TR7007_V1.4 - 第163页
Test Research Inc. TR 7007 User Guide -- So ftware 163 擦拭分頁:設定擦拭鋼網的條件, MP M 設定介面才有擦拭功能按鈕 。 平均 體 積 百分 比 : 設定 整板 錫 膏 的平 均 體積 規格上 下 限, 當 前 平均 體 積 超過 所設的上下限時,通知錫膏印刷機 ( 針對 MPM 才有提醒擦拭功能 ) 。 單點 體 積 峰值 : 設定 錫膏 的 最 高高 度 超 過所 設 …
Test Research Inc.
162 TR7007 User Guide--Software
連線成功的提醒示窗示意圖 圖333
d. 顯示 20 片內的板子整板偏移量(Dx/Dy)以及進板的旋轉角度(θ)。
e. 可分別顯示前刮刀、後刮刀及刮刀初始中(前刮刀→後刮刀)所刷出的錫膏
偏移量。
刮刀方向設定 圖334
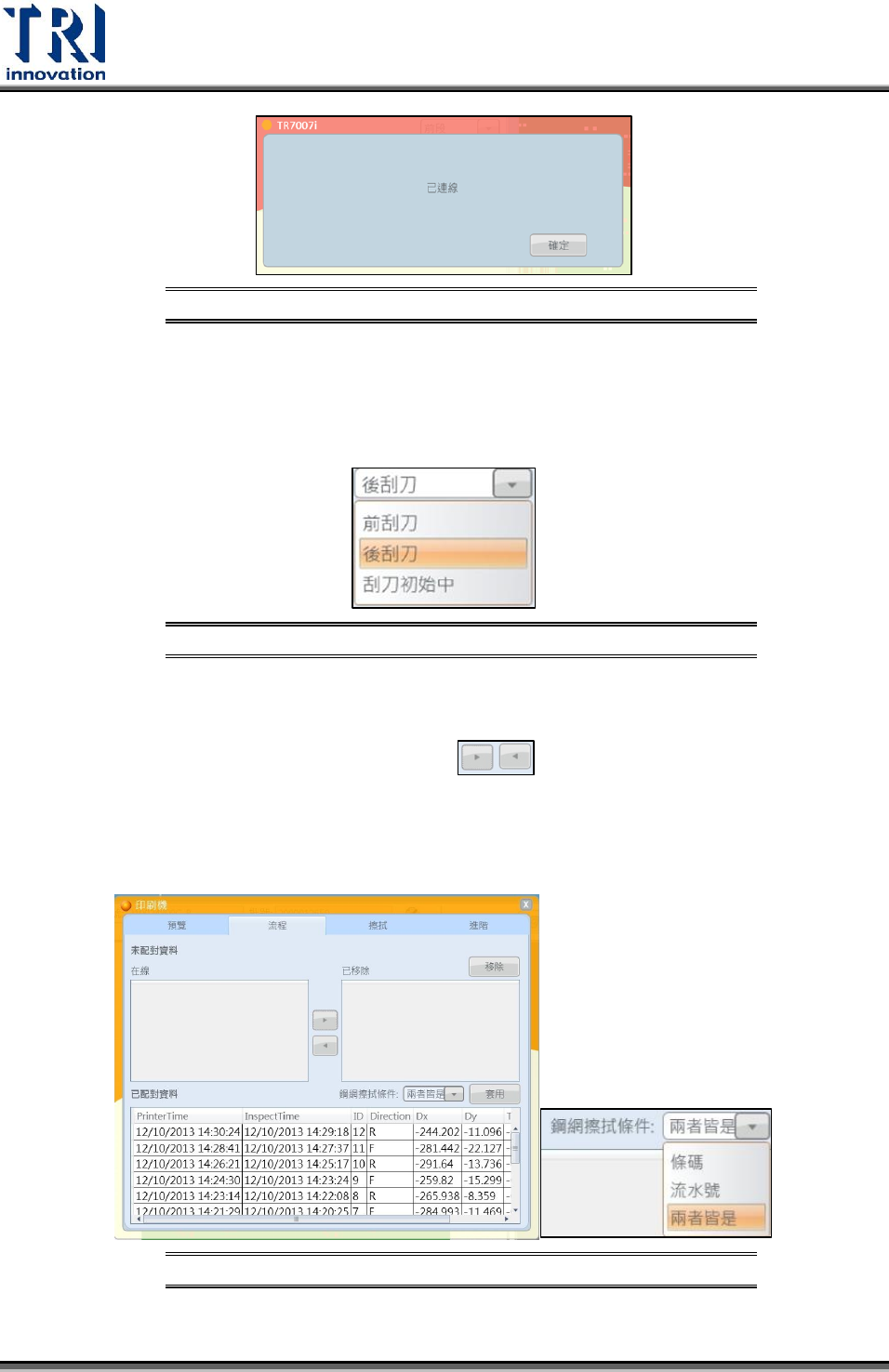
流程分頁:此分頁顯示兩組資料類型:顯示 SPI 與印刷機未配對的資料與
已配對的資料。未配對資料中,在線欄位顯示當前 SPI 的檢測資訊,若需
移除在線的資料,則可利用介面中 的圖示將點選的資料移動到已移
除欄位並點選移除。已配對資料則會顯示印刷機與 SPI 配對的資料結果。
另外,針對已完成檢測的受測板資料可按照條碼/流水號或兩者皆是作為配
對條件。
流程分頁的介面示意圖 圖335
Test Research Inc.
TR7007 User Guide--Software 163
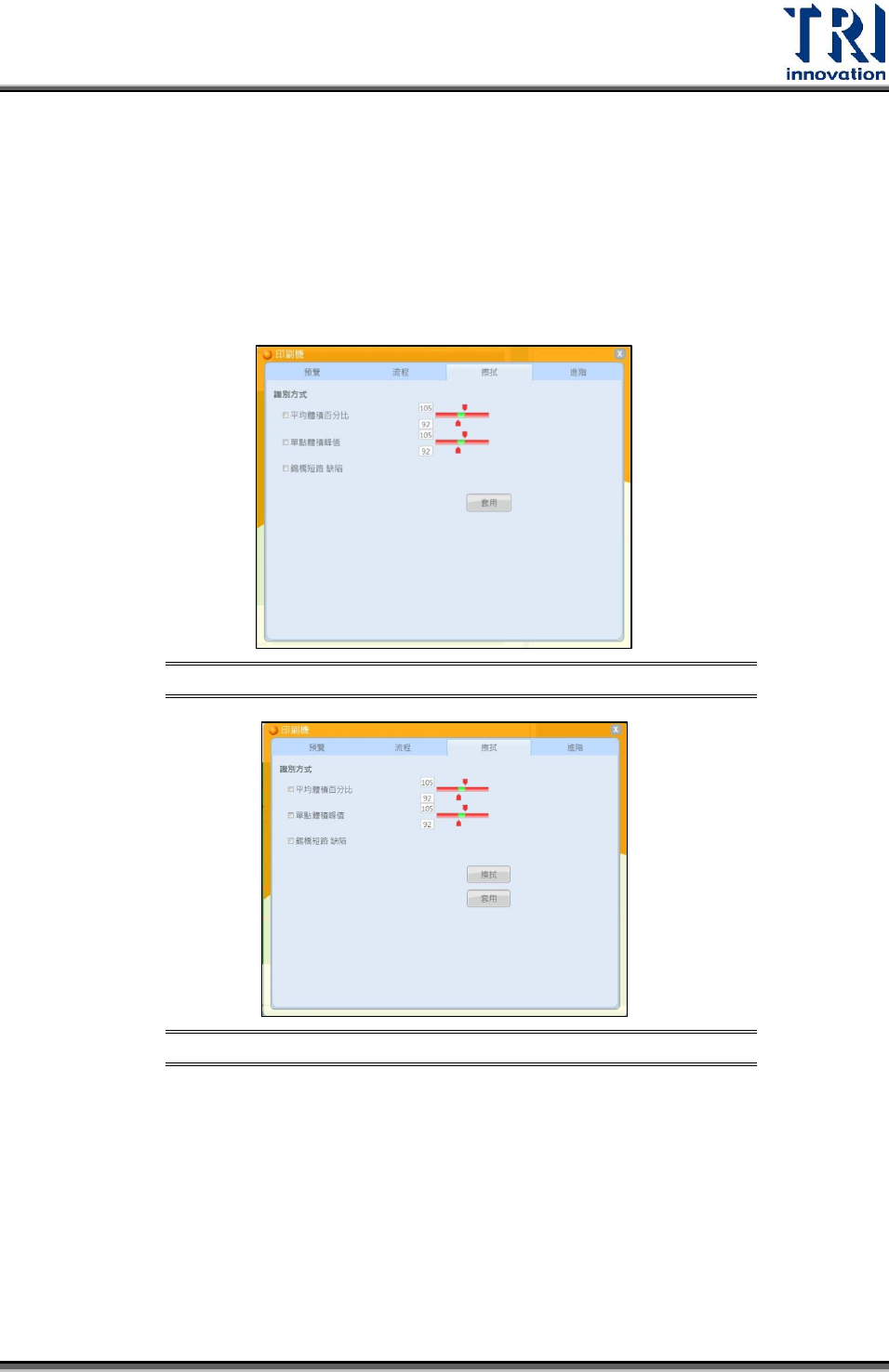
擦拭分頁:設定擦拭鋼網的條件,MPM 設定介面才有擦拭功能按鈕。
平均體積百分比:設定整板錫膏的平均體積規格上下限,當前平均體積超過
所設的上下限時,通知錫膏印刷機(針對 MPM 才有提醒擦拭功能)。
單點體積峰值:設定錫膏的最高高度超過所設的上下限時,通知錫膏印刷機
擦拭鋼板。(針對 MPM 才有提醒擦拭功能)。
錫膏短路缺陷:機台檢測有錫膏短路的情況時,通知錫膏印刷機擦拭鋼板。
擦拭分頁的介面設定示意圖 圖336
MPM 擦拭頁面設定示意圖 圖337
進階分頁:
Test Research Inc.
164 TR7007 User Guide--Software
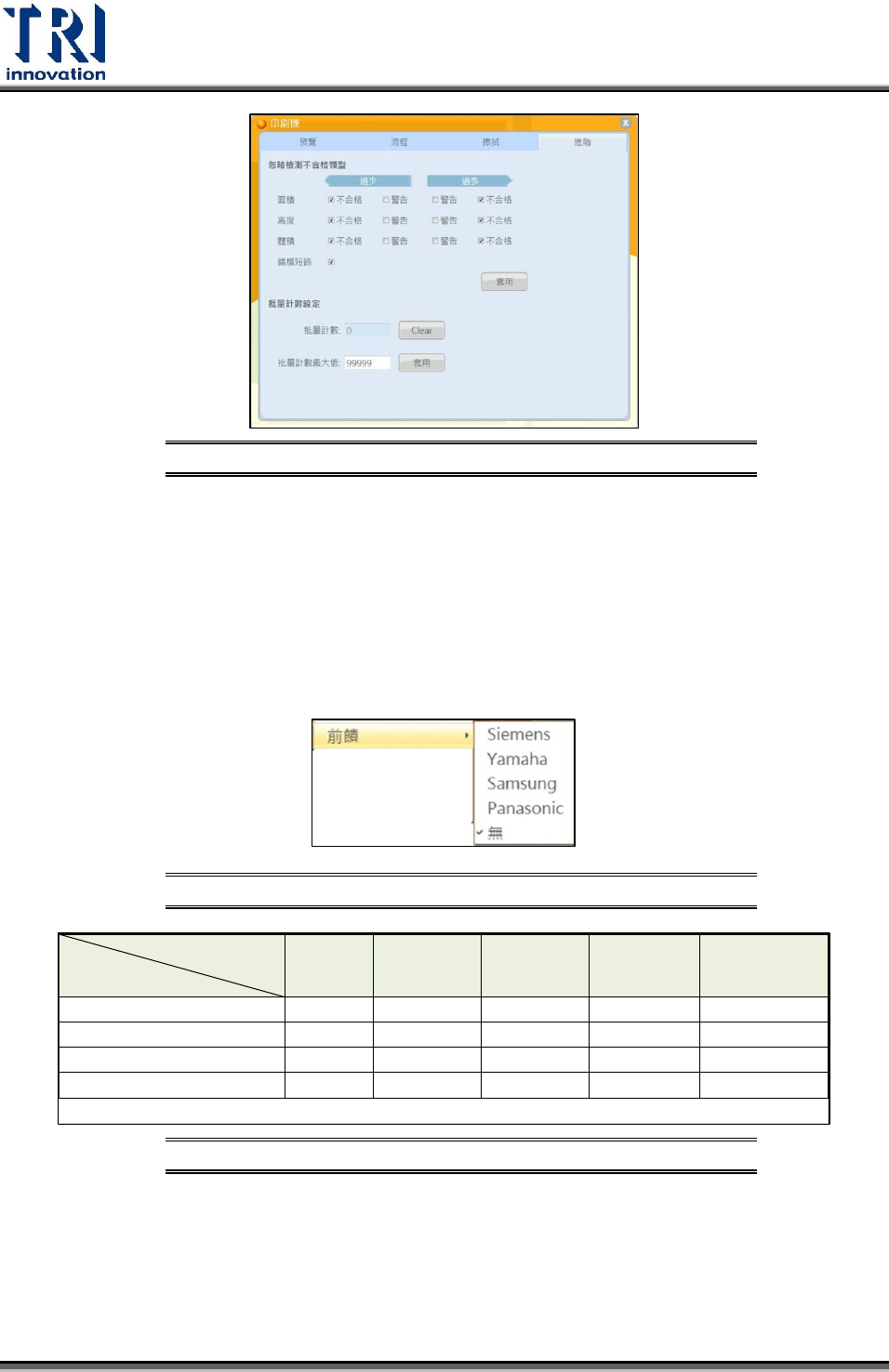
進階分頁的介面設定示意圖 圖338
a. 忽略檢測不合格類型:設定不納入整板錫膏偏移量運算的錫點。以圖中
面積為例,當面積値過少或過多(超過標準値的上下限)的錫點不會納入整
體錫膏偏移量的計算。
b. 批量計數設定:顯示當前檢測的片數並可設定該批的最大片數。
前饋:使用者設定對應的後站(打件機)廠牌,開啟功能後 SPI 會將檢測資料前饋給後
站。SPI 前饋的資訊內容如下圖所示。
前饋選單項目示意圖 圖339
SPI 前饋給各廠牌打件機資訊示意圖 圖340
設定介面:不同廠牌對於設定壞板標記有不同的設定介面。分為兩種設定介面:
Siemens / Samsung / Panasonic:設定置件機的置件順序與連結到置件機的
分享資料夾的網路磁碟機,需設定置件機電腦的名稱與密碼。
SPI前饋資訊
機台廠牌
壞板標記 不良品板號 錫膏尺寸 錫膏偏移量 元件中心位置
Siemens X X
Yamaha X X
Samsung X
Panasonic X X X X X
Remark: X 代表SPI前饋的資訊