IPC-A-610E CN2010年4月.pdf - 第203页
可接受 - 1,2级 • 焊 料的 润湿 与 填充 满足 表 7-7 的要求。 可接受 - 3级 • 引线弯折区 域 润湿 良 好 。 •至 少 330° 的 填充 与 润湿 。 图7-140 图7-141 图7-142 图7-143 7 通孔技术 7.4.5 ⾮⽀撑孔 – 焊接(续) 7-65 IPC-A-610E-2010 2010 年 4 月 SINGLE USER LICENSE - NOT FOR USE ON A NETWO…
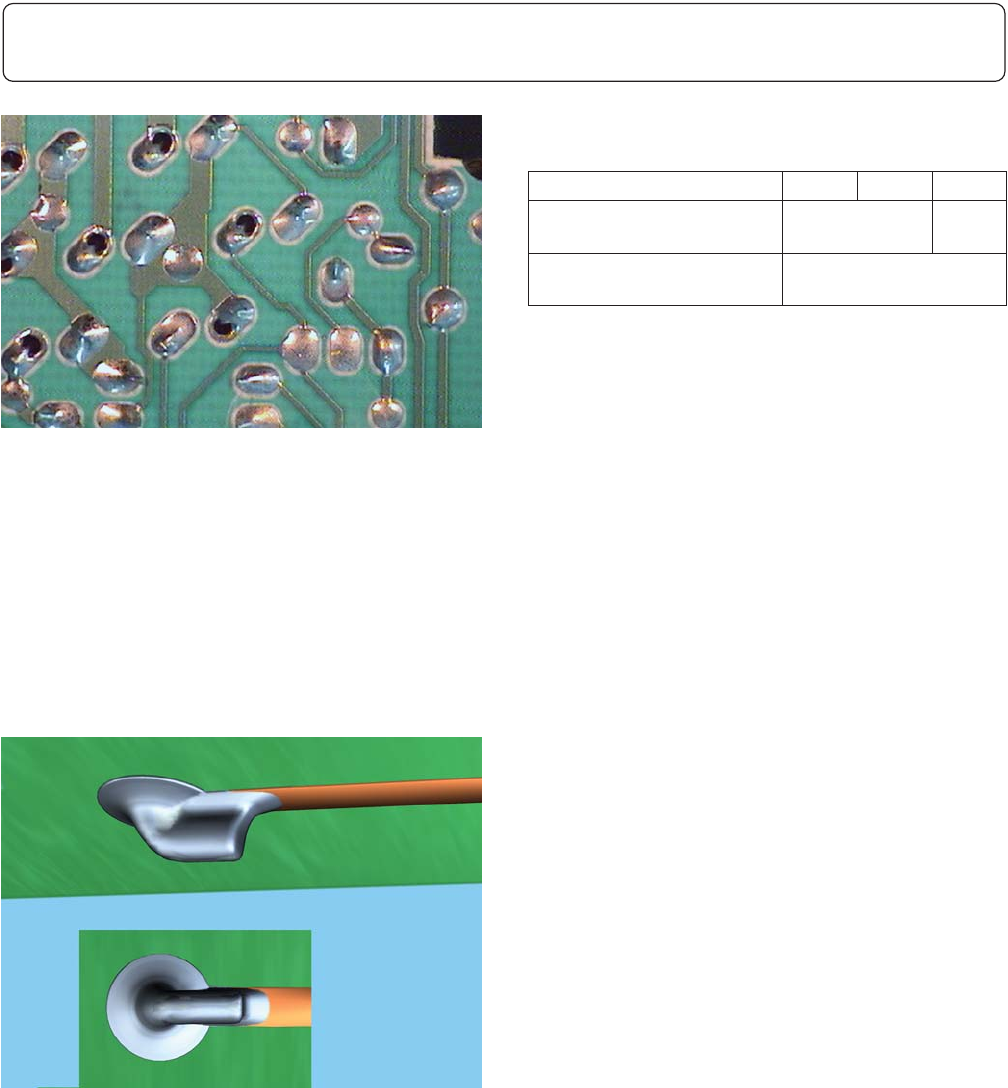
表7-7 有元器件引线的⾮⽀撑孔,
最低可接受条件;注1和4
要求 1级 2级 3级
A. 润湿引线和焊盘的填充 270°
330°
注2
B. 焊盘区域被润湿的焊料
覆盖的百分比;注3
75%
注1:A与B适用于板两面都有功能焊盘的双面板的两面。
注2:对于3级产品,引线的弯折部分被润湿。
