IPC-A-610E CN2010年4月.pdf - 第63页
本 章确 立 了所有 焊 接 类连 接的可接受 性 要求, 例如 表面 贴装 、接 线柱 、通 孔焊 接 等 。 虽 然标 准的制 定 已 经考虑 了 1 级 、 2 级 、 3 级 产品不 同 的 应 用要求和 环 境 差 异 , 但是 焊 接工 艺 的本 质决 定 了一个可接受的 连 接对于 三 个 级 别会表 现 出 相 同 的特 征 ,而一个不可接受的 连 接 很 可能对 所有 三 个 等级 都 是拒 收的。 连 接要求的 描 …
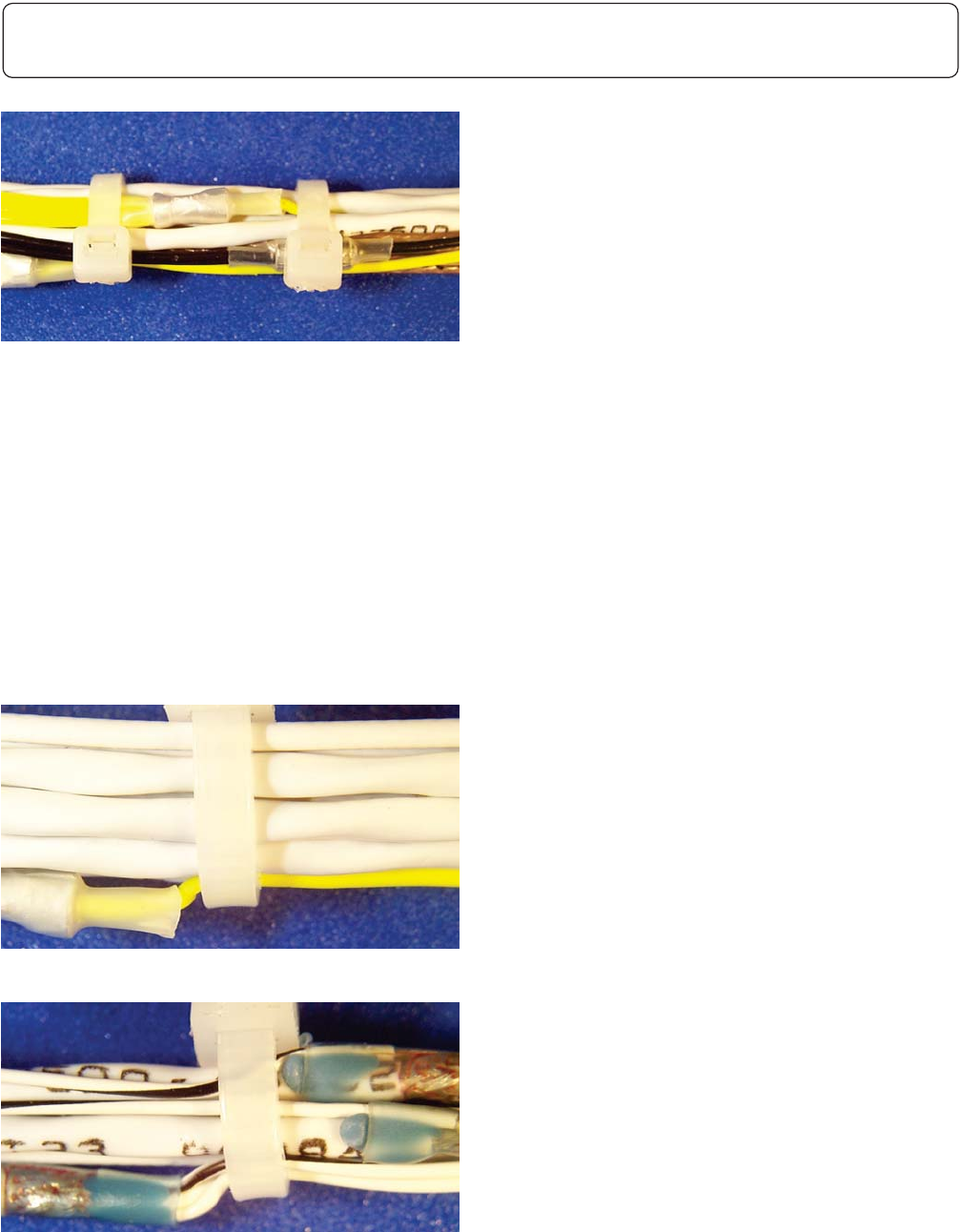
可接受 - 1,2,3级
• 绑带或扎带靠近线束内导线的接头和焊
环处。
• 有接头的导线不存在应力。
可接受 - 1级
制程警⽰-2级
缺陷 -3级
• 绑带或扎带位于线束内导线的接头和焊
环上。
缺陷 - 1,2,3级
• 绑带或扎带使得导线接头处存在应力。
图4-59
图4-60
图4-61
4 机械组装
4.5.5 布线 – 接头和焊环上的扎点
4-28 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
本章确立了所有焊接类连接的可接受性要求,
例如表面贴装、接线柱、通孔焊接等。虽然标
准的制定已经考虑了1级、2级、3级产品不同的
应用要求和环境差异,但是焊接工艺的本质决
定了一个可接受的连接对于三个级别会表现出
相同的特征,而一个不可接受的连接很可能对
所有三个等级都是拒收的。
连接要求的描述中已在适当的地方具体注明了
所使用的焊接工艺类型。但无论使用下列哪种
焊接方法,本章的连接要求都适用:
• 焊接烙铁
• 阻抗焊接设备
• 波峰焊或拖焊
• 再流焊接
• 通孔再流焊接
作为上述情况的例外,还有一些专用的焊接表
面处理(例如浸镀锡、钯、金等),需要建立不
同于本文件所述要求的专用验收条件。此类专
用条件应该基于设计、工艺能力和性能要求而
定。
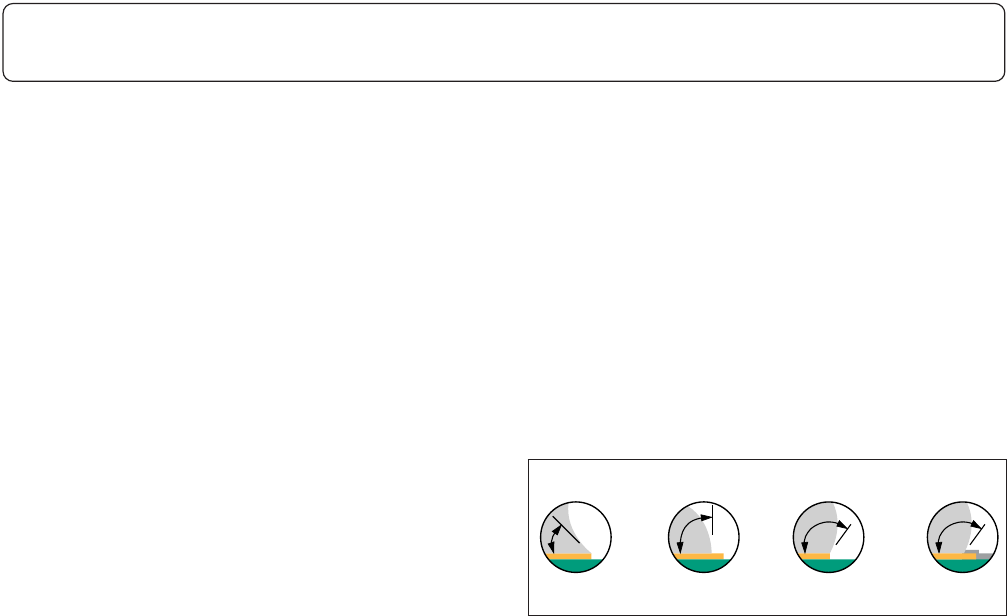
润湿情况并非总是能根据表面外观判断。实际
应用中种类繁多的焊料合金可能产生典型的从
很小或接近00到几乎90º的接触角。可接受的焊
接连接应当在焊料与焊接面熔合处呈现出明显
的润湿和附着性。
焊接连接的润湿角(焊料与元器件可焊端以及焊
料与PCB的焊盘间)不应当超过90°(图5-1的A和
B)。例外的情况是当焊料轮廓延伸到可焊端边
缘或阻焊剂时润湿角可以超过90°(图5-1的C和
D)。
90˚
<90˚
>90˚
θ
θ
θ
>90˚
θ
A
B
CD
图5-1
5焊接
5焊接
5-1IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE

本章包括以下内容:
5.1 焊接可接受性要求
5.2 焊接异常
5.2.1 暴露金属基材
5.2.2 针孔/吹孔
5.2.3 焊膏再流
5.2.4 不润湿
5.2.5 冷焊/松香焊接连接
5.2.6 退润湿
5.2.7 焊料过量
5.2.7.1 锡球/锡溅
5.2.7.2 桥连
5.2.7.3 锡网/泼锡
5.2.8 焊料受扰
5.2.9 焊料破裂
5.2.10 锡尖
5.2.11 无铅填充起翘
5.2.12 无铅热撕裂/孔收缩
5.2.13 焊点表面的探针印记和其他类似表
面状况
5焊接
5 焊接(续)
5-2 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE