1OM-1842-003_G5S_Vol1.pdf - 第137页
1OM-1842 3-1 1 1303-001 1.3.3.1 Operazioni durante il funzionamento automatico • Conferma della modalità di funzionamento e Log di produzione La modalità di funzionamento ed il log di produzione possono essere controllat…
1OM-1842
3-101303-001
(3) Premere il tasto [Place] (chiamato "Run Mode").
Note
Premere il tasto [Pass] (chiamato"RUN MD") per impostare la modalità
"Pass".
Quando la macchina è impostata sulla modalità "Pass" , trasporta
semplicemente le PCB alla macchina di uscita senza posizionare alcun
componente sulle stesse.
F1C10
(4) Cambiare il programma pattern su quello per il funzionamento automatico
del prodotto da produrre.
Reference
Fare riferimento al paragrafo "2. Operazione di cambio programma" del
Capitolo 3 per i dettagli.
(5) Premere due volte il tasto [START] sul pannello di comando.
(Quando il tasto [START] è premuto una volta, il tasto lampeggia. Quindi,
quando il tasto [START] è premuto di nuovo, mentre il tasto lampeggia, è
avviato il funzionamento automatico (macchina).)
Note
Nel caso in cui il funzionamento della macchina non sia disponibile
quando è premuto il tasto [START] la prima volta, è visualizzato un
messaggio di informazioni di gestione.
POWER ON
STOP
PNL CHANGE
START
Tasto [START]
F1C11
Note
(a) Il tasto [START] non lampeggia quando è attiva una schermata
diversa dalla schermata "Product". Quindi, il funzionamento
automatico non può essere avviato.
(b) Quando la sezione di posizionamento PCB è già occupata con una
PCB, la macchina scarica la PCB senza posizionare alcun componente
su di essa.
1.3 Avvio del Funzionamento automatico
1OM-1842
3-111303-001
1.3.3.1 Operazioni durante il funzionamento automatico
• Conferma della modalità di funzionamento e Log di produzione
La modalità di funzionamento ed il log di produzione possono essere controllati
nella schermata "Product" durante il funzionamento automatico.
In normali condizioni di funzionamento, può essere controllata la condizione
corrente, come i nomi dei programmi, il numero di PCB prodotte, eccetera.
Inoltre, è anche possibile controllare quante PCB è possibile completare ed
il grado di diminuzione della velocità di produzione sulla base di errori di
prelievo, eccetera. Utilizzando la schermata “Product”, è possibile accertarsi se
la macchina sta producendo le PCB in condizioni normali, se ci sono fattori di
diminuzione della produttività, e che cosa succede a causa di detti fattori.
Quando la produttività diminuisce in modo evidente, l’operatore è avvisato con
un messaggio sulla schermata "Product".
• Rifornimento di componenti e PCB
Quando si verica la carenza di componenti durante il funzionamento
automatico, la macchina emette un allarme. In questo caso, rifornire i
componenti.
Reference
Fare riferimento al paragrafo "3. Rifornimento Componenti" del "Capitolo 3"
per i dettagli.
Quando si verica la carenza di PCB durante il funzionamento automatico,
la macchina di ingresso emette un allarme, oppure questa macchina si arresta
automaticamente.
Reference
Fare riferimento al paragrafo "4. Rifornimento PCB" del "Capitolo 3" per i
dettagli.
• Interruzione e Riavvio e Arresto d’emergenza e Riavvio del
funzionamento automatico
Fare riferimento a quanto segue quando il funzionamento automatico deve
essere interrotto durante il funzionamento automatico, quando la macchina
deve essere fermata immediatamente in caso d’emergenza, oppure quando il
funzionamento automatico deve essere riavviato o ripristinato.
Reference
5.1 Arresto funzionamento macchina del Capitolo 3
5.2 Interruzione del funzionamento automatico del Capitolo 3
1.3 Avvio del Funzionamento automatico
1OM-1842
3-121303-001
2. Cambio di programma pattern
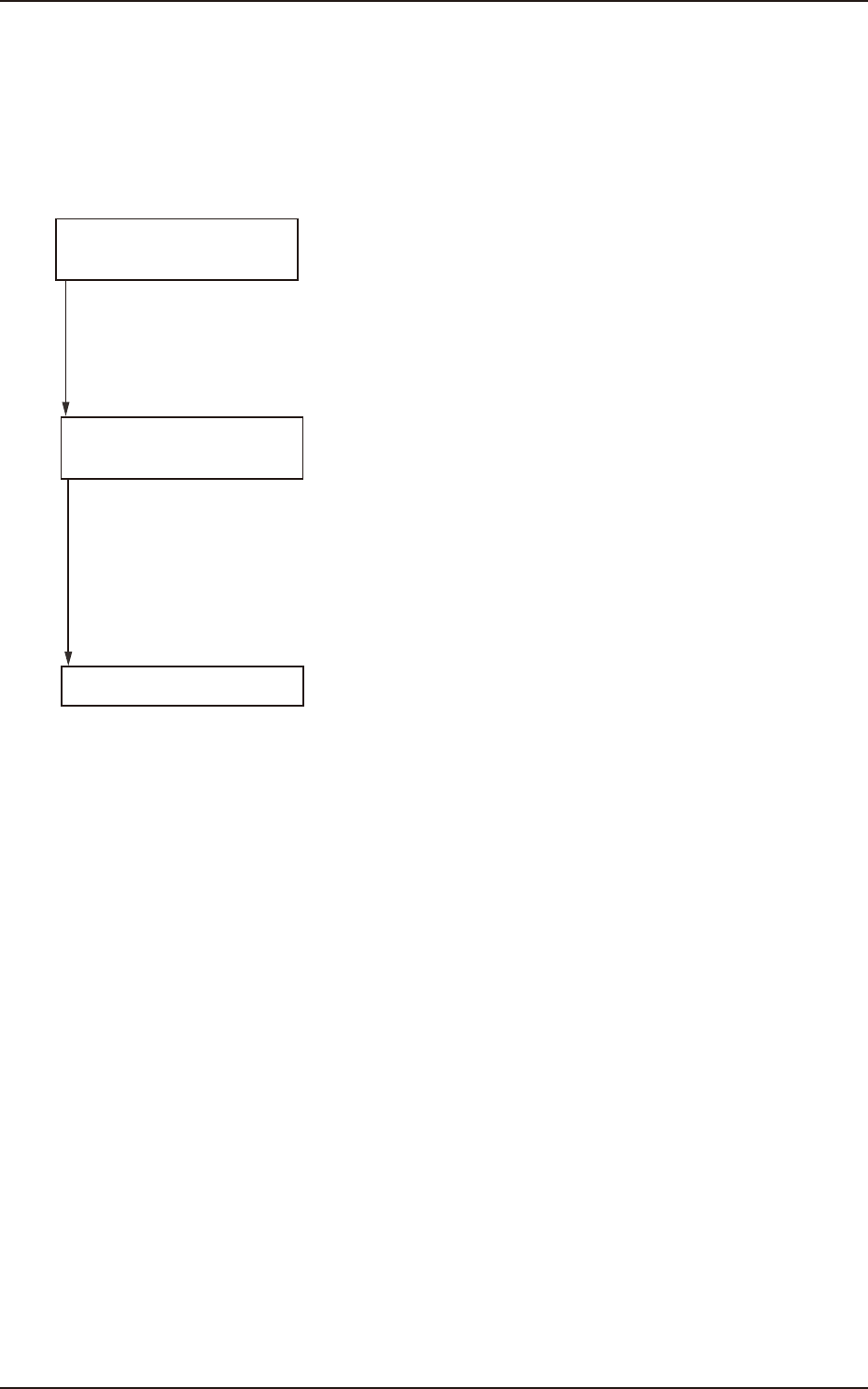
2.1 Istruzioni per cambio di programma
Attenersi alle istruzioni che seguono per cambiare il programma.
Preparazione per il
cambio di programma
Cambio di programma
Conferma del posizionamento
2.2.1 Preparazione per la libreria componenti
2.2.2 Creazione del Programma pattern per il modello
di produzione
2.2.3 Registrazione del Programma pattern per il modello
di produzione
2.2.4 Preparazione per i caricatori
2.2.5 Sostituzione del carrello banco caricatori
2.3.1 Selezione della modalità di funzionamento
2.3.2 Selezione della modalità operativa
2.3.3 Impostazioni per i perni di supporto PCB e
per la larghezza del convogliatore
2.3.4 Preparazione per gli ugelli di aspirazione
2.3.5 Conferma trasferimento e posizionamento PCB
2.3.6 Conferma della posizione di prelievo del componente
2.4.1 Impostazione della modalità di funzionamento
2.4.2 Conferma del posizionamento dei componenti
Flusso di cambio programma per il modello di produzione F1C12
2. Cambio di programma pattern