IPC-A-610E CN2010年4月.pdf - 第71页
IPC-T-50 对 冷焊 接 连 接的 定 义 是: 焊 接 连 接 呈 现 出 润湿 不 良 及 灰 色 多 孔外 观 。 ( 这是由 于 焊 料杂 质 过 多 , 焊 接 前 清 洁 不 充分 ,和 / 或 焊 接 过 程中 加热 不 足造 成的。 ) IPC-T-50 对松 香焊 接 连 接的 定 义 是: 从 外 观 上 看 与 冷焊连 接 几乎完 全 相 同 ,有 残 留 的松 香分 离待 焊 接表面的 迹 象 。 缺 陷 …

IPC-T-50对不润湿的定义是:熔融的焊料不能与金属基材(母材)形成金属键合。本标准中金属基
材亦包括表面涂层,见5.2.1节。
缺陷 - 1,2,3级
• 焊料没有润湿要求焊接的焊盘或端子。(图
5-17、图5-18、图5-19为元器件端子;图5-20
为屏蔽层端子;图5-21为导线端子。)
• 焊料覆盖率未满足具体类型端子的要求。
图5-21
图5-19
图5-17
图5-18
图5-20
5焊接
5.2.4 焊接异常 – 不润湿
5-8 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
IPC-T-50对冷焊接连接的定义是:焊接连接呈现出润湿不良及灰色多孔外观。(这是由于焊料杂质过
多,焊接前清洁不充分,和/或焊接过程中加热不足造成的。)IPC-T-50对松香焊接连接的定义是:
从外观上看与冷焊连接几乎完全相同,有残留的松香分离待焊接表面的迹象。
缺陷 - 1,2,3级
• 焊接连接呈现不良的润湿,可能有截留的松
香迹象,导致待连接的表面分离。
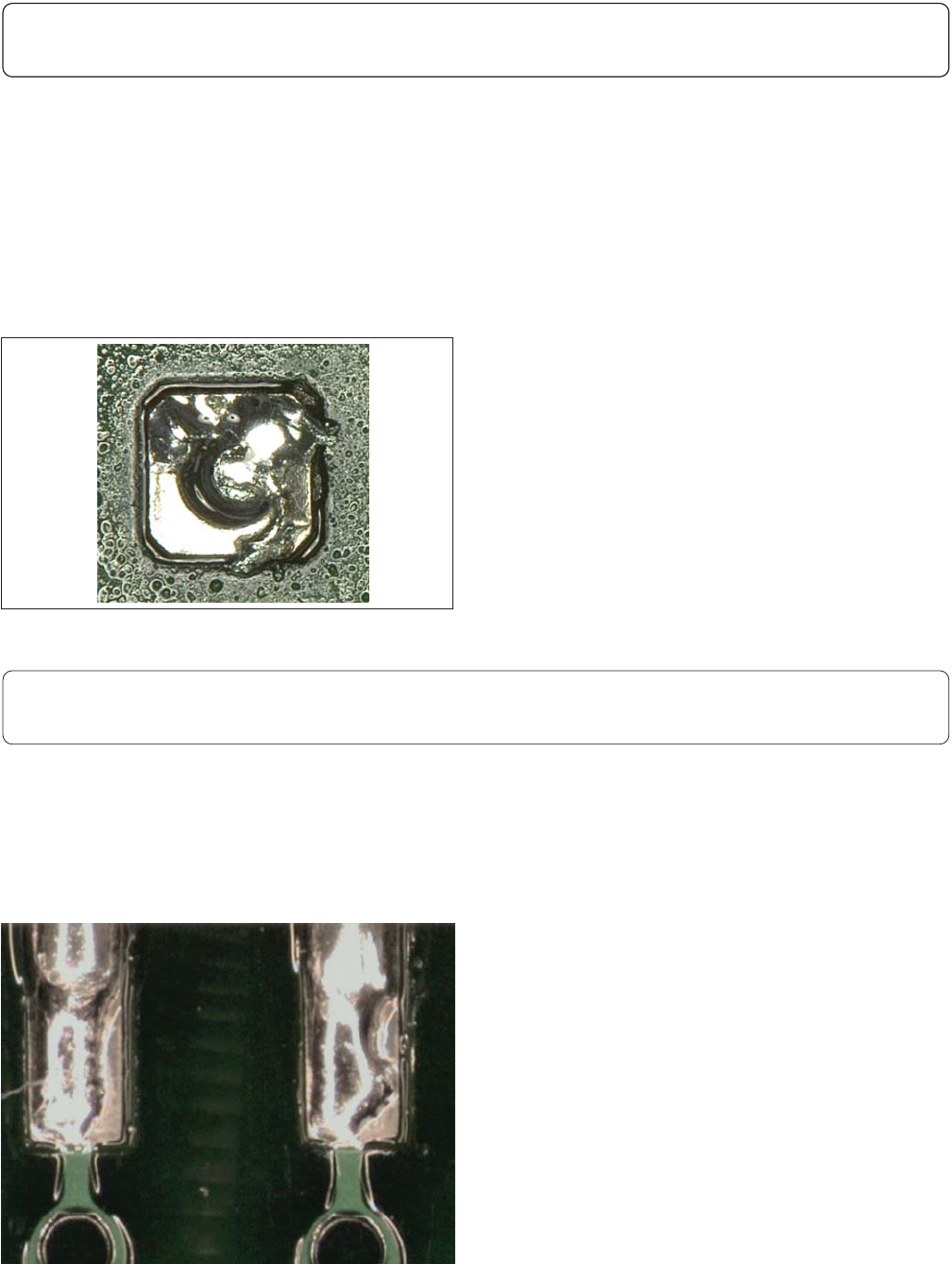
IPC-T-50对退润湿的定义是:熔融焊料涂覆在金属表面上然后焊料回缩,导致形成由焊料薄膜覆盖
且未暴露金属基材或表面涂层的区域分隔开的不规则焊料堆的一种状况。
缺陷 -
1,2,3级
• 退润湿现象导致焊接连接不满足表面贴装或
通孔插装的焊料填充要求。
图5-23
图5-22
5焊接
5.2.5 焊接异常 – 冷焊/松⾹焊接连接
5-9IPC-A-610E-2010
2010年4月
5.2.6 焊接异常 – 退润湿
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
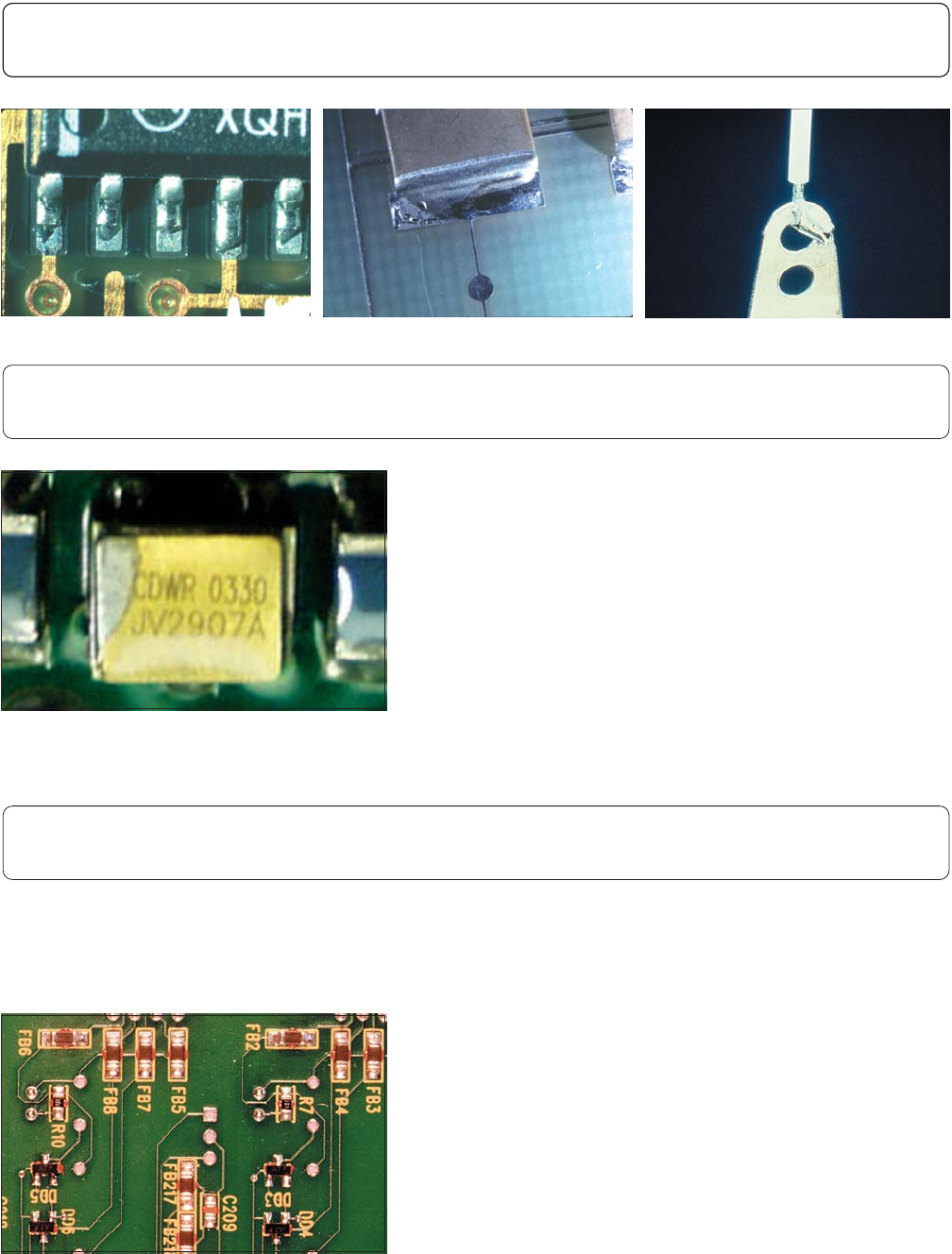
金属壳元器件
考虑到元器件的预期工作环境,应该评估金属封装本体
表面的焊料泼溅或上锡对元器件的气密性能和抗辐射加
固性能的影响,见图5-27。如果不要求或不会危及元
器件的长期电气性能,金属化表面的焊料泼溅是可接受
的。
锡球是指焊接后留下的球形焊料。锡溅是指在再流焊期间焊膏中的金属粉粒溅在连接点周围所形成
的焊料粉尺寸大小的球。
⽬标
- 1,2,3级
• 印制电路组件上无锡球现象。
图5-24 图5-25
图5-28
图5-26
图5-27
5焊接
5.2.6 焊接异常 – 退润湿(续)
5-10 IPC-A-610E-2010
2010年4月
5.2.7 焊接异常 – 焊料过量
5.2.7.1 焊接异常 – 焊料过量 – 锡球/锡溅
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE