IPC-A-610E CN2010年4月.pdf - 第90页
这些 焊 接验收要求 适 用于 喇 叭口 翻 边 和 扁平式 翻 边 铆 装 件。 扁平式 翻 边无裂口 、 裂 缝 或 其 它 能 使印 制电 路 板装 配 过 程中 使 用的 助焊剂 、 油脂 、 油 墨 或 其 它 液 体 截 留 在 安 装孔内 的 损伤 。 表6-1 铆装件焊接要求 条 件1 级 2 级 3 级 A. 周 边填充 和 润湿 - 焊 接 起始 面 270° 270° 330° B. 焊 接 起始 面的 焊盘 被 …

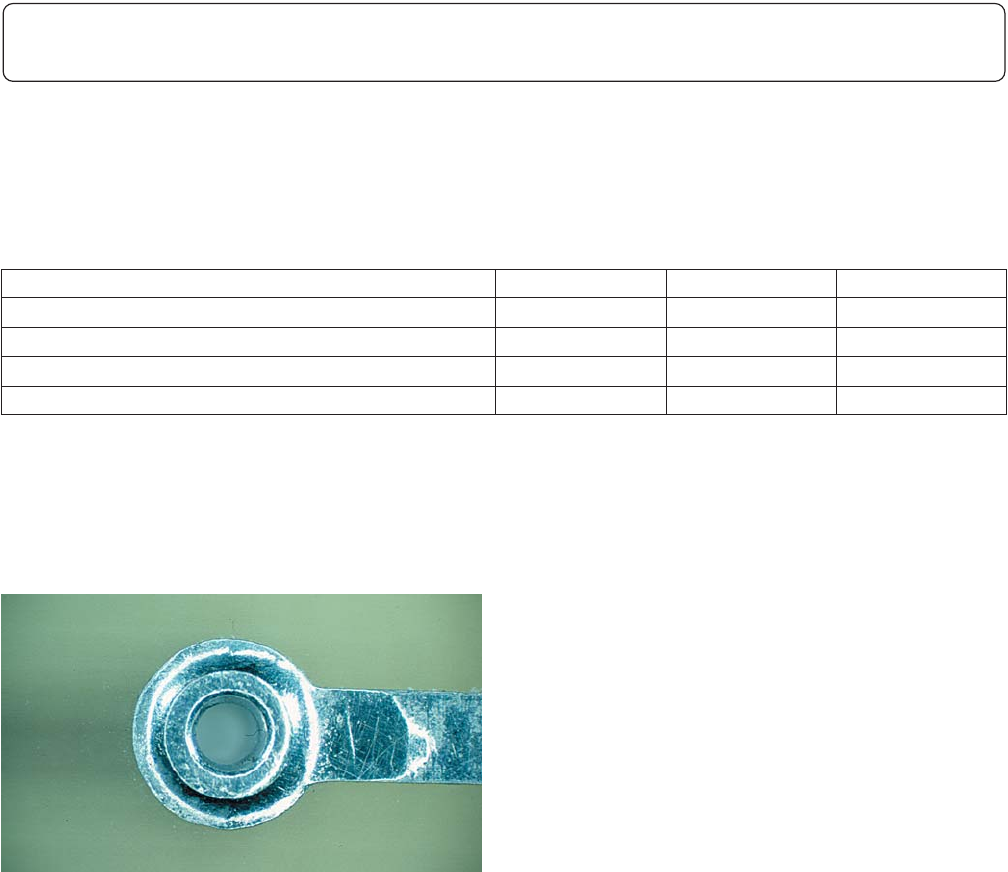
这种铆装件的翻边形状是使用一种均匀分割的铆装件而得到的。铆装后每个分割段形成一致的特定
角度。
花瓣形翻边的铆装件翻制以后,要尽快焊接,以防止氧化。
⽬标 - 1,2,3级
• 翻边分割均匀,并且和安装孔同心。
• 花瓣未超出焊盘的外径。
• 翻边撑制足够紧以防止产生Z轴方向的移动。
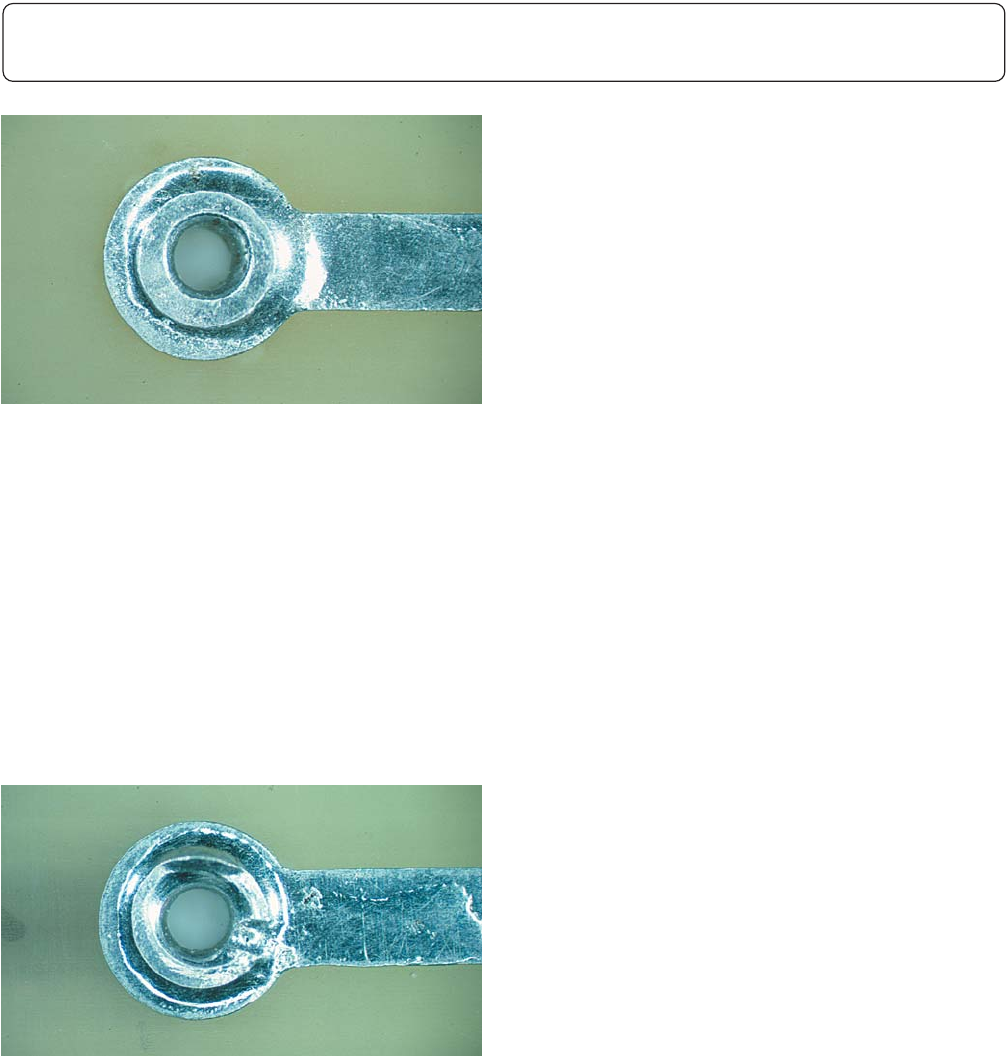
可接受 - 1,2,3级
• 花瓣成型裂口延至板子但未进入筒内。
缺陷 - 1,2,3级
• 翻边损伤。
• 花瓣严重变形。
• 花瓣缺损。
• 花瓣裂口延伸到筒内。
• 环形的裂口/裂缝。
图6-12
图6-13
图6-14
图6-15
6 接线柱连接
6.1.4 铆装件 – 花瓣形翻边
6-7IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
这些焊接验收要求适用于喇叭口翻边和扁平式翻边铆装件。
扁平式翻边无裂口、裂缝或其它能使印制电路板装配过程中使用的助焊剂、油脂、油墨或其它液体
截留在安装孔内的损伤。
表6-1 铆装件焊接要求
条件1级2级3级
A. 周边填充和润湿 - 焊接起始面 270° 270° 330°
B. 焊接起始面的焊盘被润湿的焊料覆盖的百分比 75% 75% 75%
C. 喇叭口翻边焊料高度 75% 75% 75%
D. 扁平式翻边焊料高度 100% 100% 100%
⽬标 - 1,2,3级
• 焊料360°填充并润湿翻边及焊盘。
• 撑制的翻边尽可能贴紧焊盘以防止Z轴方向的
移动。
• 印制板或其它基板上的焊盘与撑制翻边之间
有明显的焊料流动迹象。
图6-16
6 接线柱连接
6.1.5 铆装件 – 焊接
6-8 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
可接受 - 1,2级
• 翻边到焊盘润湿,且焊料填充至少为270°。
• 所有的径向裂口均填充以焊料。
• 焊料填充至少达到翻边高度的75%。
可接受 - 3级
• 翻边到焊盘润湿,且焊料填充至少为330°。
• 无径向或环形裂口。
• 焊料填充至少达到翻边高度的75%。
缺陷 - 1,2级
• 翻边到焊盘润湿,但焊料填充小于270°。
• 任何未被焊料填充的径向裂口。
缺陷 - 1,2,3级
• 不恰当的铆装,翻边未坐落在接线柱区域。
• 焊料填充未达到喇叭口翻边高度的75%或扁平
式翻边高度的100%。
• 喇叭口翻边或气眼有环形裂口。
缺陷 -3
级
• 焊料环绕翻边不足330º。
• 翻边上有任何径向裂口。
图6-17
图6-18
6 接线柱连接
6.1.5 铆装件 – 焊接(续)
6-9IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE