JX-350说明书.pdf - 第17页
第 1 部 基本篇 第 1 章 装置概要 1-1 第1章 装置概要 1-1 本装置概要 1-1-1 前言 JX-350 配备了带有并排 6 个贴装 轴的激光校准传感器 ( LNC60 ) , 是提升了贴装生产效率的 “ One By One( 逐一 ) 排列方式的多轴式贴片头型贴片机” ,用于生产照明机器及液晶 TV 、 PC 显示器等中大型 LCD 背光源的中 型 LED 包装 及 LED 扩散 镜片、长尺寸基板等需要进行特殊处理的芯…

第 1 部 基本篇
第 1 章 装置概要 ······································ 1-1
第 2 章 生产 ············································ 2-1
第 3 章 维护 ············································ 3-1
第 4 章 制作生产程序 ································ 4-1
第 5 章 数据库 ········································· 5-1
第 1 部 基本篇 第 1 章 装置概要
1-1
第1章 装置概要
1-1 本装置概要
1-1-1 前言
JX-350 配备了带有并排 6 个贴装轴的激光校准传感器(LNC60),是提升了贴装生产效率的“One By
One(逐一)排列方式的多轴式贴片头型贴片机”,用于生产照明机器及液晶 TV、PC 显示器等中大型
LCD 背光源的中型 LED 包装及 LED 扩散镜片、长尺寸基板等需要进行特殊处理的芯片元件/镜片元
件。
JX-350 除了可选择以往的机械式供料器规格之外,还可选择电动式供料器规格,通过安装 RX/FX/KE
系列共通的电动式供料器,构筑运行稳定的生产线。
(1) 各机型的特性
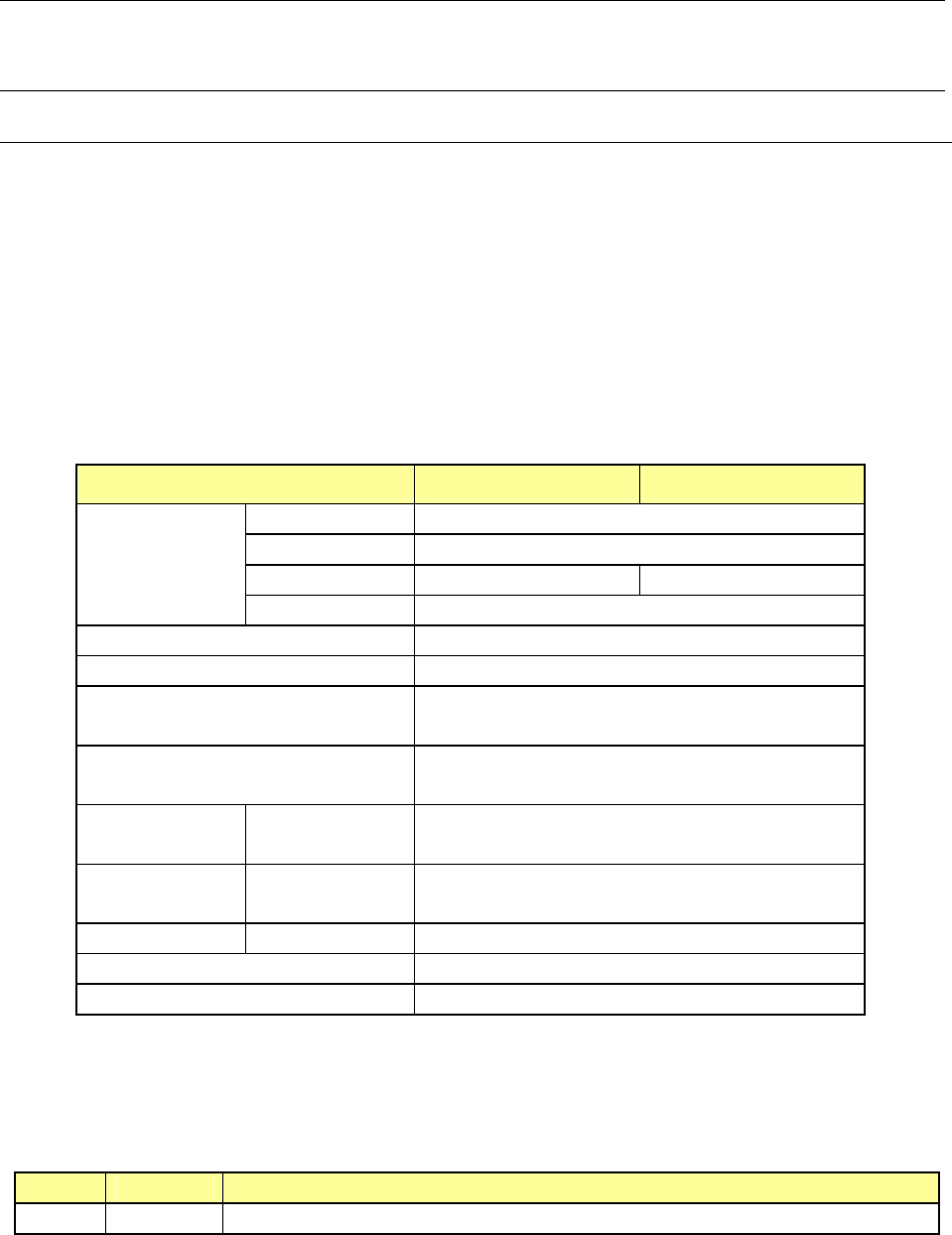
1) 基本规格
基板规格 标准 选项
基板尺寸
1 次传送
650×250mm
2 次传送
1,200×250 mm
3 次传送
- 1,500×250 mm
3 缓冲
410×360 mm
传送基准 前面基准
对应语言 日语・英语・中文的实时切换
基板传送高度
900 mm±20 mm
950 mm±20 mm(选项、EN 机为标准装备)
元件高度
SC(6 mm)
NC(12 mm)
元件贴片速度
*注 1 *注 2
芯片元件
(IPC9850)
21,000(CPH)
元件尺寸
*注 1
激光识别 0604~□33.5 mm 或对角 47 mm
贴片精度*注 1 激光识别 ±50μm (Cpk≧1)
元件贴装数*注 3 最大 160 个品种(使用 EF08HD 时)
EN 规格 对应
*注 1: 详细规格请参见 1-5 章 对象元件及元件包装。
*注 2: 元件高度:6mm 时。
*注 3: 使用后侧台架选购项时。
2)识别装置、Head
JX-350 说明
LNC60 ○
可使用 6 个吸嘴对小型・薄型芯片进行高速贴片。
・LNC60(Laser Align New Concept) :可使用 6 个吸嘴实现小型、薄型芯片的高速贴片。

第 1 部 基本篇 第 1 章 装置概要
1-2
1-1-2 特长
高精度·高速贴片
① 使用 6 个吸嘴可同时识别的激光校准传感器(LNC60),可高速贴片。
② 各吸嘴轴的上下动作(Z 轴)、旋转动作(θ 轴)采用独立的 AC 伺服马达,实现了不受贴片模式影响的
高速・ 高精度贴装。
③ X 梁架轻量化,缩短了 Y 轴动作的移动时间。
④ Z 轴滚珠丝杠的导程由 6mm 变更为 8mm,提高 Z 轴的速度及加速度。
⑤ 6mm 规格,Head 的安装位置安装在激光校准下面距离 CAL 校准块 9mm 的高度上;12mm 规格,
安装在 15mm 的高度,由此缩短 Z 轴动作的移动距离。
⑥ 贴片机自身具有识别贴片位置偏移、自动校正功能(FCS:Flexible Calibration System),
可保持交货当时的贴片精度。(选购项)
长尺寸基板对应
① 贴片基板尺寸,1 次夹紧对应 650mm×360mm、2 次夹紧对应 1,200mm×360mm、3 次夹紧对应
1,500mm×360mm(选购项)。
② 作为选购项准备了从支撑台向 X 方向加宽、可对应最大 650mm 长度的基板底面的「长尺寸支撑单
元 」。
贴装实效
① 自动交换工具单元(ATC),可同时更换吸嘴。
② IN/OUT 缓冲的传送马达采用步进马达,可独立控制速度。
③ 通过机械式停止挡块对 2 次夹紧、3 次夹紧(选购项)的基板位置定位,缩短多次夹紧时的传送时
间。
④ 基板基准标记识别的读入顺序优化,通过缩短识别等待时间实现高速化。
⑤ 吸嘴卡盘部分可拆下,配备选购项螺丝式固定的
螺丝式吸嘴。由此通过 3 个吸嘴×2 次的吸取,可
将 6 个元件同时运送到基板上,缩短贴装时间。
运行率
① 元件用完频率高的托盘元件,作为托盘对应的机型,可使用 MTS(TR5SNX)。
② 使用元件吸取位置自动示教(0603~3216 元件的纸带),可缩短准备时间以及降低吸取错误。
③ 采用同时吸取优先模式,可把同时吸取时散落造成的生产效率下降控制到最低限度。
④ 使用 HMS(选购项),吸取高度的检查·示教简单易行。
残次率低·损失率低
① 使用激光装置一直到贴片瞬间前监视元件的吸取状态,监视元件掉落。
② 利用真空压破坏瞬间的自动校正功能,有效防止贴片瞬间带回元件。
③ 可选择高密度贴片功能(选择吸取位置优先模式时),准确地吸取元件中心,在进行相邻元件贴片
时,避免吸嘴前端与毗邻元件接触。
④ 全
θ
轴采用□15mm 超小型的,配备约 26 万脉冲/圈的高分辨率 AC 伺服马达,提高了贴装精度。
⑤ 采用真空泵,吸取元件时供气的稳定性显著提高。
⑥ 装备了电动带式供料器的吸取位置自动校正功能,提高了吸取位置(Pick Position)的精度,
实现稳定的吸取。
⑦ 元件数据制作过程中的元件测量动作,在测量后会将元件返还到吸取的供料器。