注3:不要求焊料盖住或覆盖通孔。
注4:润湿的焊料指焊接过程中施加的焊料。
⽬标 - 1,2,3级
• 焊 接 端 子(焊盘和 引线) 被 润湿的焊料覆
盖,且焊料填充内的引线轮廓可辨识。
• 无空洞区域或表面瑕疵。
• 引线和焊盘润湿良好。
• 引线弯折。
• 引线周围有100%的焊料填充。
图7-138
图7-139
7 通孔技术
7.4.5 ⾮⽀撑孔 – 焊接
7-64 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
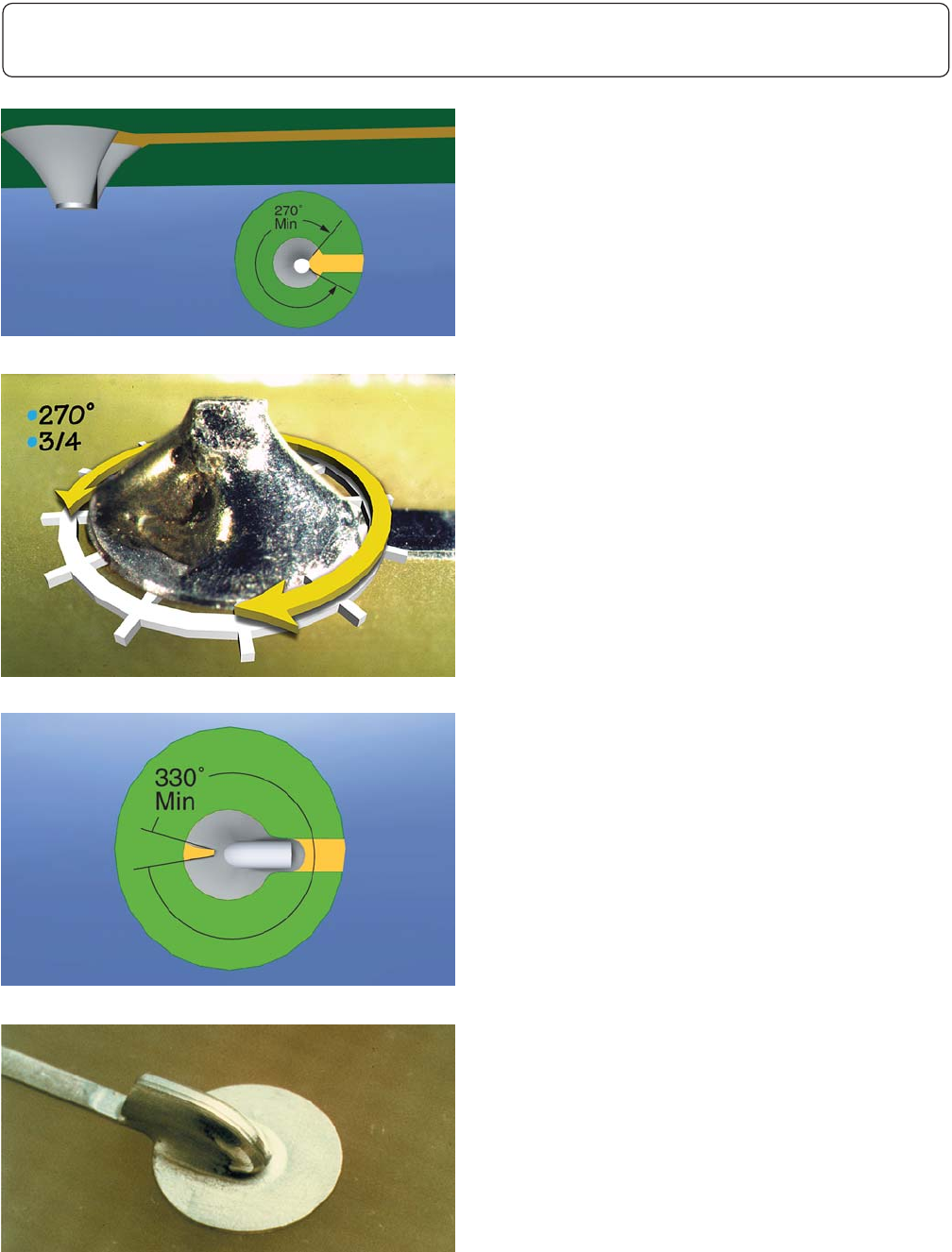
可接受 - 1,2级
• 焊料的润湿与填充满足表7-7的要求。
可接受 - 3级
• 引线弯折区域润湿良好。
•至少330°的填充与润湿。
图7-140
图7-141
图7-142
图7-143
7 通孔技术
7.4.5 ⾮⽀撑孔 – 焊接(续)
7-65IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
可接受 - 1,2,3级
• 辅面焊盘至少75%的面积(未图示)有润湿的
焊料覆盖。
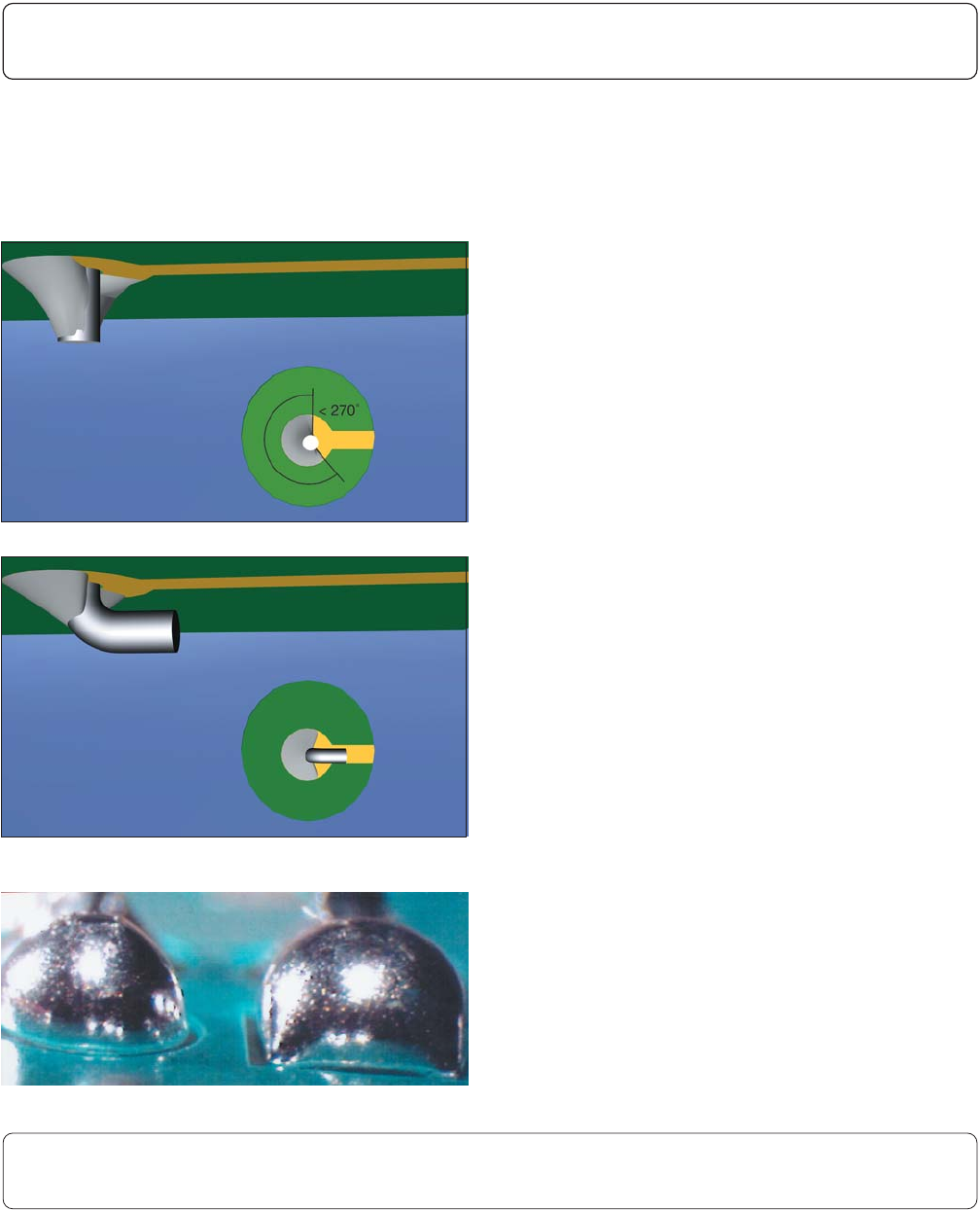
缺陷 - 1,2级
• 直插端子焊接连接不满足最少270°的环绕填
充或润湿要求。
• 焊盘覆盖不足75%。
缺陷 – 3级
• 焊接连接不满足最少330°的环绕填充或润湿
要求。
• 引线未弯折(未图示)。
• 引线弯折部位未被润湿。
• 焊盘区域覆盖不足75%。
缺陷 - 1,2,3级
•因焊料过多引线轮廓不可辨识。
7.3.5.9节的要求亦适用于非支撑孔的焊接连接的验收。
图7-146
图7-144
图7-145
7 通孔技术
7.4.5 ⾮⽀撑孔 – 焊接(续)
7.4.6 ⾮⽀撑孔 – 焊接后的引线剪切
7-66 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE