1OM-1842-003_G5S_Vol1.pdf - 第96页
1OM-1842 1-42 1303-001 Correzione riconoscimento (correzione angolare) Il componente prelevato è regolato sull'angolazione (direzione) di posizionamento specicata nel programma pattern ruotando la testina. A questo…
1OM-1842
1-411303-001
4.6 Riconoscimento componenti
Ciascuna testina è inoltre dotata di una telecamera per visione laterale. La
telecamera per visione laterale è utilizzata per rilevare i componenti da prelevare
ed i componenti verticali. È utilizzata anche per misurare lo spessore dei
componenti.
La telecamera di riconoscimento componenti acquisisce l'immagine del
componente prelevato dall’ugello di aspirazione per l'ispezione.
I sistemi di riconoscimento anteriore e posteriore sono utilizzati per riconoscere
componenti con la telecamera il riconoscimento componenti. Uno dei due sistemi
è selezionato automaticamente, in base alla modalità luminosa specicata nella
libreria dati dei componenti.
Procedura di riconoscimento componenti
Il sistema di riconoscimento componenti esegue le seguenti tre operazioni.
•
Rilevamento componenti.
Tutti i componenti sono considerati oggetto per il rilevamento.
•
Ispezione componente.
Sono eseguite varie ispezioni in base ai dati della libreria componenti.
•
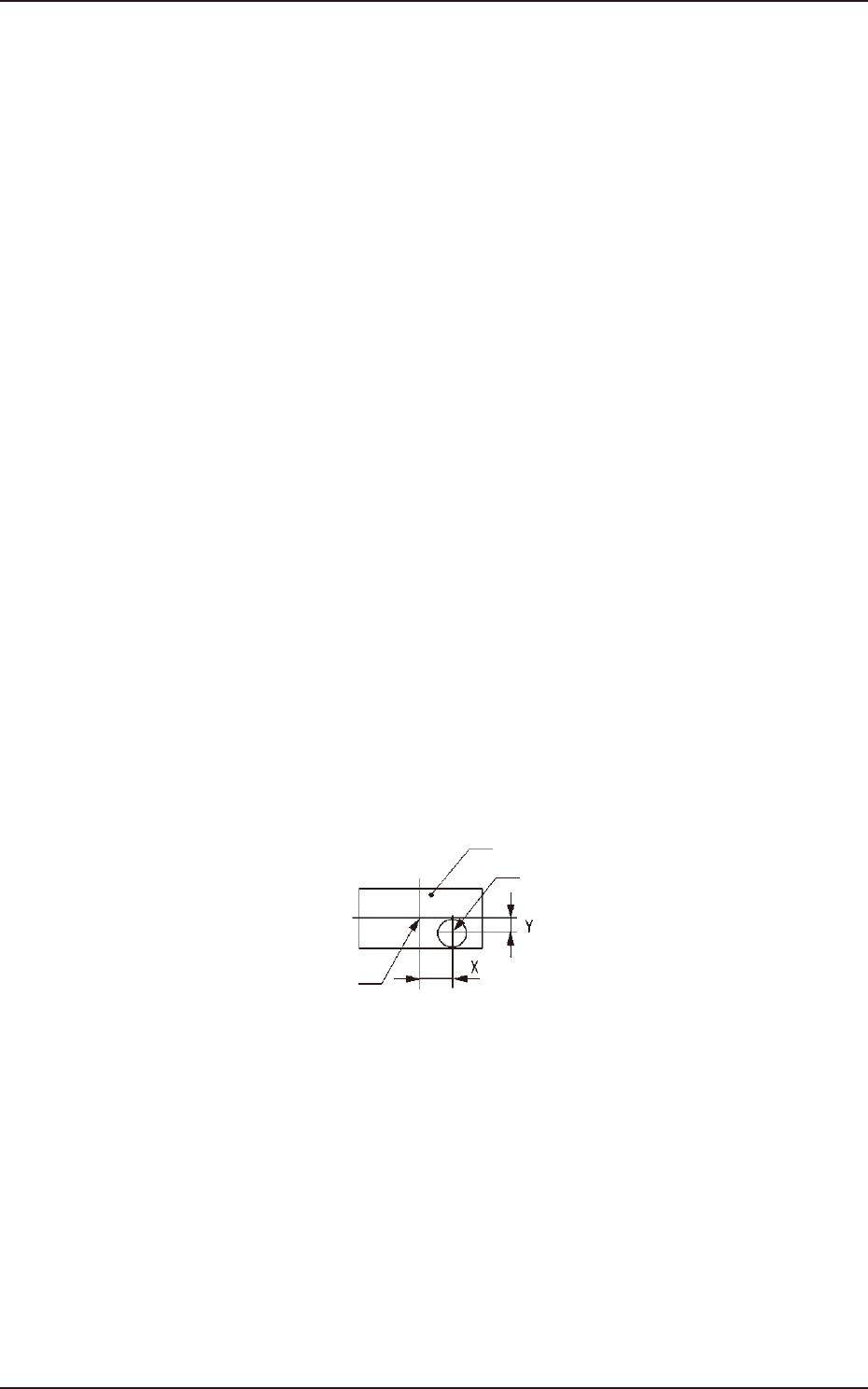
Misurazione della deviazione di posizione e angolare del componente.
È misurata la deviazione di posizione (X, Y) e la deviazione angolare (
q
)
tra il centro della telecamera di riconoscimento componenti ed il centro del
componente.
Componente
Centro del componente
Ugello di aspirazione
Stato del componente prelevato dall’ugello di aspirazione F1A34
4.6 Riconoscimento componenti
1OM-1842
1-421303-001
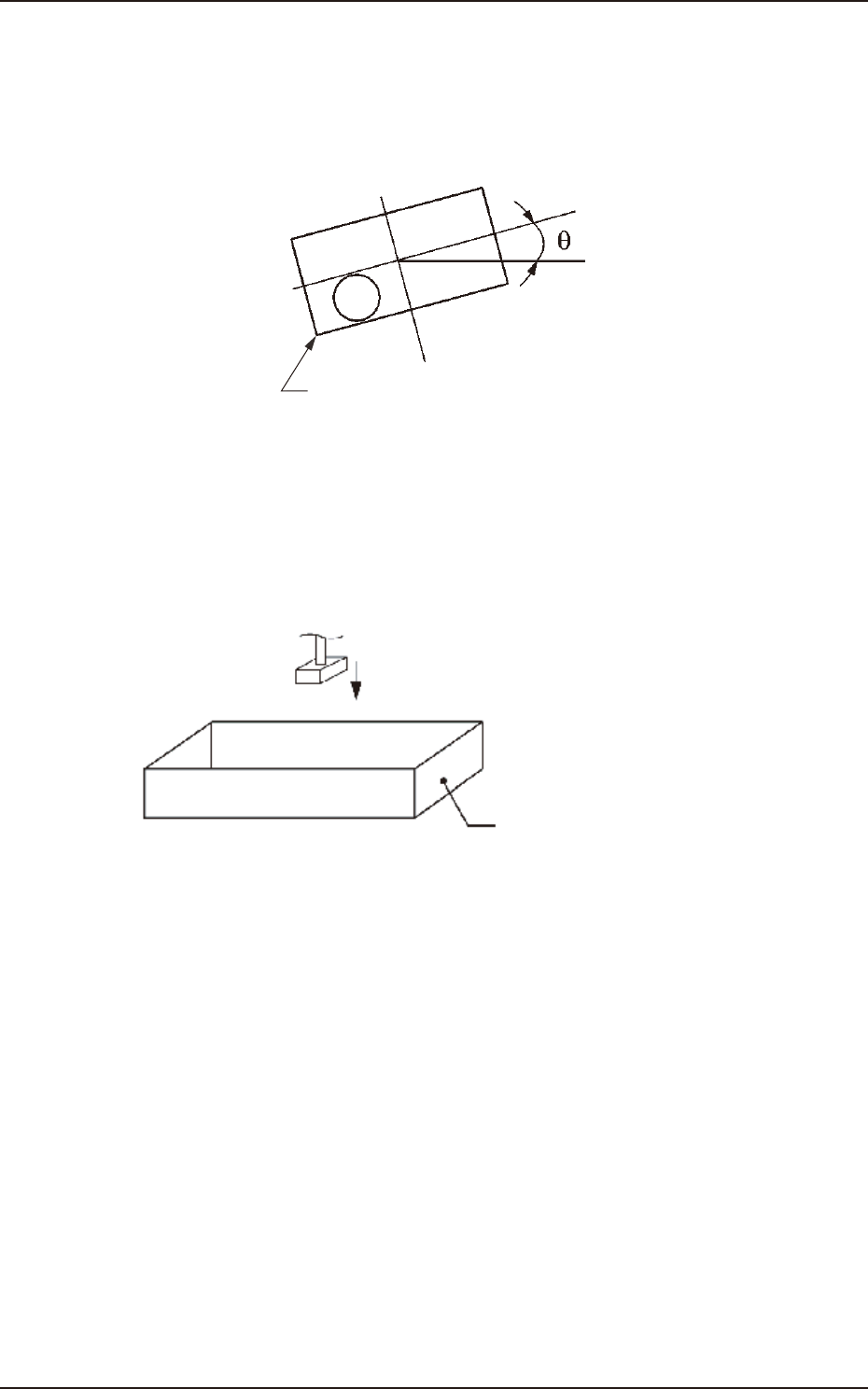
Correzione riconoscimento (correzione angolare)
Il componente prelevato è regolato sull'angolazione (direzione) di posizionamento
specicata nel programma pattern ruotando la testina. A questo punto, è corretta
anche la deviazione angolare (θ) rilevata tramite dal riconoscimento componenti.
Componente
F1A35
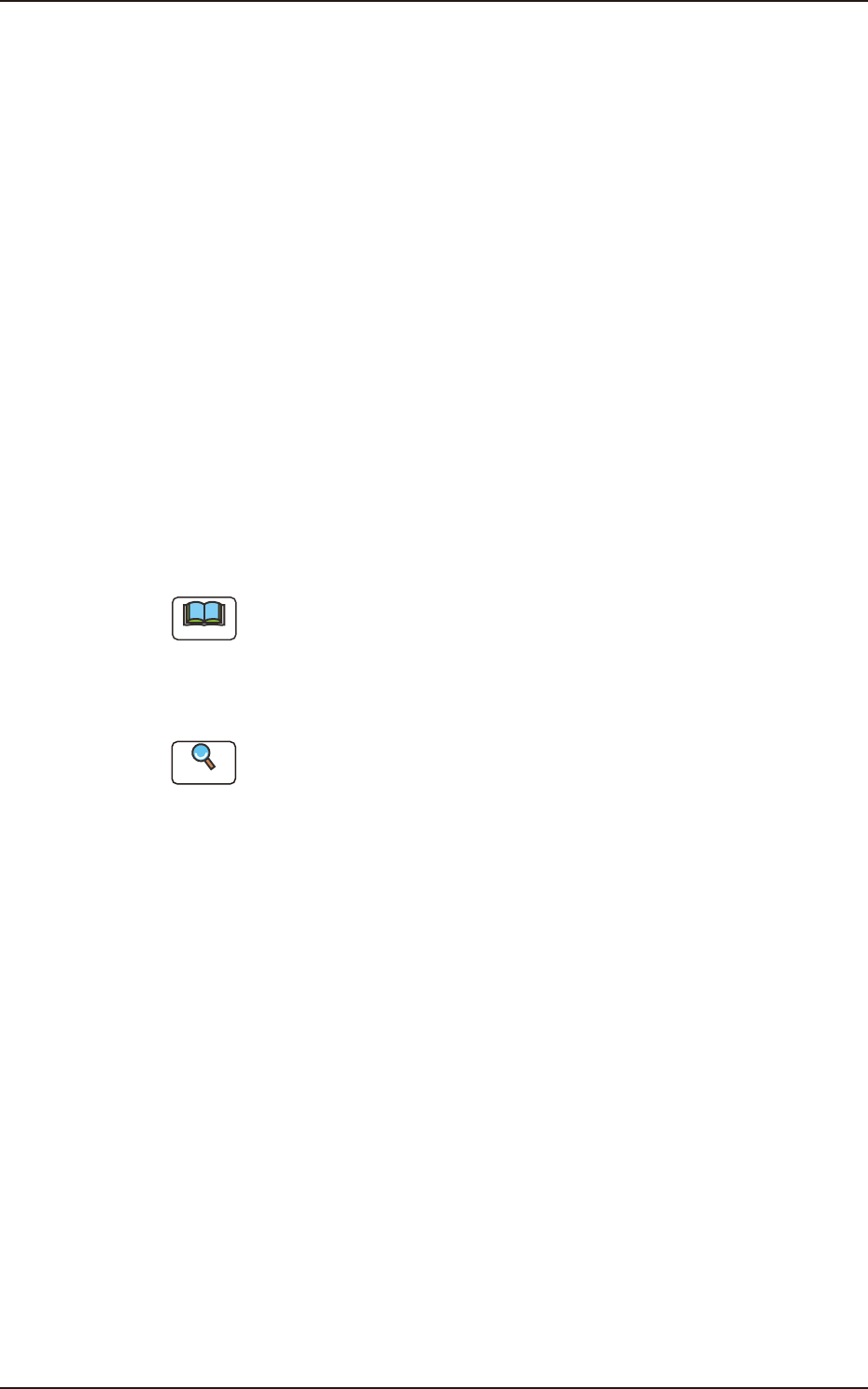
Scarico componenti (scatola di deposito componenti)
Quando si verica un errore durante il riconoscimento componenti, la testina si
sposta sulla scatola di deposito componenti e scarica il componente che ha causato
l’errore.
Alloggio componenti
Scarico componenti F1A36
4.6 Riconoscimento componenti
1OM-1842
1-431303-001
4.7 Posizionamento componente
La testina si sposta sul punto (coordinate) di posizionamento PCB specicato
dal programma pattern per la PCB in modalità di standby. A questo punto, le
deviazioni di posizione (X, Y) misurate dal riconoscimento componenti sono
corrette per il prelievo dei componenti appropriati.
Il limite inferiore degli ugelli di aspirazione è controllato in base ai dati della
libreria componenti.
L'elettrovalvola si chiude e il componente prelevato dagli ugelli di aspirazione è
posizionato sulla PCB.
L’asse anteriore e posteriore eseguono ripetutamente a turno le azioni di
posizionamento e di prelievo componenti, realizzando il montaggio di componenti
in modo efcace e continuo.
4.8 Uscita PCB
La PCB sulla quale sono già stati collocati i componenti è inviata alla macchina di
uscita tramite il buffer.
Note
Quando è utilizzato il metodo di uscita non standard, e nella macchina di uscita
la velocità di trasferimento PCB è inferiore, impostare la stessa velocità di
trasferimento sulla macchina.
Impostare "Output Machine Set Transfer Speed (Default Value: 300 [mm/sec])"
sullo stesso valore della macchina di uscita utilizzando "PCB Transfer Mode".
Reference
Fare riferimento al paragrafo "3.2 Modalità di trasferimento PCB" del "Capitolo
2 (Volume 3)" per i dettagli.
4.7 Posizionamento componente