JM-50_机器控制参数 - 第135页
机器控制参数 2- 128 2-6- 12 多针引脚矫正设置 通过设置「槽口 编号」 ,可以对指定的 索引的多针引脚矫正模具 的参数进行设置。 设置项目 N o. 项目 输入范围 单位 备考 最小值 最大值 1 槽口编号 1 1 2 矫正可能范围的上限值 3 开始高度 4 HMS 判定值上限 5 HMS 判定值下限
机器控制参数
2-127
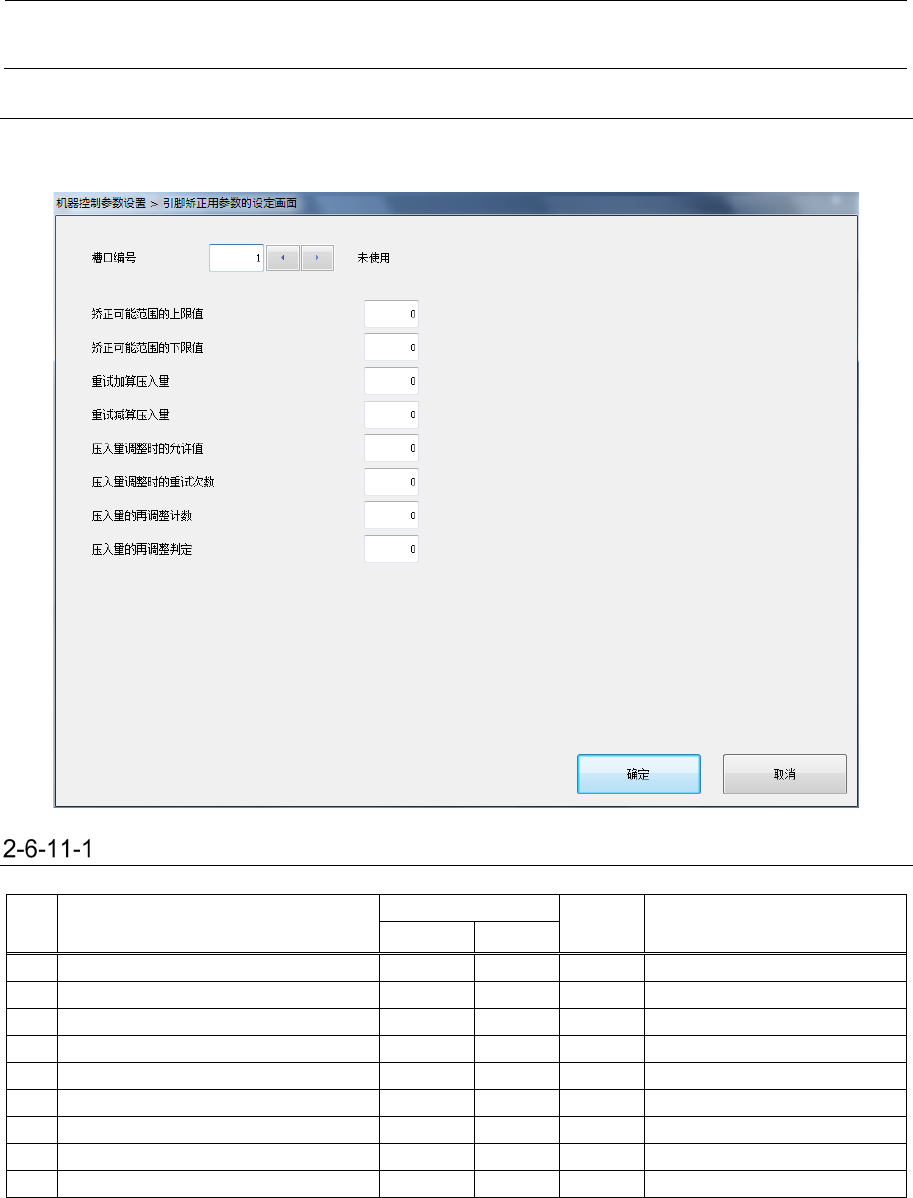
2-6-11 引脚矫正设定
通过设定「槽口编号」,可以对指定的索引的引脚矫正模具的参数进行设置。
设置项目
No. 项目
输入范围
单位 备考
最小值
最大值
1 槽口编号 1 8 使用 1~6
2 矫正可能范围的上限值 0.1μm 读入模具 INI 文件的值
3 矫正可能范围的下限值 0.1μm
读入模具 INI 文件的值
4 重试加算压入量 0.1μm
读入模具 INI 文件的值
5 重试减算压入量 0.1μm
读入模具 INI 文件的值
6 压入量调整时的允许值 0.1μm
读入模具 INI 文件的值
7 压入量调整时的重试次数 次
读入模具 INI 文件的值
8 压入量的再调整计数 次
读入模具 INI 文件的值
9 压入量的再调整判定 次
读入模具 INI 文件的值
机器控制参数
2-128
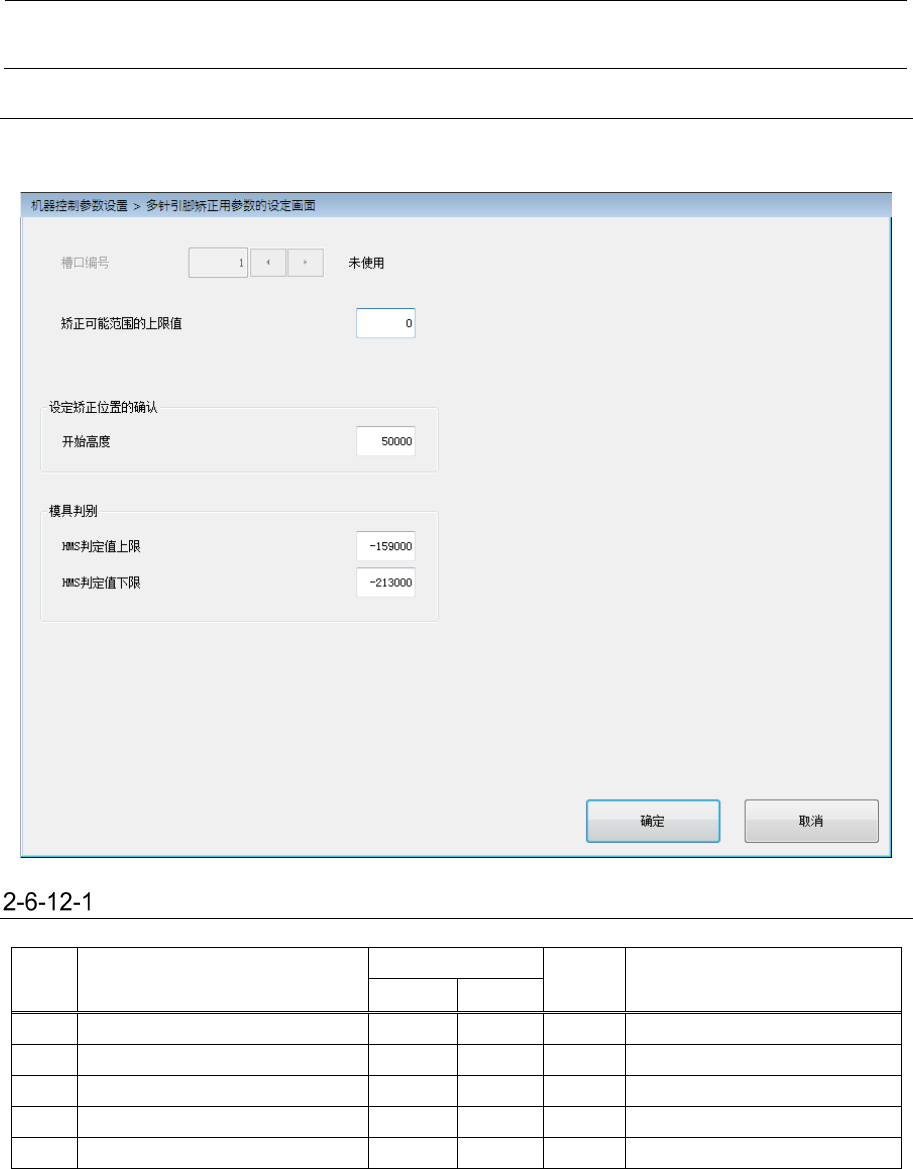
2-6-12 多针引脚矫正设置
通过设置「槽口编号」,可以对指定的索引的多针引脚矫正模具的参数进行设置。
设置项目
No.
项目
输入范围
单位 备考
最小值
最大值
1
槽口编号
1 1
2
矫正可能范围的上限值
3
开始高度
4
HMS
判定值上限
5
HMS判定值下限
机器控制参数
2-129
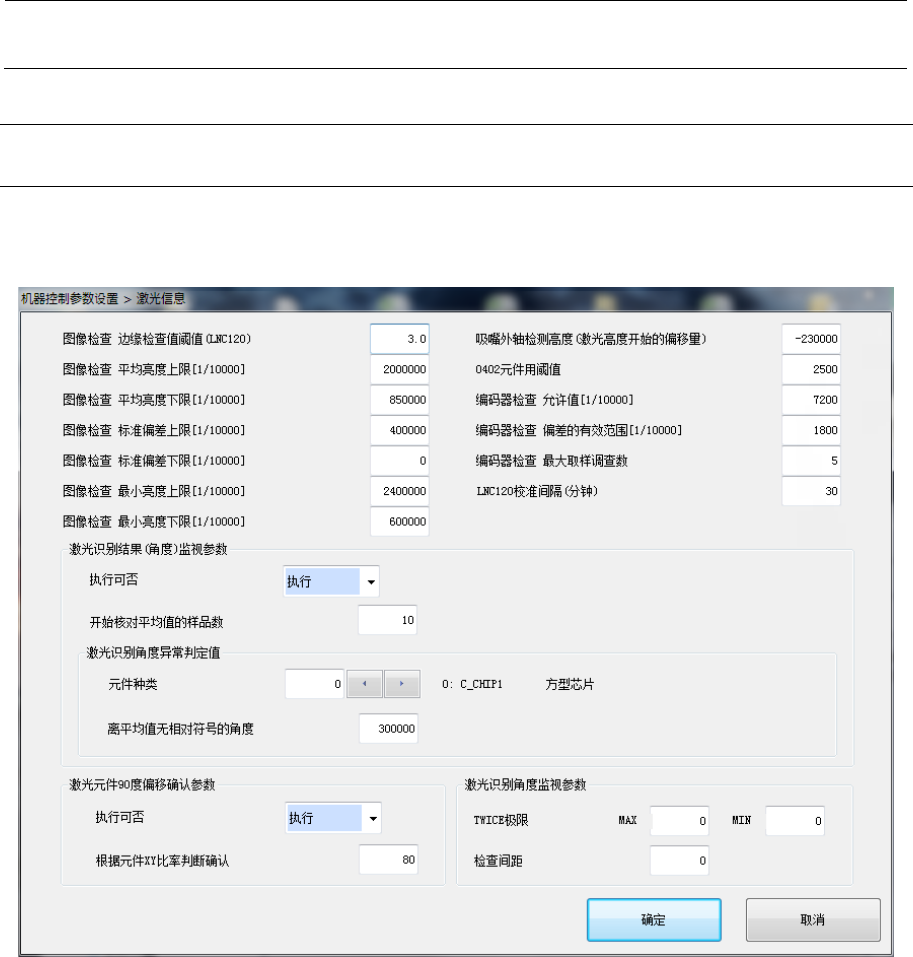
2-7 激光
2-7-1 激光信息
“将激光识别角度作为异常的限制角度”项下的“元件种类”如果设置为欲编辑的索引,即可
对所设定区分的“取自平均的无相对符号角度”参数进行编辑。