IPC-A-610E CN2010年4月.pdf - 第65页
有关 焊 接 异常 的 例 子, 见 5.2 节 。 ⽬标 - 1,2,3级 • 焊 料 填充基 本 平 滑 ,对 连 接的 零 部 件 呈 现 良 好 润湿 。 • 零 部 件的 轮 廓 容 易 分 辨 。 • 焊 料在 被 连 接 部 件上 形 成 羽 毛 状边缘 。 • 填充 呈 凹 面 状 。 可接受 - 1,2,3级 • 有 些 材 料和工 艺 , 例如: 无铅 合 金 、大 热 容 PC B 引起 的 慢 冷 却 ,可能 导…

本章包括以下内容:
5.1 焊接可接受性要求
5.2 焊接异常
5.2.1 暴露金属基材
5.2.2 针孔/吹孔
5.2.3 焊膏再流
5.2.4 不润湿
5.2.5 冷焊/松香焊接连接
5.2.6 退润湿
5.2.7 焊料过量
5.2.7.1 锡球/锡溅
5.2.7.2 桥连
5.2.7.3 锡网/泼锡
5.2.8 焊料受扰
5.2.9 焊料破裂
5.2.10 锡尖
5.2.11 无铅填充起翘
5.2.12 无铅热撕裂/孔收缩
5.2.13 焊点表面的探针印记和其他类似表
面状况
5焊接
5 焊接(续)
5-2 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
有关焊接异常的例子,见5.2节。
⽬标 - 1,2,3级
• 焊料填充基本平滑,对连接的零部件呈现良好润湿。
• 零部件的轮廓容易分辨。
• 焊料在被连接部件上形成羽毛状边缘。
• 填充呈凹面状。
可接受 - 1,2,3级
• 有些材料和工艺,例如:无铅合金、大热容PCB引起的慢
冷却,可能导致干枯粗糙、灰暗、或颗粒状这种与材料和
工艺相关的焊料外观,属正常现象。这样的焊接连接是可
接受的。
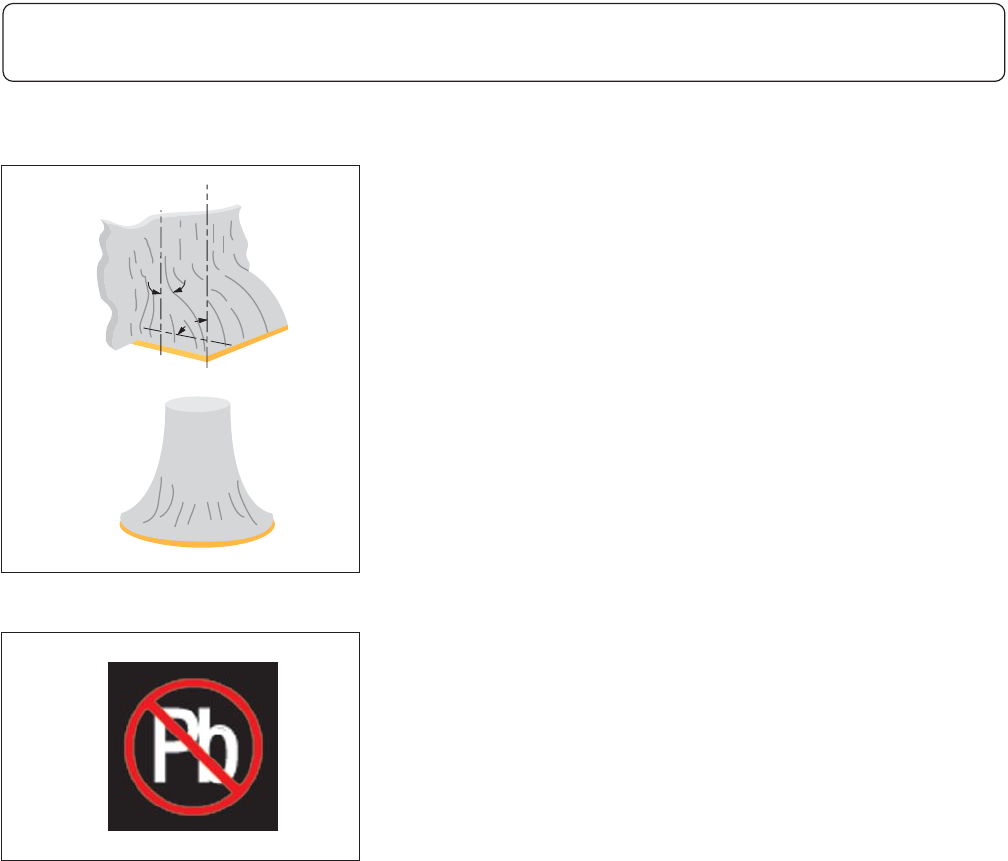
• 焊接连接润湿角(焊料与元器件之间和焊料与焊盘之间)
不超过90º(图5-1的A和B)。
–例外的情况是当焊料轮廓延伸到可焊端边缘或阻焊膜
时,润湿角可以超过90º(图5-1的C和D)。
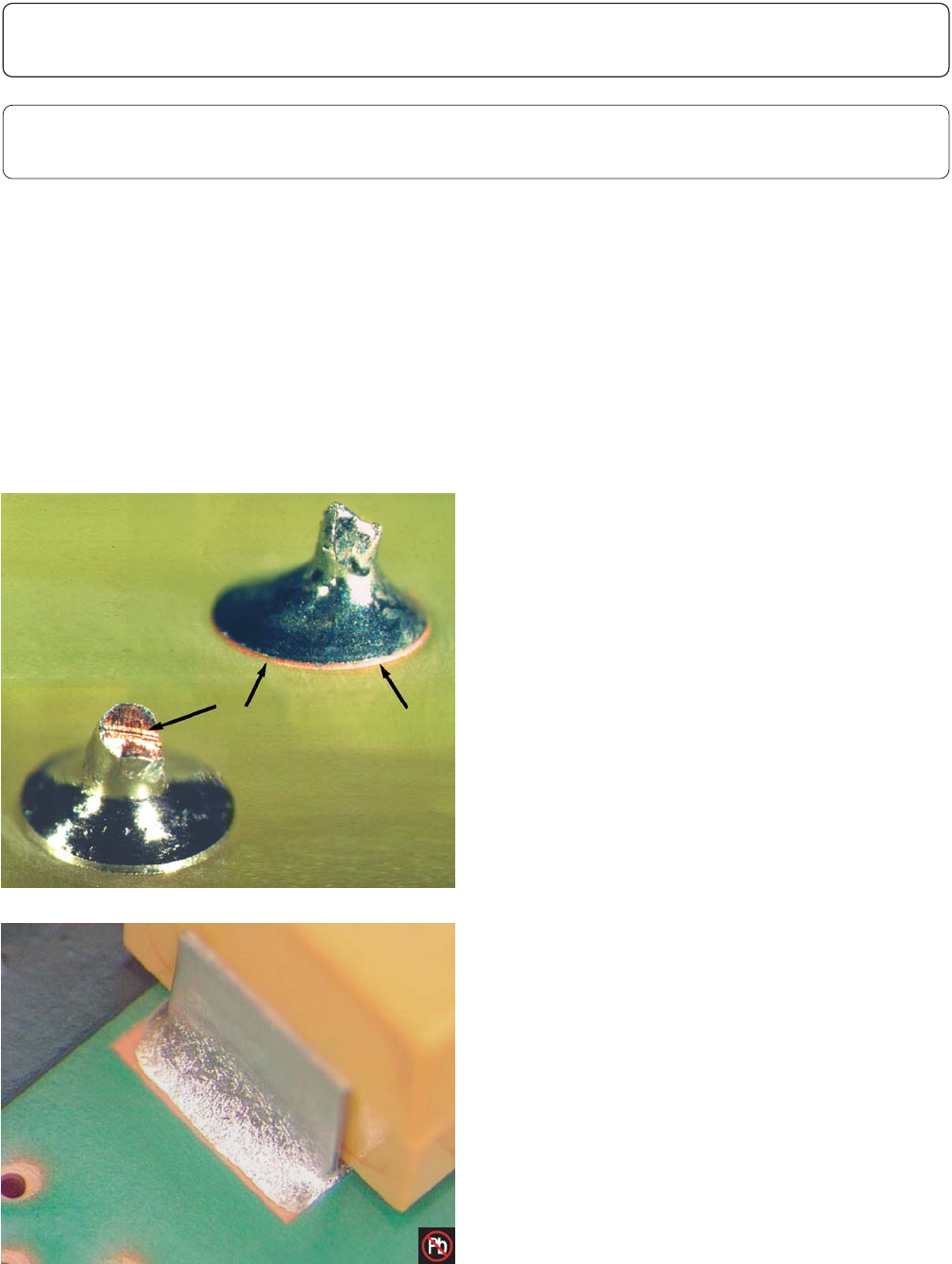
使用锡铅合金的工艺与使用无铅合金的工艺所产生的焊接连接的主要区别是焊料的外观。本标准提
供了锡铅和无铅连接的目视检查要求。本标准中,特指无铅连接的图例将用图5-3中的符号来标识。
可接受的锡铅连接与无铅连接可能呈现相似的外观,但无铅合金更可能表现为表面粗糙(颗粒状或
灰暗)或较大的润湿角。
锡铅合金和无铅合金的焊料填充要求相同。
典型的锡铅连接具有绸缎般润泽的表面,外观通常都很平滑,呈现如图例中示范的被焊物体间填充的
焊料那种凹月面的润湿状态。高温焊料可能呈干枯状。进行焊接点的修饰(返工)要有判断力,防
止造成另外的问题,并且得到的结果要达到适用级别的可接受性要求。
θ
1
2
θ
图5-2
图5-3
5焊接
5.1 焊接可接受性要求
5-3IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
根据原始设计,元器件引线、焊盘和导体图形的侧面、及液体感光阻焊剂的使用可能会暴露金属基
材。
某些印制电路板和导体的表面涂层具有不同的润湿性,可能只在某些特定区域呈现焊料润湿。在这
类情况下,只要焊接处获得的润湿特征是可接受的,金属基材或表面涂层的暴露应该视作正常情况。
可接受 - 1,2,3级
• 金属基材暴露于:
–导体的垂直面。
–元器件引线或导线的剪切端。
–覆盖连接盘的有机可焊性保护膜。
• 不要求焊料填充的区域露出表面涂层。
图5-4
图5-5
5焊接
5.2 焊接异常
5-4 IPC-A-610E-2010
2010年4月
5.2.1 焊接异常 – 暴露⾦属基材
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE