IPC-A-610E CN2010年4月.pdf - 第191页
以下要求 适 用于 印 制 板 组件在 焊 接 后 修 剪焊点 的 场 合。 只 要 剪切 刀 具 不会 因 机 械 冲 击 损伤元器 件 或 焊点 , 允许 在 焊 接 后 修 剪引线 。对 2 , 3 级 产品, 当 进 行 引线焊后剪切 时, 焊 接 端 应 当 用 10X 放 大 倍 数 目 视检 查 ,以 确 保 原 来的 焊 接 连 接 没 有 被 损 坏 , 即 破裂 或 变 形 。 作 为目 检 的 替代 方 法 ,可对…
⽬标 - 1,2,3级
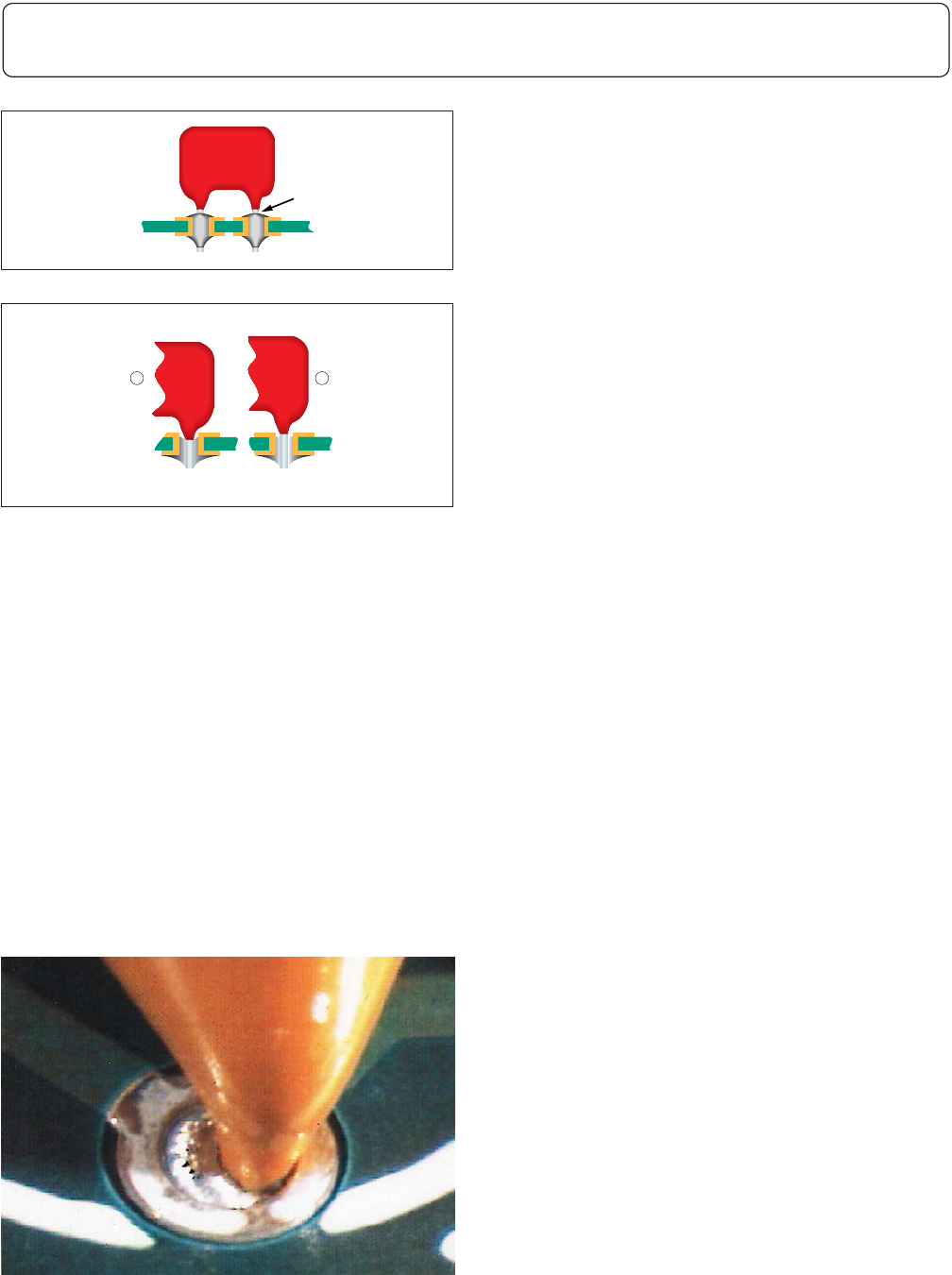
• 弯月面绝缘层与焊料填充之间有1.2mm[0.048
in]的距离。
可接受 - 1级
• 有弯月面绝缘层的元器件满足以下条件可允
许弯月面绝缘层陷入焊料内:
–辅面有360°的润湿。
–辅面的焊接连接内看不到引线的绝缘层。
可接受 - 2,3级
• 弯月面绝缘层没有进入镀覆孔,且弯月面绝
缘层与焊料填充之间有可辨识的间隙。
制程警⽰-2级
• 弯月面绝缘层进入镀覆孔内,但焊点满足表
7-4的要求。
缺陷 -3
级
• 弯月面绝缘层进入镀覆孔内。
• 弯月面绝缘层埋入焊接连接中。
缺陷 - 1,2,3级
• 辅面没有呈现良好润湿。
• 不满足表7-4的要求。
注:某些应用中,元器件上的弯月面绝缘层要
求严格控制,以确保元器件在完全就位的情况
下,引线上的弯月面绝缘层不会进入组件的镀
覆孔中。(例如:高频应用,很薄的PCB等。)
图7-108
1
2
图7-109
1. 1级
2. 2级, 3级
图7-110
7 通孔技术
7.3.5.8 ⽀撑孔 – 焊料状况 – 陷⼊焊料内的弯⽉⾯绝缘层
7-52 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
以下要求适用于印制板组件在焊接后修剪焊点的场合。只要剪切刀具不会因机械冲击损伤元器件或
焊点,允许在焊接后修剪引线。对2,3级产品,当进行引线焊后剪切时,焊接端应当用10X放大倍数
目视检查,以确保原来的焊接连接没有被损坏,即破裂或变形。作为目检的替代方法,可对焊接连
接进行再次再流。此次再流可视为焊接过程的一个工序而不视为返工。该要求不适用于设计上在焊
接后有部分引线要被去除的元器件,即可掰离的联体条。
可接受
- 1,2,3级
• 引线和焊料之间无破裂。
• 引线的伸出在规范之内。
缺陷 - 1,2,3级
• 引线与焊料填充之间有破裂的痕迹。
缺陷 -3级
• 引线修 剪切入焊料 填充内部但没有再次再
流。
图7-112
1
图7-111
1. 引线伸出
7 通孔技术
7.3.5.9 焊接后的引线剪切
7-53IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
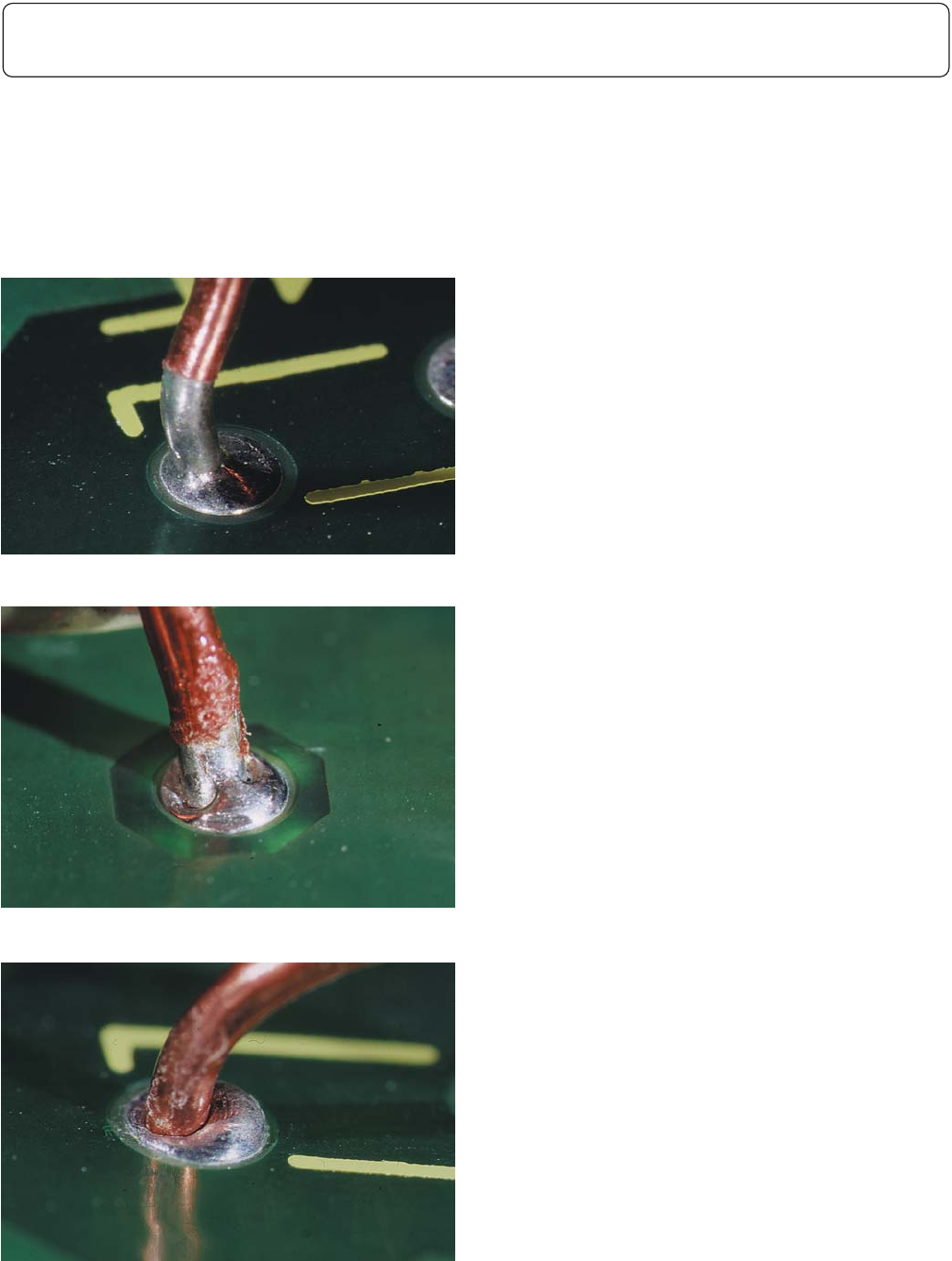
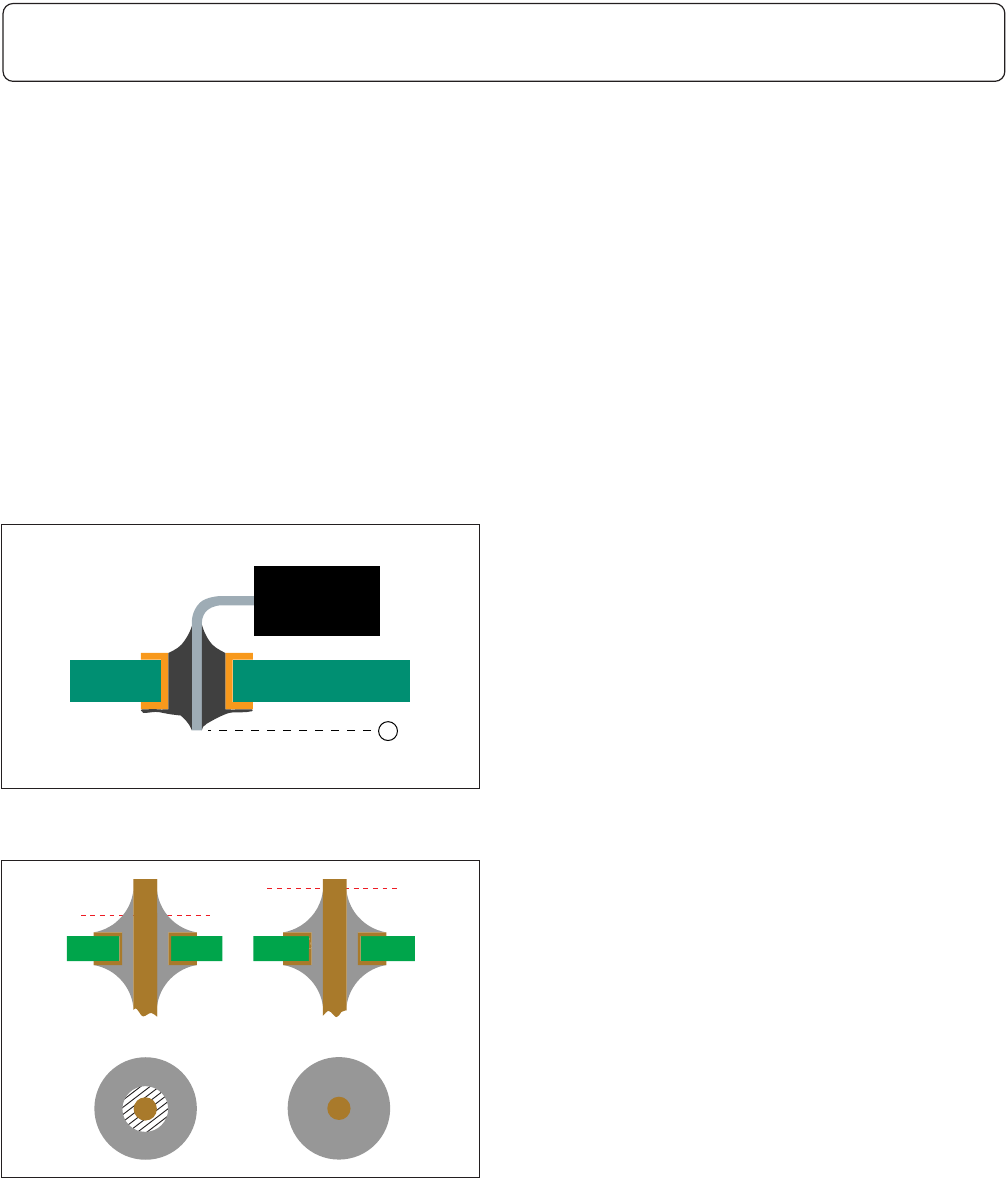
这些要求适用于焊接连接满足表7-4的最低要求时。伸出的绝缘间隙要求见6.2.2节。
本节内容适用于绝缘层在焊接过程中可能会延伸进入焊接连接的漆包线,只要该绝缘材料不具有腐
蚀性。
⽬标 - 1,2,3级
• 焊料填充与绝缘层之间有1倍线径的间隙。
可接受 - 1,2,3级
• 绝缘层进入主面的焊接连接内,但满足表7-4
的最低要求。
缺陷 - 1,2,3级
• 焊接连接呈现不良润湿且不满足表7-4的最低
要求。
• 辅面的焊接连接内可看到绝缘层。
图7-113
图7-114
图7-115
7 通孔技术
7.3.5.10 ⽀撑孔 – 焊料内的漆包线绝缘层
7-54 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE