1OM-1842-003_G5S_Vol1.pdf - 第149页
1OM-1842 3-23 1303-001 2.3.2 Selezione della modalità operativa Utilizzando questa schermata, il programma pattern è cambiato. Eseguire la modica dei perni di supporto prima del cambio di programma pattern. Reference Fa…
1OM-1842
3-221303-001
2.3 Cambio di programma
2.3.1 Selezione della modalità di funzionamento
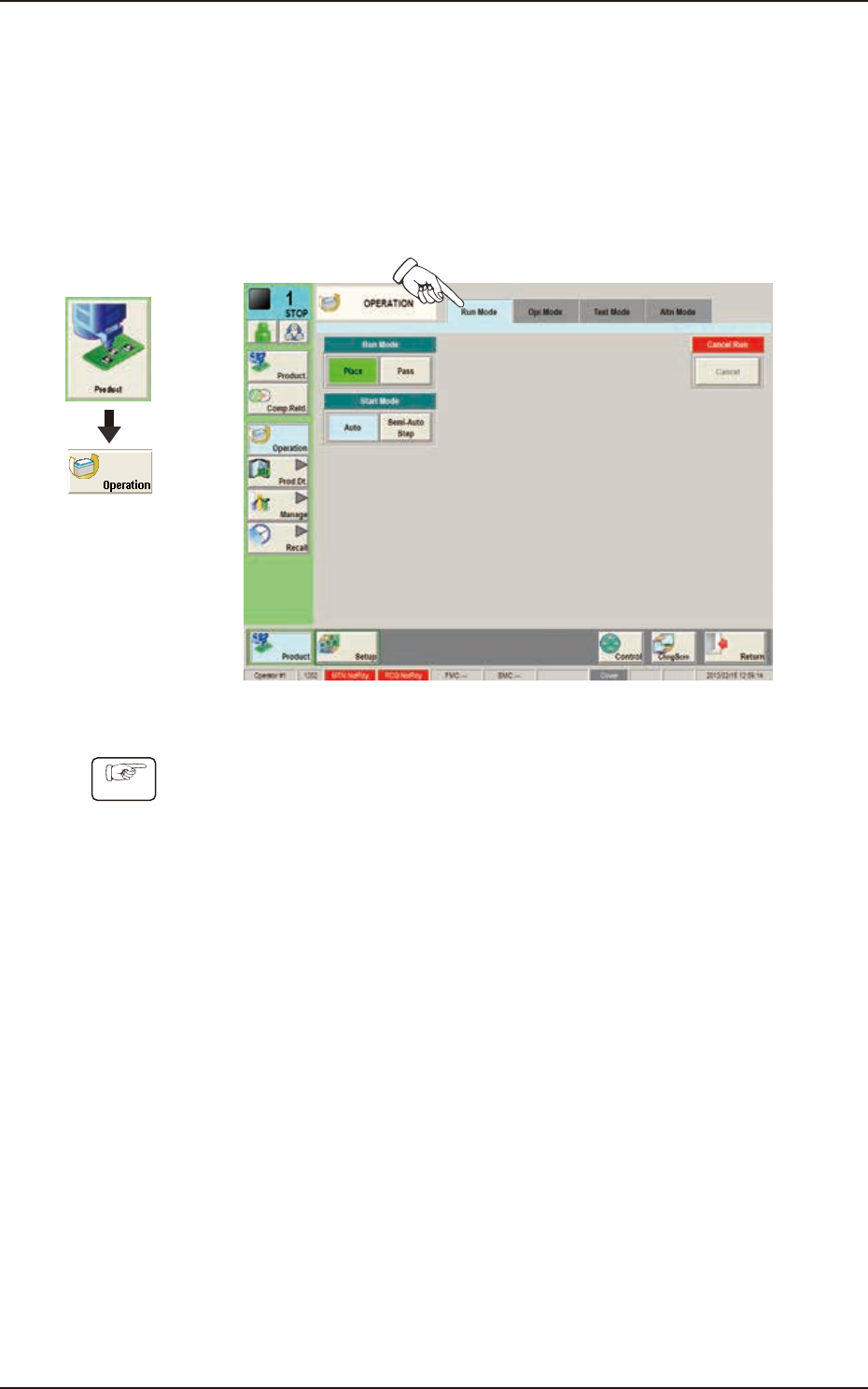
Impostare la "Run Mode" dalla scheda "Run Mode" nella schermata
"OPERATION".
Di norma selezionare "Place".
F1C19
Procedure
(1) Premere la scheda [Run Mode] nella schermata "OPERATION".
(2) Premere il tasto [Place] nella scheda "Run Mode".
Grafica dello
svolgimento
2.3 Cambio di programma
1OM-1842
3-231303-001
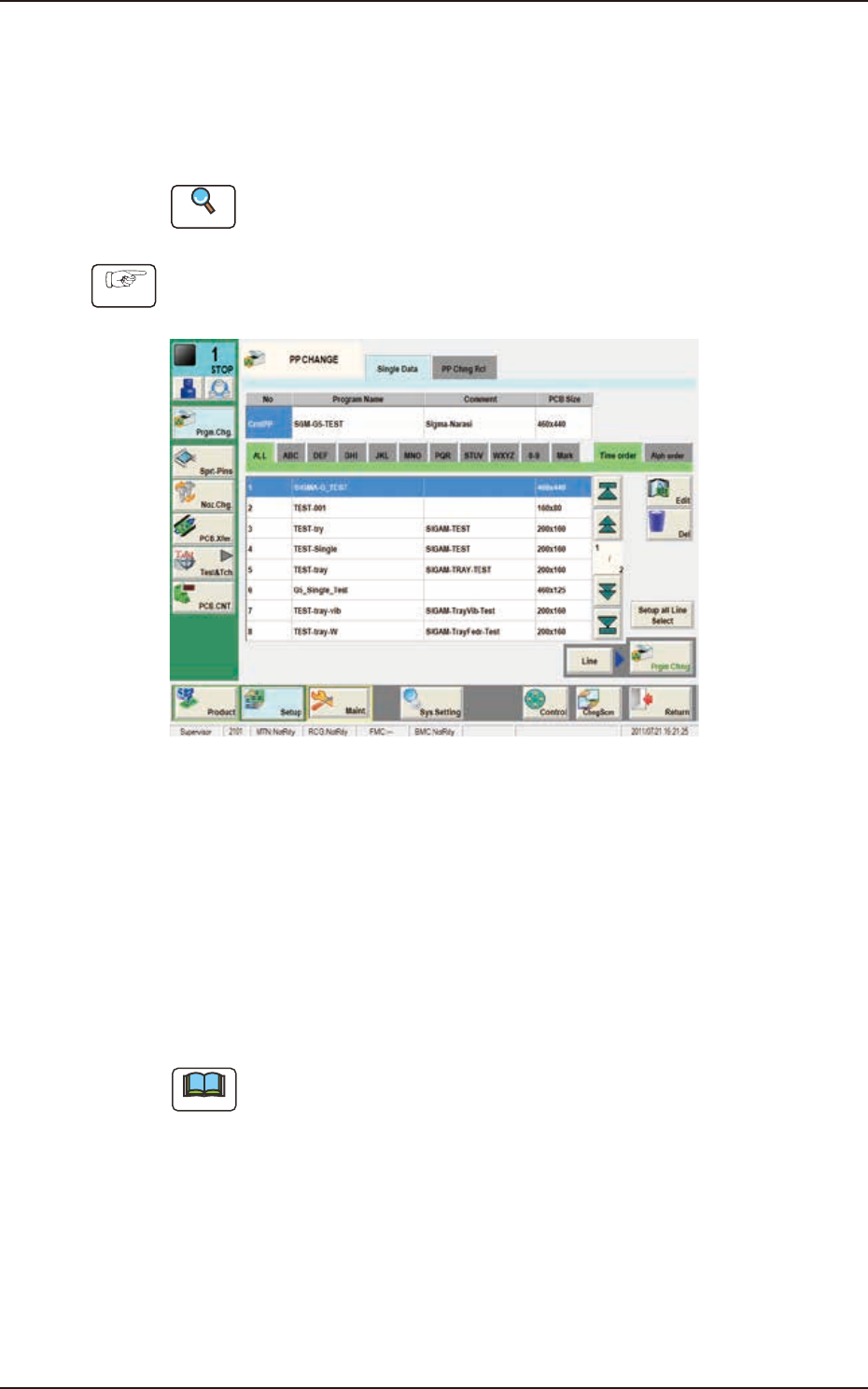
2.3.2 Selezione della modalità operativa
Utilizzando questa schermata, il programma pattern è cambiato.
Eseguire la modica dei perni di supporto prima del cambio di programma
pattern.
Reference
Fare riferimento al "Capitolo 6: Menu cambio prodotto" del Volume 2, per i
dettagli sulla modica dell’area magazzino.
Procedure
(1) Premere il tasto [Setup] sulla barra del menu comune.
(È visualizzata la schermata "PP CHANGE".)
F1C20
(2) Selezionare il nome del programma da specicare come programma corrente
(modello di produzione).
(Il programma pattern corrispondente è selezionato e la linea diventa di
colore blu.)
(3) Premere il tasto [Prgm. Chng].
Premere, entro 10 secondi, il tasto [START] sul pannello di comando.
(Il programma pattern corrente sarà cambiato su quello selezionato.)
Note
(a) Se è rilevato un errore nel programma pattern, il cambio di programma non
è eseguito.
In questo caso, correggere il programma pattern e ripetere l'operazione di
cambio programma.
(b) Quando si esegue contemporaneamente il cambio larghezza convogliatore,
cambio perno di supporto e il cambio ugello, premere il tasto [Setup all
Line Select] e impostare ciascuna linea come richiesto.
(C) Quando il cambio di programma pattern è eseguito su tutta la linea, premere
il tasto [Line] e poi il tasto [Prgm Chng].
2.3 Cambio di programma
1OM-1842
3-241303-001
2.3.3 Impostazioni per i perni di supporto PCB e per la larghezza del
convogliatore
Se la larghezza del convogliatore non è impostata correttamente, le PCB non
possono essere trasferite.
Note
Prima di iniziare l’impostazione, confrontare lo stato delle PCB (dimensioni,
spessore, esistenza di componenti posizionati precedentemente, eccetera)
gestite con il programma pattern precedente (il modello di produzione prima
dell'operazione di cambio programma) con quello delle PCB da gestire dopo di
cambio di programma. Dopo avere individuato le differenze, determinare se la
larghezza del convogliatore ed i perni di supporto PCB devono essere impostati.
Reference
Fare riferimento al paragrafo "4. Schermata Sprt-Pins" del Capitolo 6, Volume 2
per i dettagli.
2.3.4 Preparazione per gli ugelli di aspirazione
Impostare gli ugelli di aspirazione registrati nei dati testina di posizionamento /
ugello del programma pattern (per il modello di produzione).
Note
(a) Quando il numero totale di ugelli di aspirazione supera "15", prima o dopo
un'operazione di cambio di programma, eseguire l'operazione "Nozzle
Reset" e poi l’operazione "Nozzle Change (Attachment)".
(b) Le posizioni originali degli alloggi ugelli (su cui sono attaccati gli ugelli
di aspirazione) sono archiviate nella memoria della macchina. Pertanto,
ciascun ugello vuoto è immagazzinato nella posizione alloggio originale.
(C) Quando deve essere eseguita l'impostazione automatica dei perni di
supporto, impostare l'ugello (PK01).
Notice
• Assicurarsi di collegare correttamente gli ugelli di aspirazione al loro
posto.
Quando un ugello di aspirazione non è collegato correttamente (non
si trova nella posizione indica nei dati testina di posizionamento /
ugello), può causare interferenze indesiderate.
• Non collocare oggetti estranei nella sezione alloggio ugelli.
Diversamente, la macchina si romperà.
AVVISO
Non avvicinare mai oggetti magnetizzati, come
calamite, agli ugelli di aspirazione.
Diversamente, si possono vericare errori durante il
prelievo e posizionamento dei componenti.
2.3 Cambio di programma