SM471PLUS_Admin(Chi_Ver2.3) - 第300页
10-10 Fast Chip Shooter SM471 PLUS Admini st rator’s Guide 盘式喂料器 Y : Multi- 多盘 式喂料器的盘式喂料器在 Y 方向移动所需时间 (sec) 。 盘式喂料器 Z: Multi- 多盘式喂 料器的盘式喂料器在 Z 方向移动所需时间 (sec) 。 开关阀 : Shuttle 盘式喂料器 的 P AD 往返 1 次所需时间 (sec) 。 10.5. 优化…
10-9
Optimization
1:
指定的贴装点最多的元件
<侧带-碟子混合循环> 校验盒
在tray feeder更换部件的途中也可对通过带式喂料器供应的部件执行贴装作
业。
<Pallet Sequence> 校验盒
可以在执行Optimizer时优化Tray的Pallet Pick-up顺序。
<第一个放置组:高度> 校验盒
为了先安装比输入到右侧编辑框的部件高度更小部件时使用。如果选择此复
选框,右侧的编辑框就被激活。此时输入部件的高度。
<最后一个组:高度> 校验盒
为了最后安装比输入到右侧编辑框的部件高度更小部件时使用。如果选择此
复选框,右侧的编辑框就被激活。此时输入部件的高度。
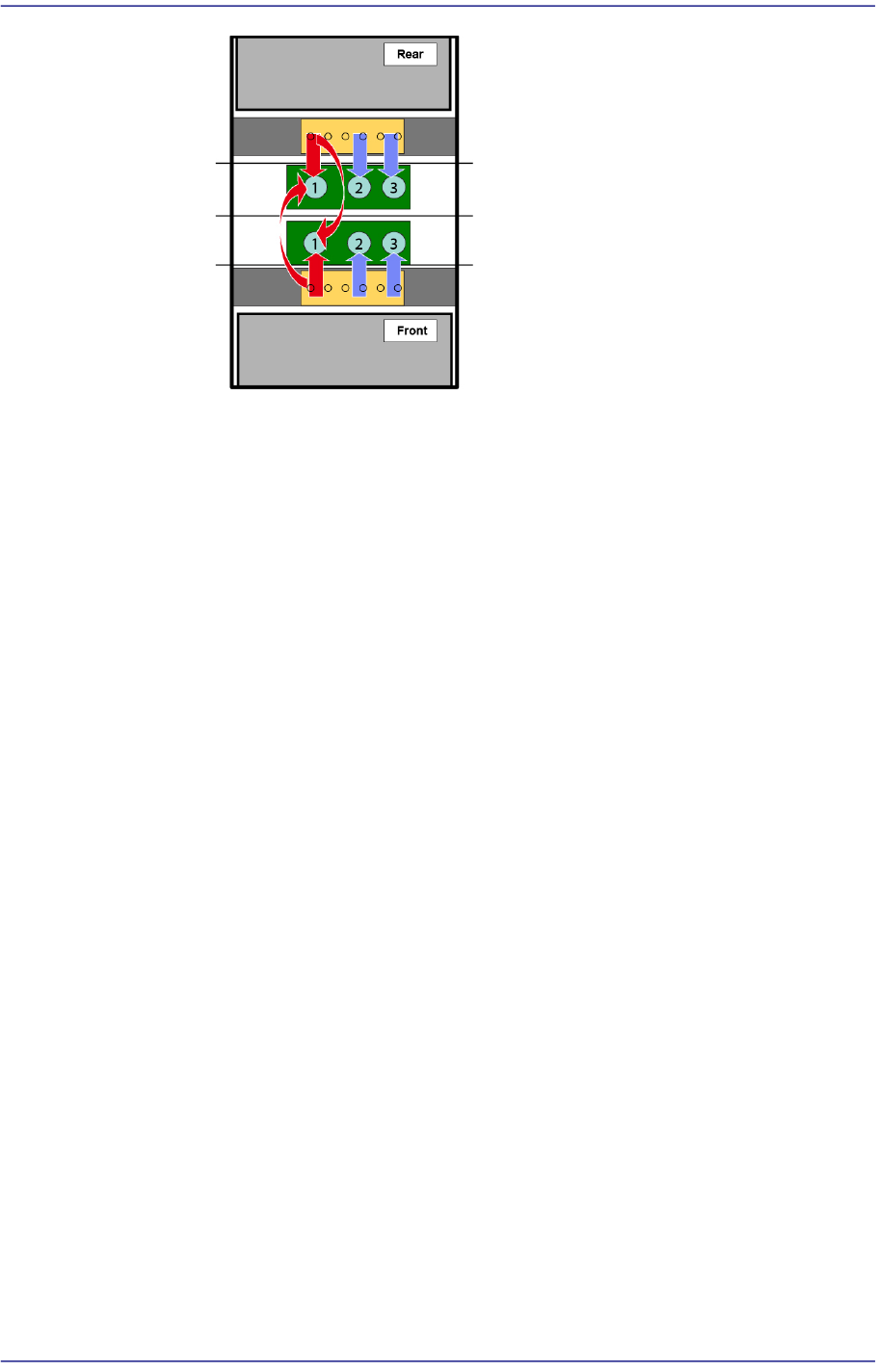
<Improve Balance(Uncheck=5:5)>复选框
在调整正面及背面Gantry吸取及贴装元件的负载量时使用。
圈选了该复选框时,对应于加载了PCB的工作站的Gantry将比其它Gantry实
行更多的吸取及贴装作业。
如果没有圈选该复选框,正面及背面Gantry将实行同一程度的吸取及贴装作
业。
<时间(sec)> 编辑 盒领域
此领域用来输入执行设备的每个动作所需的时间,并计算在优化中的作业时
间。另外,盘式喂料器Y and盘式喂料器Z的值可以影响作业顺序的决定。
因此,为了提高作业效率及估算作业时间的精确度要输入尽可能接近真实值的
数值。
传送装置: PCB搬入到作业站到由backup table固定所需要的时间(SEC)
10-10
Fast Chip Shooter SM471 PLUS Administrator’s Guide
盘式喂料器Y: Multi-多盘式喂料器的盘式喂料器在Y方向移动所需时间
(sec)。
盘式喂料器Z: Multi-多盘式喂料器的盘式喂料器在 Z方向移动所需时间
(sec)。
开关阀: Shuttle 盘式喂料器的 PAD往返1次所需时间(sec)。
10.5. 优化器(Optimizer)的执行
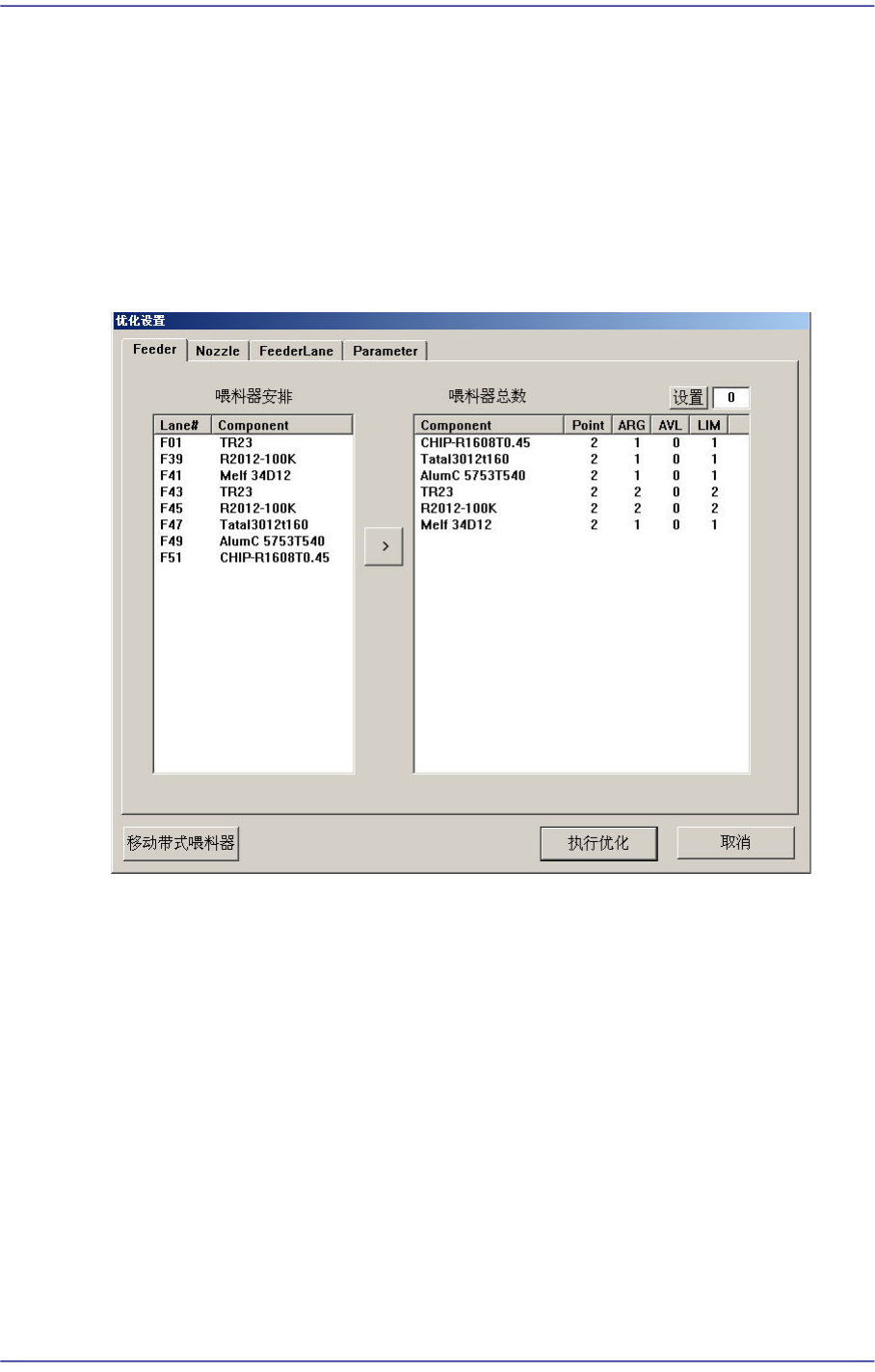
<移动带式喂料器> 按钮
忽略已经配置的所有带式喂料器,重新配置所有带式喂料器时,单击<移动带式
喂料器>按钮。单击该即可删除之前配置的所有带式喂料器。
<执行优化> 按钮
储存已设置的选项并执行优化器(Optimizer)。单击<移动带式喂料器>按钮腾空
所有位置后,执行优化器较能得到更好的结果。
<取消> 按钮
不保存当前设置的最佳化选项关闭“最佳化执行”对话框。
10-11
Optimization
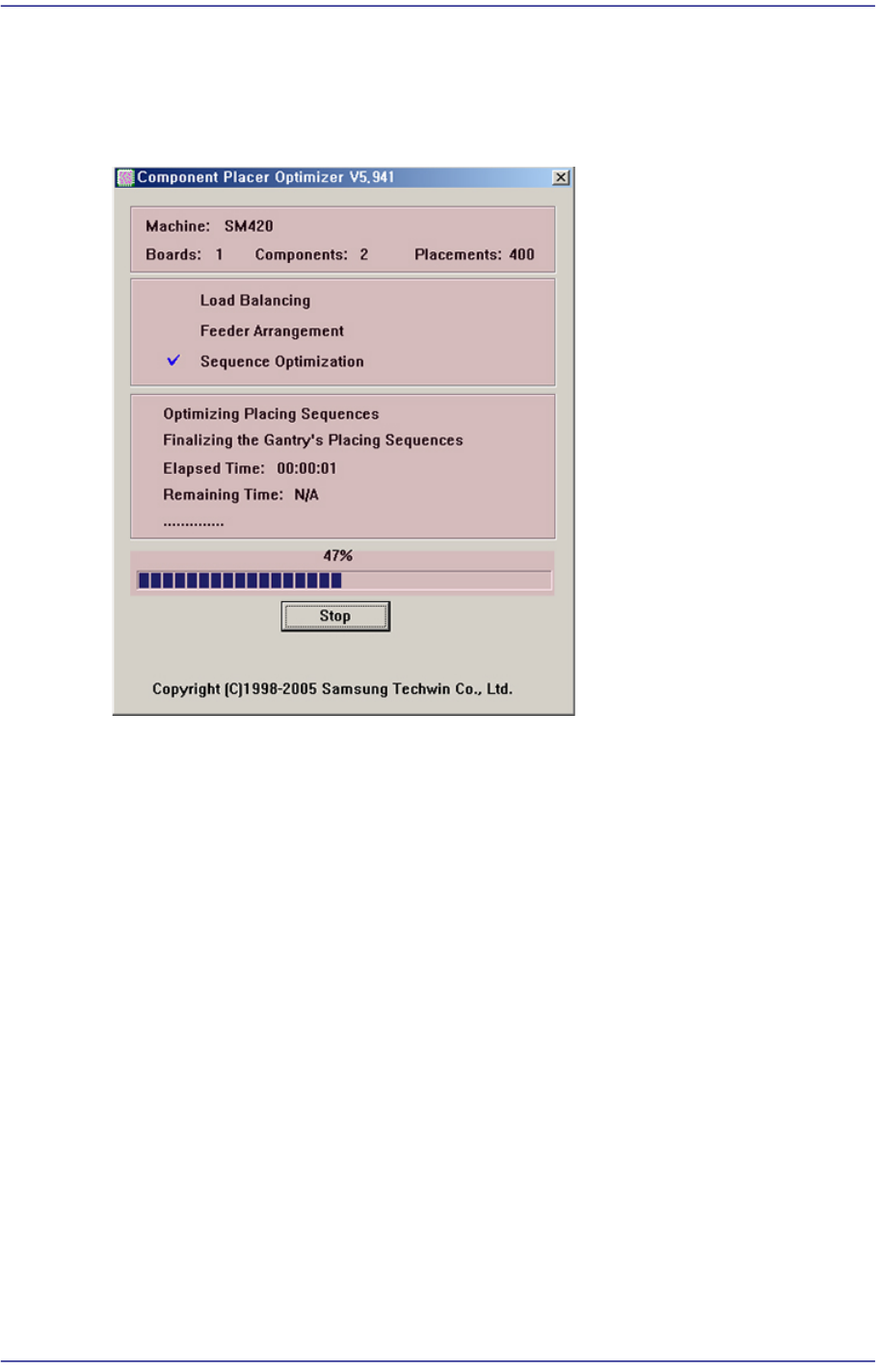
10.6. Optimizer Dialog
点击<执行最佳化>按钮则执行最佳化。
图
10.6 "
优化器
"
对话框
第一部分显示的是设备型号,部品种类数及总装帖点数。
第二部分通过检查标记显示优化的进行阶段,显示的检查标记即目前进行的阶段。
第三部分显示更详细的进行情况及 优化的进行时间(Elapsed Time), 剩余时间
(Remaining Time)。
剩余时间只有当深度搜所选项中选择深度 时在 (Sequence Optimization) 步中显示。
优化在部品种类越多样,总装帖点数越多时进行的时间越长。第三部分中的
Progress Bar显示目前进行的阶段。
<Stop>按钮是优化进行中需要中止时使用的,通常此按钮显示为<Stop>,如果点击
此按钮则出现User Break信息框,接着取消优化作业,即到目前进行的优化作业将
全部取消。
在执行最佳化途中故障或警告信息通过对话框或信息框显示。
提示类型1
如下给使用者提供情报。根据使用者的选择继续执行或停止Optimizer。