IPC-A-610E CN2010年4月.pdf - 第204页
可接受 - 1,2,3级 • 辅 面 焊盘 至 少 75% 的面 积 ( 未 图示)有 润湿 的 焊 料 覆盖 。 缺 陷 - 1,2级 • 直插端 子 焊 接 连 接不 满足 最少 270° 的 环绕填 充 或 润湿 要求。 • 焊盘覆盖 不 足 75% 。 缺 陷 – 3级 • 焊 接 连 接不 满足 最少 330° 的 环绕填充 或 润湿 要求。 • 引线未弯折 ( 未 图示) 。 • 引线弯折部 位 未 被 润湿 。 • 焊盘区…
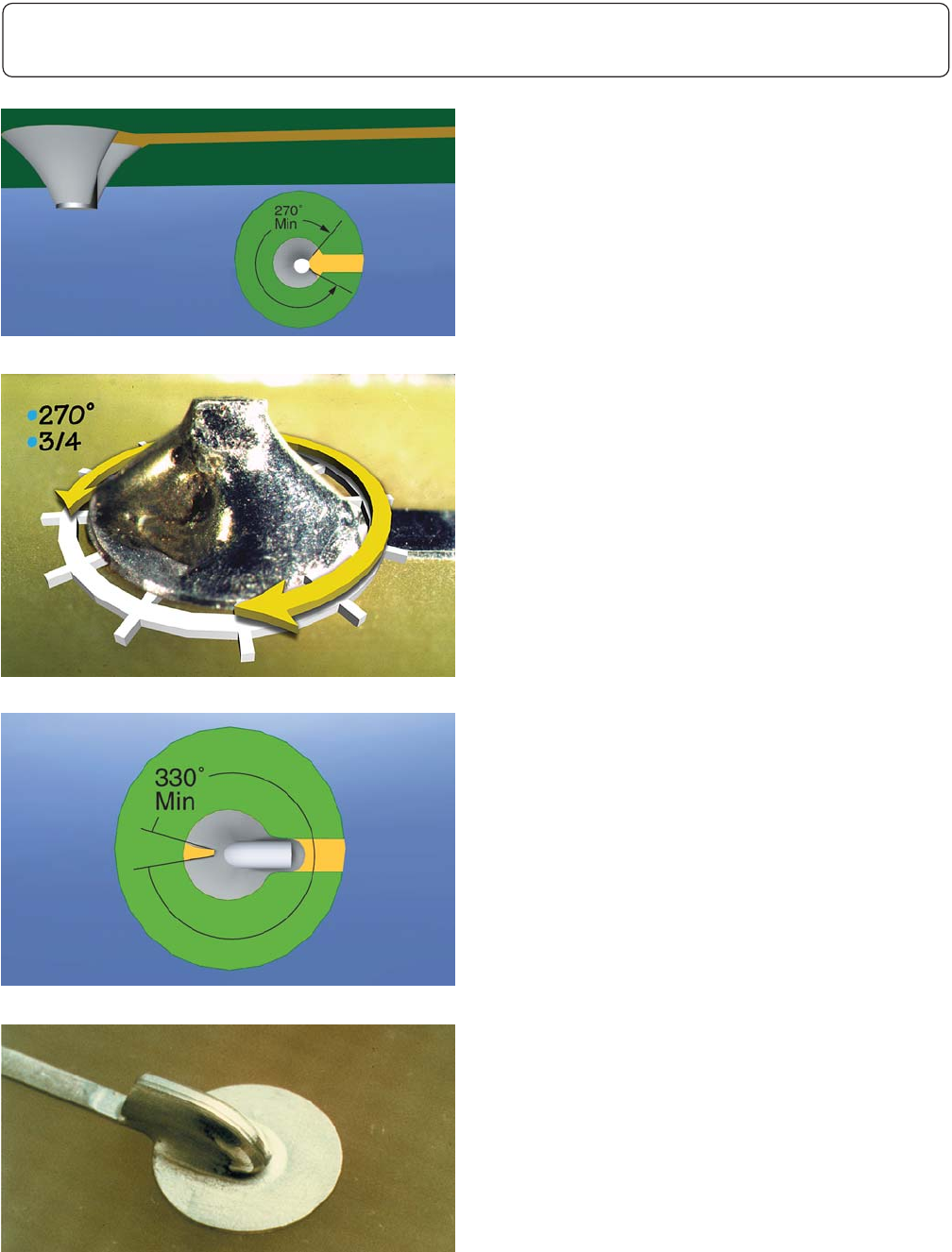
可接受 - 1,2级
• 焊料的润湿与填充满足表7-7的要求。
可接受 - 3级
• 引线弯折区域润湿良好。
•至少330°的填充与润湿。
图7-140
图7-141
图7-142
图7-143
7 通孔技术
7.4.5 ⾮⽀撑孔 – 焊接(续)
7-65IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
可接受 - 1,2,3级
• 辅面焊盘至少75%的面积(未图示)有润湿的
焊料覆盖。
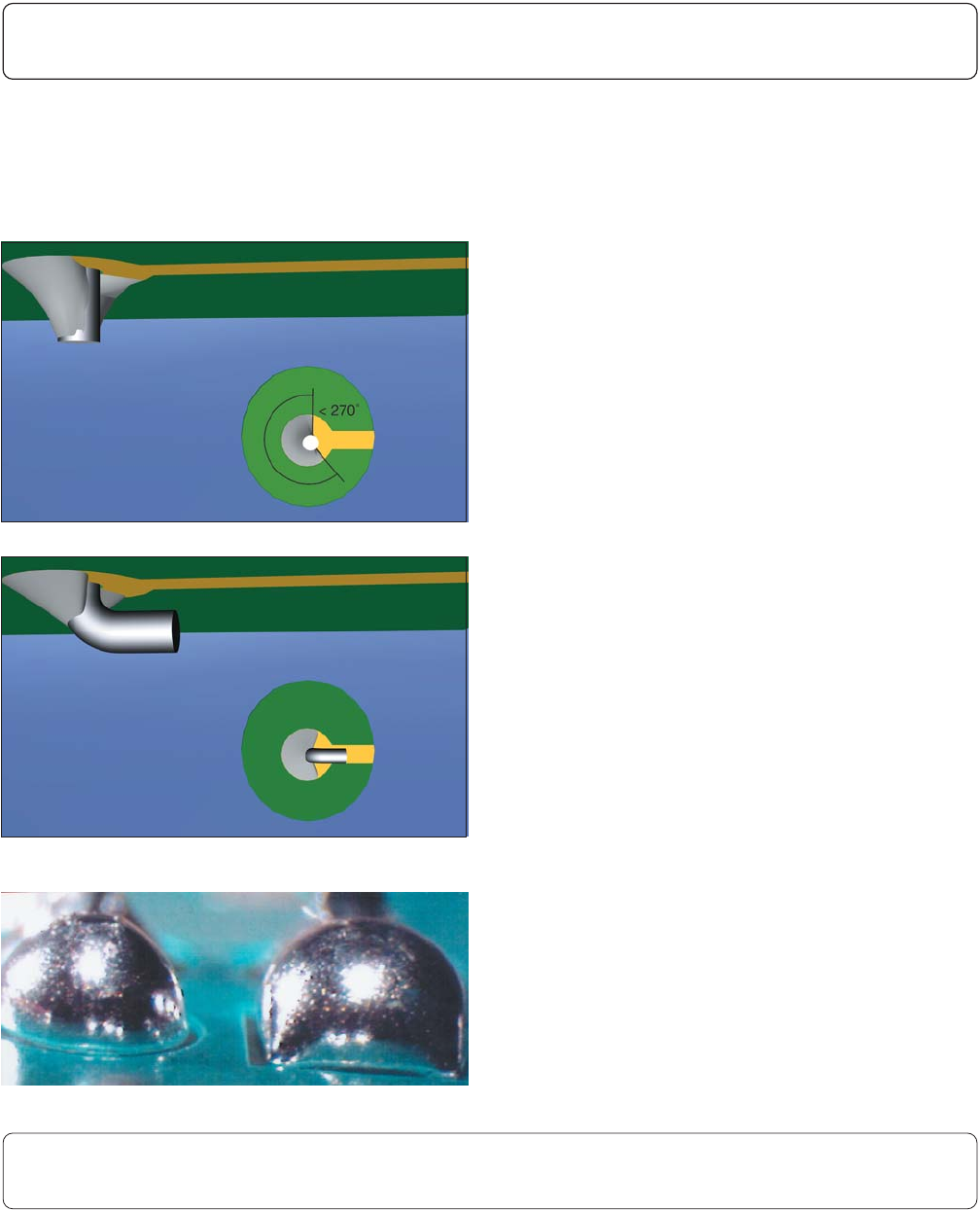
缺陷 - 1,2级
• 直插端子焊接连接不满足最少270°的环绕填
充或润湿要求。
• 焊盘覆盖不足75%。
缺陷 – 3级
• 焊接连接不满足最少330°的环绕填充或润湿
要求。
• 引线未弯折(未图示)。
• 引线弯折部位未被润湿。
• 焊盘区域覆盖不足75%。
缺陷 - 1,2,3级
•因焊料过多引线轮廓不可辨识。
7.3.5.9节的要求亦适用于非支撑孔的焊接连接的验收。
图7-146
图7-144
图7-145
7 通孔技术
7.4.5 ⾮⽀撑孔 – 焊接(续)
7.4.6 ⾮⽀撑孔 – 焊接后的引线剪切
7-66 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE

以下要求不作为未经客户事先同意的维修组件的授权,见1.1节。本节确立了在没有连续的印制电路
的地方实现元器件互连所安装的分立导线(跳线、临时线等)的目检可接收性要求。
有关导线类型、布线、加固方式和焊接的要求,对于临时线和跳线完全相同。为简单起见,本节只
使用较为广泛应用的名词–跳线,但是这些要求对临时线和跳线都适用。
有关返工和维修的资料参见IPC-7711A/7721A。
本章所阐述的内容如下:
• 导线的选择
• 布线
• 导线的粘接加固
• 焊接端子
跳线可以终结于镀覆孔和/或接线柱柱干、导体盘、以及元器件引线。
工程上把跳线作为元器件考虑,其布线、收尾、加固和导线类型由工程指导文件进行说明。
跳线要尽量保持短。除非另有明文规定,不能跨越于可更换元器件之上或穿越其下。布线或加固导
线时,需要考虑设计上的限制因素,如可用空间和最小电气间隙。长度不超过25mm[0.984in]、不跨
越导电区域、不违反设计间隙要求的跳线可以不绝缘。当要求进行敷形涂覆时,若要求使用绝缘线,
绝缘皮应当与敷形涂覆兼容。
可接受
- 1,2,3级
• 绝缘皮接触焊料,但不妨碍形成可接受的连接。
缺陷 - 1,2,3级
• 绝缘皮妨碍形成焊接连接。
在选择用于跳线的导线时,要考虑以下几方面的因素:
1. 跳线长度大于25mm[0.984in],或可能在焊盘间或元器件引线间造成短路时,选用绝缘线。
2. 不应该使用镀银多股线。在某些情况下,这种导线会发生腐蚀。
3. 在满足电流负载的情况下,选用最小线径的导线。
4. 导线的绝缘皮应该经受得住焊接温度、耐磨,其绝缘阻抗等于或大于印制板基材的绝缘阻抗。
5. 推荐使用镀锡铜芯绝缘硬导线。
6. 硬导线剥线时使用的化学溶剂、膏剂和霜剂,不会降低导线性能。
7
通孔技术
7.5 跳线
7.5.1 跳线 – 导线的选择
7-67IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE