JX-350说明书.pdf - 第220页
第 1 部 基本篇 第 2 章 生产 2-1 1 1 (7)[ 传送控制 ] 按钮 进行基板传送控制。 详见「第 8 章 手动控制」的「 8-5-1 传送控制」 。
第 1 部 基本篇 第 2 章 生产
2-110
(4)基板信息
显示基板的传送方向、挡块、布局端点、基板位置基准、BOC 标记。
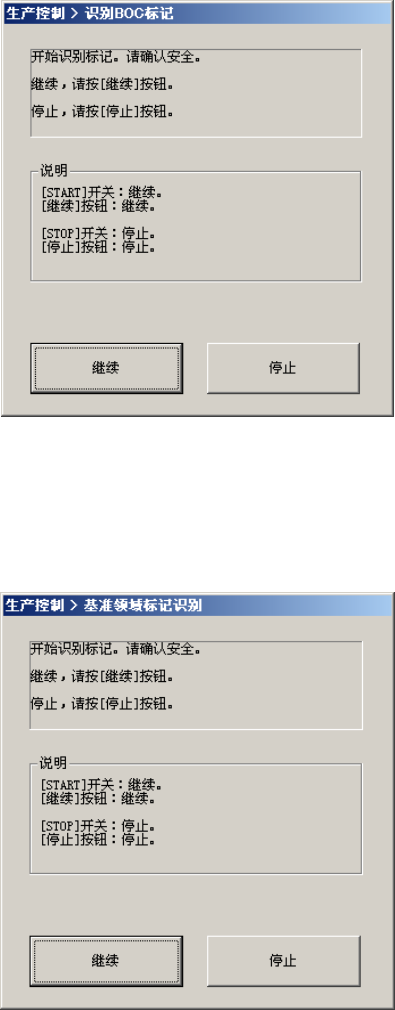
(5)[BOC 标记识别]按钮
按照设定的条件进行 BOC 标记识别动作。
详见「第 4 章 制作生产程序」的「4-5-4-4 BOC 标记」。
(6)[基准领域标记识别]按钮
按照设定的条件进行基准领域标记的识别动作。
详见「第 4 章 制作生产程序」的「4-5-4-5 基准领域标记」。
第 1 部 基本篇 第 2 章 生产
2-111
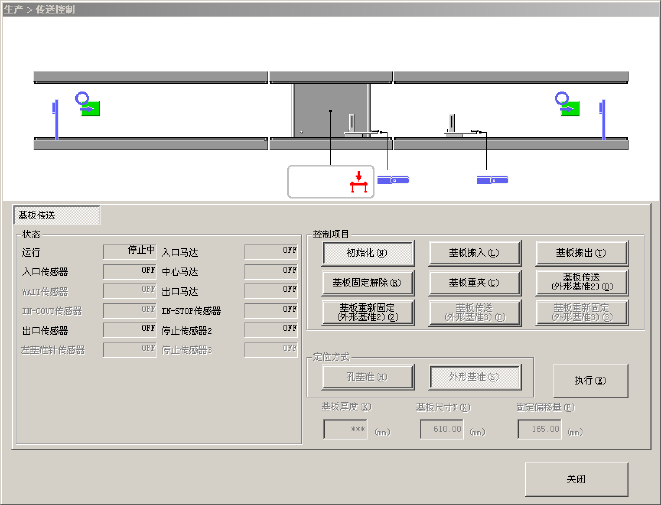
(7)[传送控制]按钮
进行基板传送控制。
详见「第 8 章 手动控制」的「8-5-1 传送控制」。
第 1 部 基本篇 第 2 章 生产
2-112
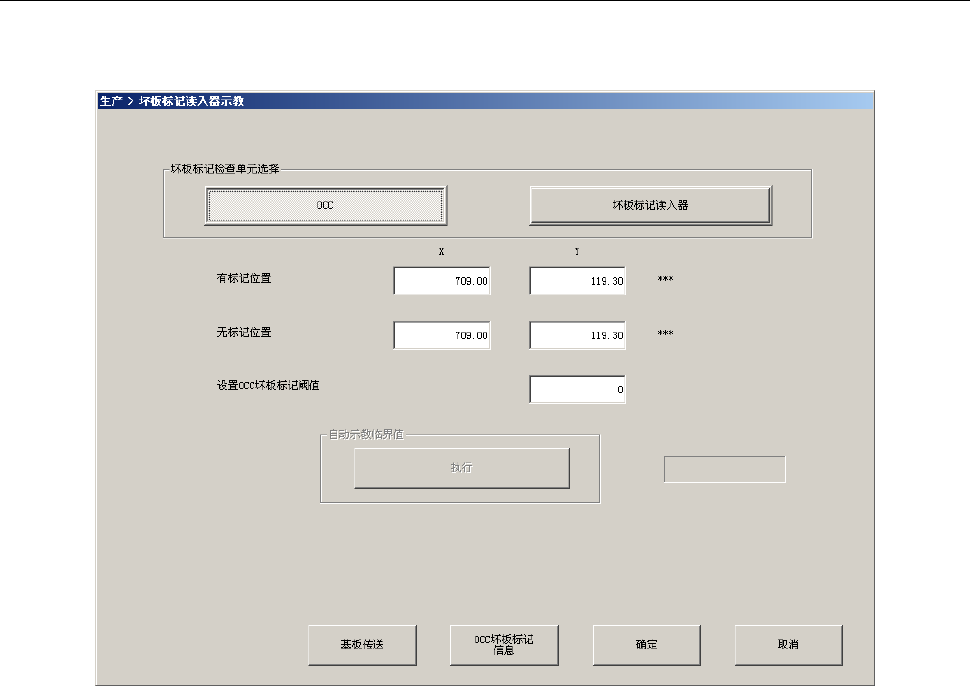
2-12-1-6 坏板标记读入器示教
设置使用 OCC 进行坏板标记识别,或使用坏板标记读入器进行坏板标记识别。
详见「第 7 章 机器设置」的「7-4-13 坏板标记读入器示教」。