NPM-W2规格书.pdf.pdf - 第92页
NPM-W2 2021.0630 - 84 - ■ 反馈控制 ( APC-FB ) 详情,请参考印刷机的规格 说明书。 印刷位置补正 ( 对象设备 : LNB 连接的 SP 系列 ) 分析锡膏检查的测量数据,补正印刷位置 (X, Y, θ ) 。 网板清洁 ( 对象设备 : LNB 连接的 SP 系列 ) 根据锡膏检查结果 ( 少锡、渗锡、桥接等 ) ,进行网板清洁。 ■ 前馈控制 ( APC- FF ) 详情,请参考 5.7.1 AP…
NPM-W2 2021.0630
- 83 -
5.7 APC系统
有关元件尺寸的微小化和超高密度实装,由于基板尺寸和锡膏印刷位置的偏差,造成锡膏印刷位置和贴装机的元件贴装位置的
偏差,成为实装不良和精度低下的因素。
APC(Advanced Process Control)系统,减少了如上所述的因锡膏印刷位置偏移、元件贴装位置偏移而引起的实装不良。
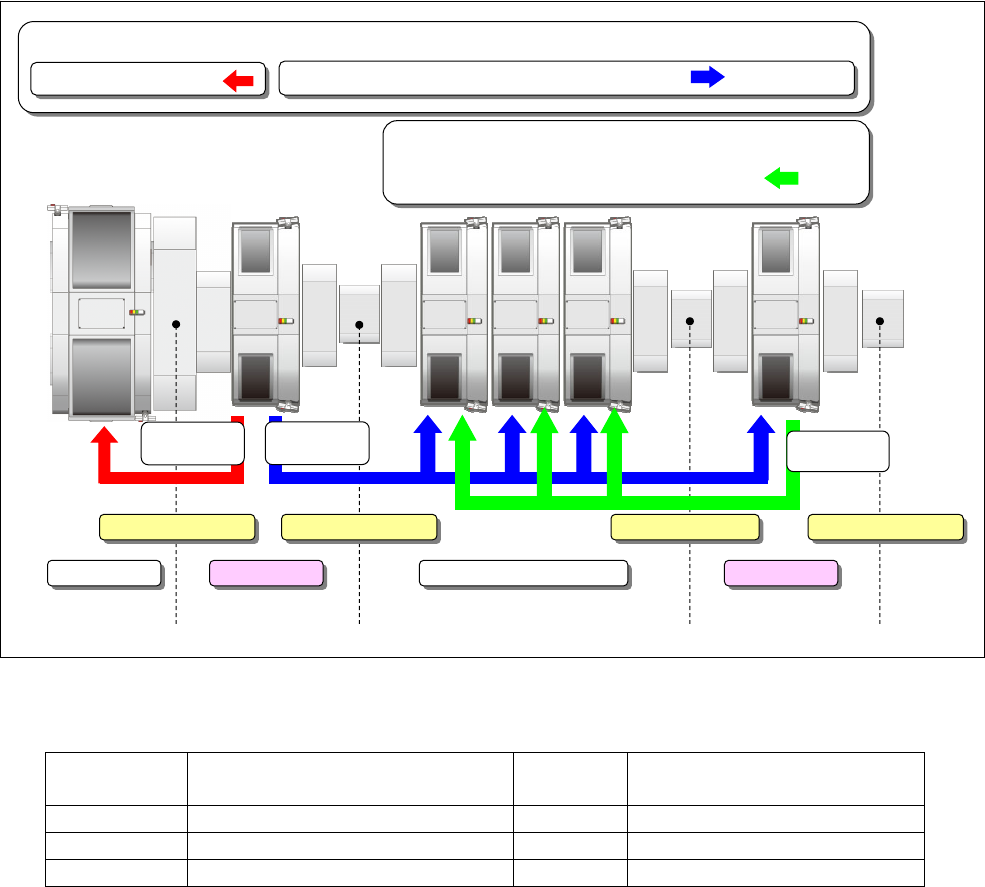
■ APC系统的整体构成
■ 在
APC
系统的对应中,所需的许可证用〇标示
功能 许可证名 印刷机
贴装机
(
需要对象设备台数相应的份数)
APC-FB
检查结果反馈对应 ○
※
APC-FF
APC 系统对应
○
※
APC-MFB
APC-MFB2 系统对应
○
※ 用其他厂家检查机 SPI 进行锡膏检查时,
另需准备对象设备相应台数的「其他厂家检查机界面软件」许可证
请参照「5.7.1.1 使用其他厂家检查机 SPI 时」。
在以往的「APC-MFB 系统对应」中、补正对象元件是被限定在 1005 以下的芯片元件。
在「APC-MFB2 系统对应」中,扩展了补正对象元件范围。
详情,请参考「5.7.2 APC-MFB」。
基于
SPI
的测量结果的补正
反馈控制(
APC-FB
)
前馈控制(
APC-FF
)
基于
AOI
的测量结果的补正
贴装机反馈控制(
APC-MFB
)
基板分配用传送带
检查排出传送带
再投入传送带
贴装机
SPI AOI
锡膏印刷机
APC-FB
补正数据
APC-FF
补正数据
APC-MFB
补正数据
检查排出传送带
参考 5.7.1 APC-FF
参考 5.7.1 APC-FF
参考 5.7.2 APC-MFB
参考 5.7.2 APC-MFB
NPM-W2 2021.0630
- 84 -
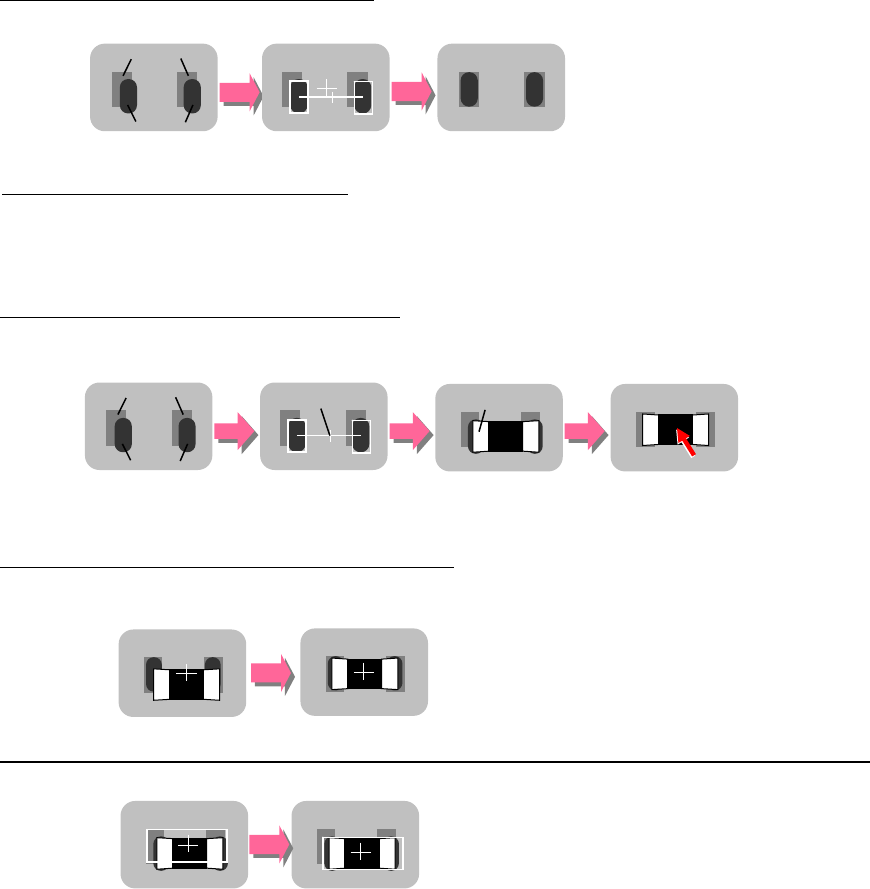
■ 反馈控制(APC-FB)详情,请参考印刷机的规格说明书。
印刷位置补正 (对象设备: LNB 连接的 SP 系列)
分析锡膏检查的测量数据,补正印刷位置(X, Y, θ)。
网板清洁 (对象设备: LNB 连接的 SP 系列)
根据锡膏检查结果(少锡、渗锡、桥接等),进行网板清洁。
■ 前馈控制(APC-FF)详情,请参考5.7.1 APC-FF。
贴装位置补正 (对象设备: NPM 系列, NPM-X 系列)
以锡膏测量位置为基准,在最佳位置进行元件贴装。
由于在确切位置进行贴装,有效利用自我调整效果,实现高品质实装。
■ 贴装机反馈控制(APC-MFB)详情,请参考 5.7.2 APC-MFB。
元件贴装位置补正 (对象设备: NPM 系列、NPM-X 系列)
・ 基于 AOI 的测量结果补正贴装位置的偏移,并进行元件贴装。
・ 通过将其贴装在适当的位置,使贴装后的品质稳定。
通过合并使用 APC-MFB 和 FF
,可以进行元件检查位置补正的检查 (对象设备: MFB 认证的其他厂家的 AOI)
・ 以被补正后的贴装位置作为基准的位置进行元件检查。
印刷偏位
焊盘
锡膏
芯片
自我调整
焊盘
锡膏
补正
印刷偏位
补正前
补正后
补正前
补正后
NPM-W2 2021.0630
- 85 -
5.7.1 APC-FF
APC-FF 是基于 SPI 的测量结果,通过将元件以锡膏测量位置为基准贴装到最合适的位置,
从而提高贴装品质。
■ 基本规格
项 目 内 容
通信手段 以太网通信
对应工作头 轻量 16 吸嘴贴装头 V2、轻量 16 吸嘴贴装头、12 吸嘴贴装头、
轻量 8 吸嘴贴装头、3 吸嘴贴装头 V2、
16 吸嘴贴装头、8 吸嘴贴装头、3 吸嘴贴装头、2D 检查头
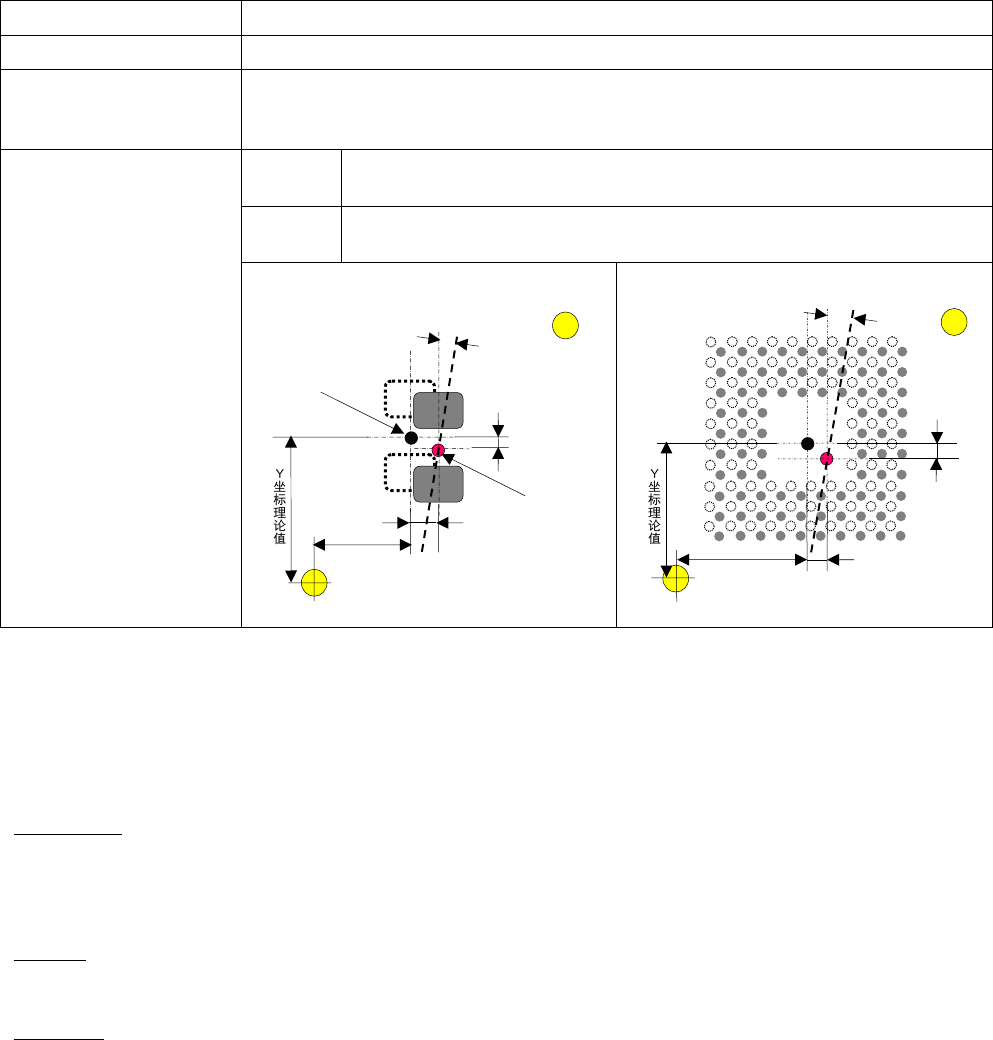
前馈控制 锡膏
计测锡膏位置,X 方向(补正量 dx)、Y 方向(补正量 dy)、角度方向(补正量 d
θ)的
补正量被前馈。
焊盘
计测焊盘位置,X 方向(补正量 dx)、Y 方向(补正量 dy)、角度方向(补正量 d
θ)的
补正量被前馈。
芯片元件
芯片包元件
可以从以下方案,选择用于前馈控制(APC-FF)的 SPI 锡膏检查。
・ 使用其他厂家的检查机 SPI 进行检查时:请参考 5.7.1.1
・ 使用检查头进行检查时:请参考 5.7.1.2
■ 效果
提高实装品质
※
1
・ 减少微细元件(0402、0603 芯片等)浮起、偏位、脱落等,提高接合强度。
・ 可降低因焊盘位置偏差造成的实装不良。(软性基板、陶瓷基板、载体传送基板等)
・ 可减少 BGA/ CSP 等的气泡的产生、提高接合可靠性。
・ 可减轻元件贴装时的冲击,减少元件脱落、裂开等现象。
降低成本
※
1
・ 通过跳过不良坐标或者不良图形的贴装,减少元件的损失成本。(2D 检查头标准功能
※
2
)
・ 通过贴装前的焊盘检查,减少事先基板的检查和不良图形的标记工程的成本。(2D 检查头标准功能
※
2
)
提高生产率
※
1
・ 有多数图形的基板时,根据图形数量比例,增加识别时间。
通过使用 APC 系统,只需进行通常的基板识别(AB 点识别)即可进行高精度实装,从而提高生产率。
※1 这些效果,并不保证所有产品的贴装情况。
补正量 dθ
补正量 dy
补正量 dx
补正坐标
理论坐标
X 坐标理论值
补正量 dx
补正量 dy
补正量 dθ
X 坐标理论值