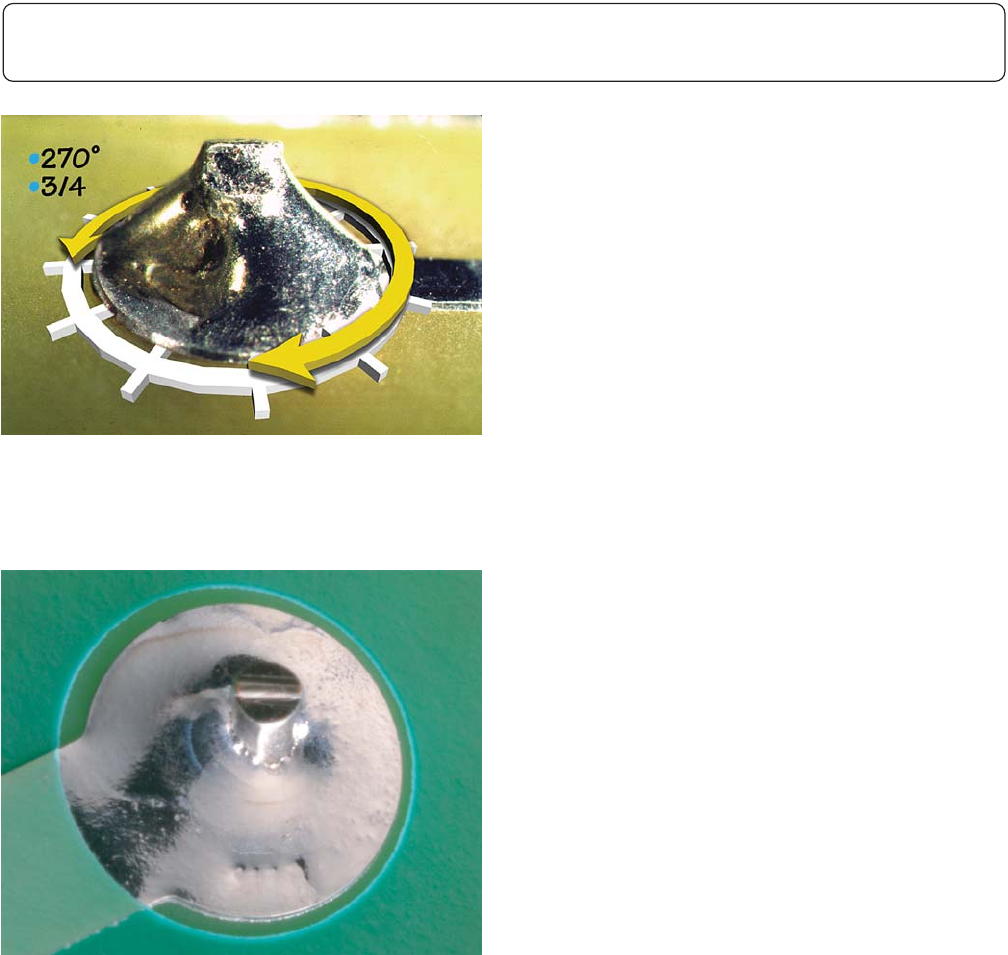
可接受 - 1,2级
• 最少270°润湿和填充(引线、孔壁和端子区
域)。
可接受 - 3级
• 最少330°润湿和填充(引线、孔壁和端子区
域)(未图示)。
缺陷 - 1,2,3级
• 不满足表7-4的要求。
图7-98
图7-99
7 通孔技术
7.3.5.4 ⽀撑孔 – 焊接 – 辅⾯ – 引线到孔壁(D)
7-48 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
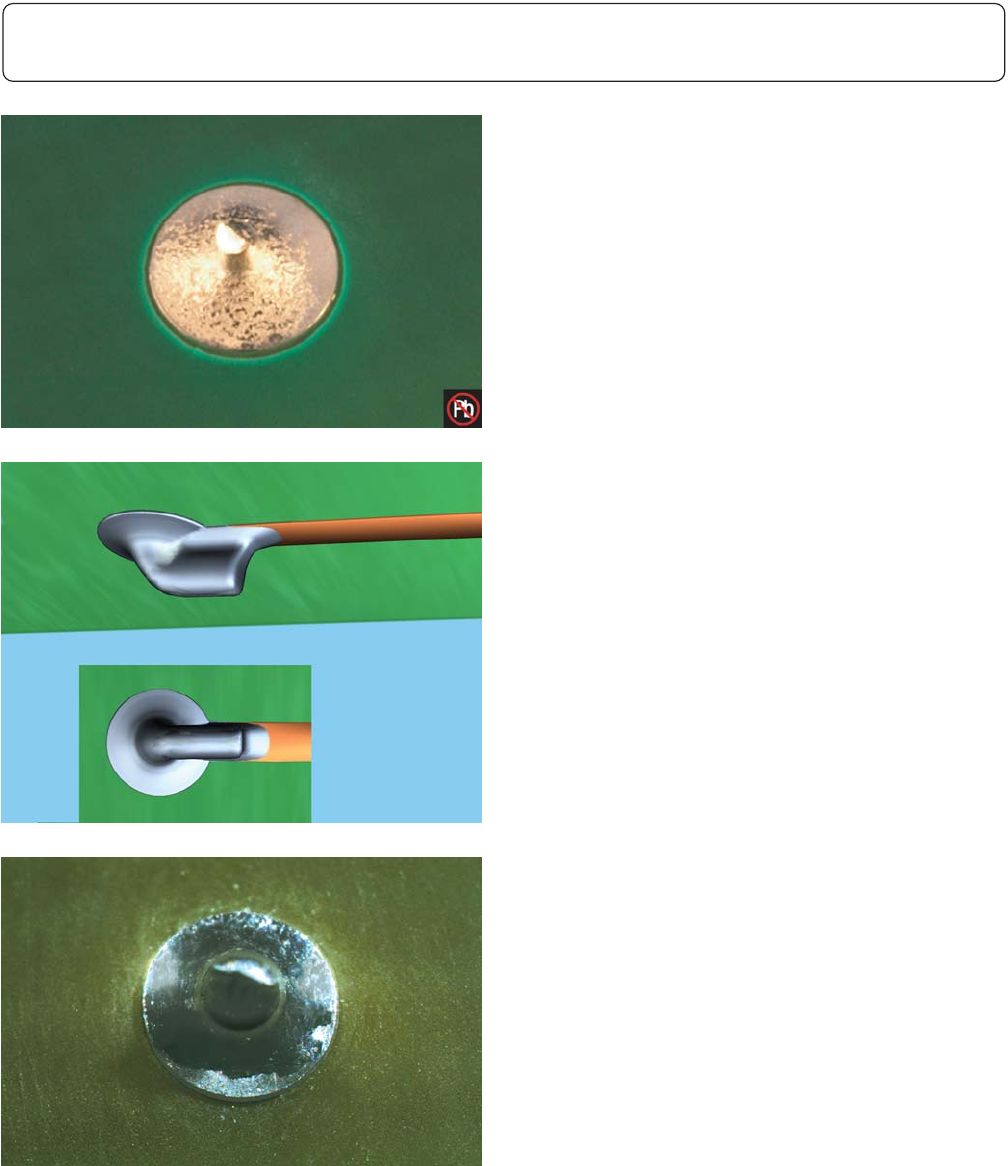
⽬标 - 1,2,3级
• 辅面焊盘区域被完全覆盖。
可接受 - 1,2,3级
• 辅面的焊盘区域至少被润湿的焊料覆盖75%。
缺陷 - 1,2,3级
• 不满足表7-4的要求。
图7-101
图7-100
图7-102
7 通孔技术
7.3.5.5 ⽀撑孔 – 焊接 – 辅⾯ – 焊盘区覆盖(E)
7-49IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
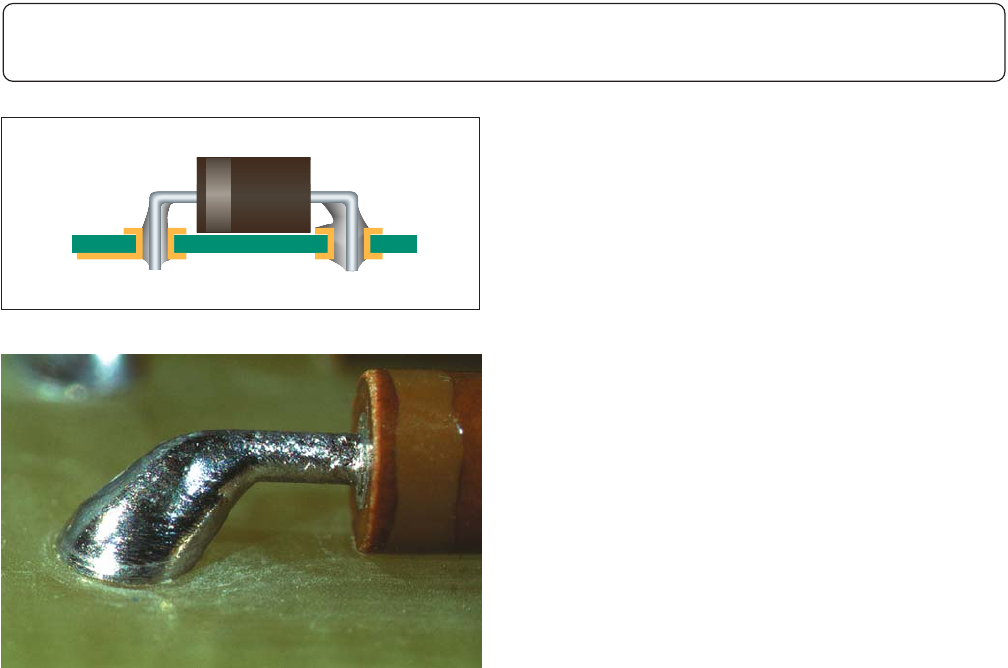
可接受 - 1,2,3级
• 引线弯曲部位的焊料不接触元器件本体。
只要所有其他安装和填充条件是可接受的,就
不是缺陷,也可见7.3.5.7节。
图7-103
图7-104
7 通孔技术
7.3.5.6 ⽀撑孔 – 焊接状况 – 引线弯曲处的焊料
7-50 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE