JX-350说明书.pdf - 第142页
第 1 部 基本篇 第 2 章 生产 2-33 2-7-1-6 其他调整 使用带有缺口的基板时, 基板检测传感器可能检测出错误, 所以应根据基板缺口的大小, 输入基 板传送传感器延迟时间。 此外,在使用异形基板等时,可以更改挡块⑩和基板检出传感器的位置( Y 方向)。 (1) 基板传送传感器的延迟时间 < 设置步骤 > 1) 请选择「生产程序-基板数据」或「机器设置」中的 “ 基板传送设定 ” 。 2) 根据基板缺口的长度,…
第 1 部 基本篇 第 2 章 生产
2-32
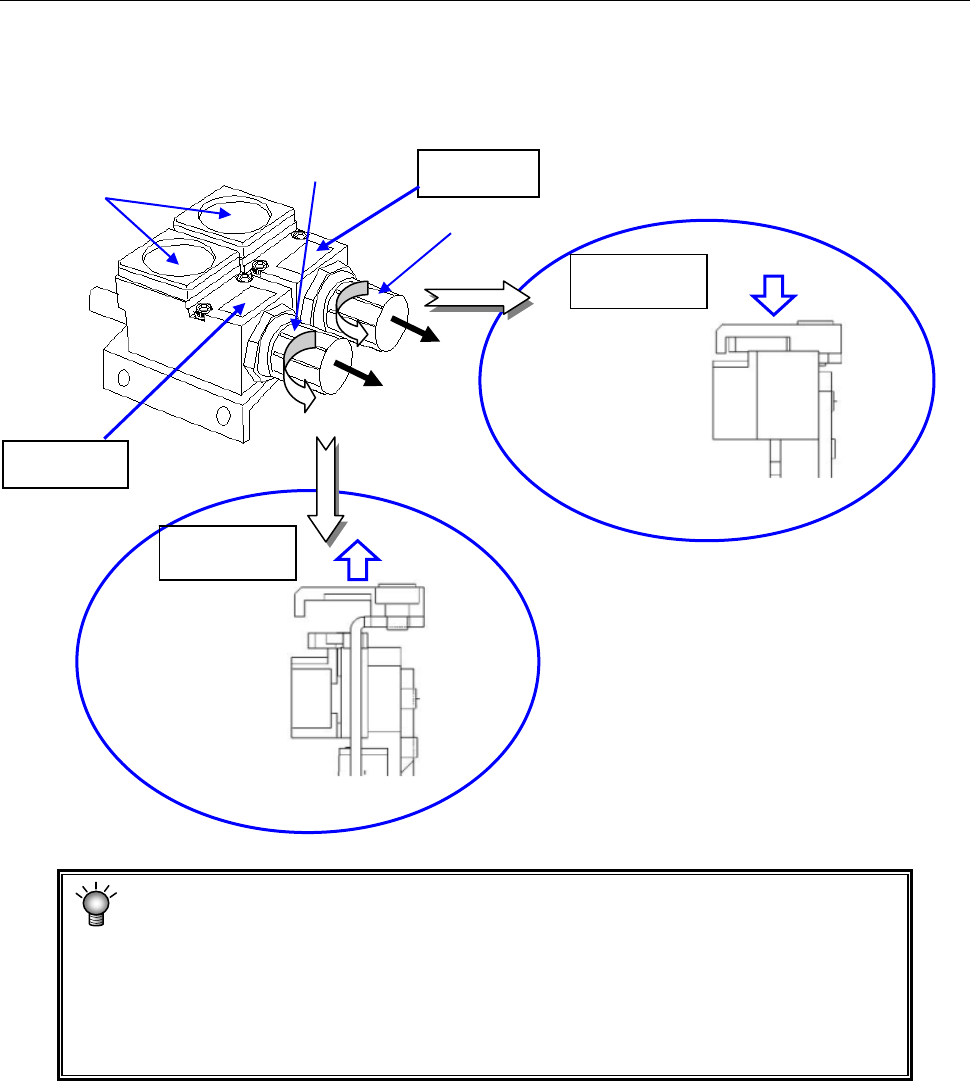
2-7-1-5 夹紧杆的压力调整
对应厚度较薄的基板进行夹紧时的弯曲、开裂等,可通过降低夹紧杆的压力使之适应。
另外,对于上游侧夹紧杆上的在基板边缘部被夹紧的长基板,可通过降低夹紧杆的压力使之适应。
通过将减压阀的旋钮①(夹紧解除方向)与②(夹紧执行方向)向“A 方向”拉出旋转来增减压力。
要一边看着压力表③,一边进行调整,向“A 的反方向”按压旋钮,即可锁定。
通常请勿触碰。
压力比出厂时大幅下降时,夹紧会不稳定,贴片精度有可能降低。
减压阀的旋钮①(夹紧解除方向)与②(夹紧执行方向)要旋转相同的量,使之
保持相同压力。如果设定压力存在差别,动作速度变动会大。
进行调整前,要记住出厂时的“压力表③”的值(仅当推动器(Pusher)为 ON 时指针
会摆动),没有必要时,请恢复为原来的值。
执行夹紧
CLAMP off
CLAMP on
A
②
A
①
③
夹紧解除
第 1 部 基本篇 第 2 章 生产
2-33
2-7-1-6 其他调整
使用带有缺口的基板时,基板检测传感器可能检测出错误,所以应根据基板缺口的大小,输入基
板传送传感器延迟时间。
此外,在使用异形基板等时,可以更改挡块⑩和基板检出传感器的位置(Y方向)。
(1)基板传送传感器的延迟时间
<设置步骤>
1) 请选择「生产程序-基板数据」或「机器设置」中的“基板传送设定”。
2) 根据基板缺口的长度,用键盘输入延迟时间或缺口的长度。
(参见7-4-11 基板传送)
如果基板检测传感器的位
置不会刮到基板缺口处时,
则无需输入延迟时间。
(2) 挡块
当基板前端有缺口使得基板定心不稳时,请移动挡块。
移动方法请参照「2-7-1-3 外形基准的调整方法⑤」。
挡块组件移动后,请重新设定「机器设置」中的“外形基准位置”。
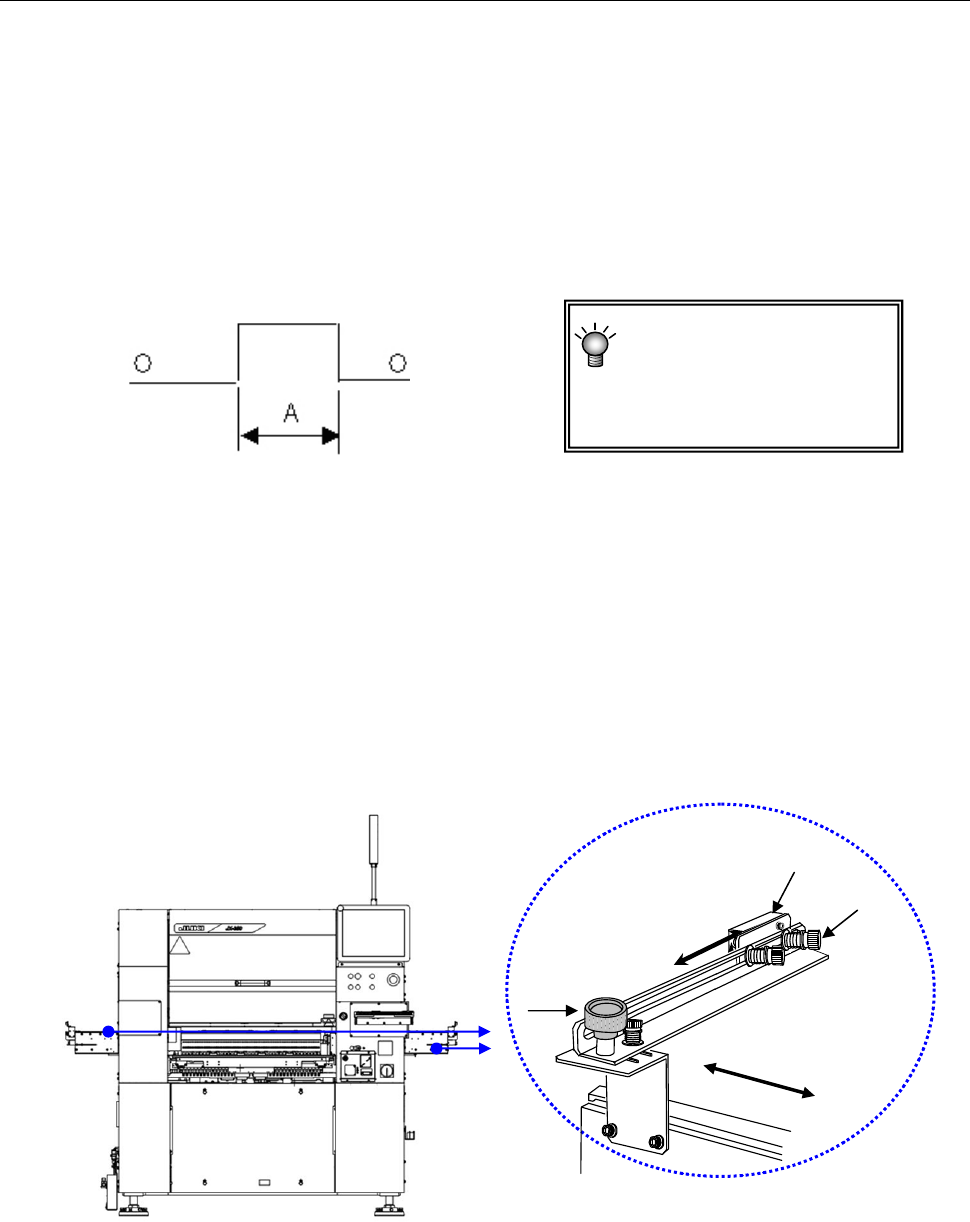
(3) 基板检测传感器
<位置变更步骤>
1) 请拧松固定传感器架③
的螺栓钮④,沿着长孔向 A 方向移动。
2) 调整后请再把螺栓钮④拧紧。
3) 请确认手动控制的传送系统、或编辑程序中的传送是否安装基板。
要改变IN传感器①和OUT传感器②在B方向的检测位置,需要改变传感器架③的安装。
A:缺口长度
B
④
① ②
③
A
第 1 部 基本篇 第 2 章 生产
2-34
2-7-2 元件供给部分的准备
请在统一更换台车、或固定的供料器台架上安装供料器。
安装后,请进行吸取跟踪。
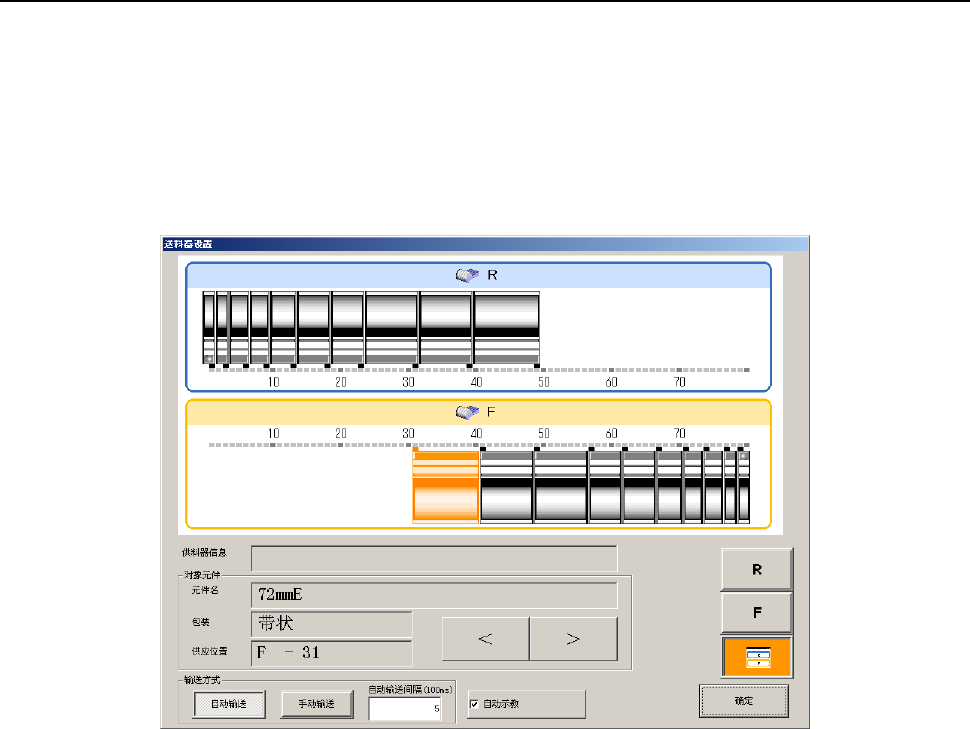
<步骤>
① 请从菜单栏的[生产]菜单选择[支援准备]。
请按下[供料器设置]按钮。
显示以下的供料器设置画面。