N7201A532C.pdf - 第18页
NIP 其他公司检查机的接口软件 1.2 动作环境和规格 Page 1-6 EJNIPC-MB-01G-01 分类 SPI ⇒ NPM 生产线构成 D Dual ⇒ Dual • 向锡膏印刷机进行通信 (FB 通信 ) 时 分类 SPI ⇒ NPM 生产线构成 A Single ⇒ Single B Single ⇒ Dual C Dual ⇒ Single D Dual ⇒ Dual • 传送带、 分配传送带、 抽取传送带各自能待机的…
NIP
其他公司检查机的接口软件
1.2 动作环境和规格
EJNIPC-MB-01G-01 Page 1-5
1.2.2
规格
基本规格
处理数量
最大焊料点数
: 30,000
点
最大实装元件个数
: 10,000
个
最大图形数
: 500
个
APC
处理时间
3
秒以下
*
1
NPM
检查头共存时
在
NPM
搭载了检查头
(
焊料检查
)
时,也能在不拆卸检查
头的情况下,通过连接其他公司的检查机来使用
APC
功能
机种切换
其他公司检查机的接口软件是根据
NPM
的机种变更来连动
实施机种变更的
*2
∗
1:
作为
APC
处理时间的实装位置补正量的计算和图形判定处理会导致搬入时间的延迟。
∗
2: SPI
是不与
NPM
连动的,所以在
SPI
侧需要进行机种切换的操作。
•
作为对象的检查机需要满足本公司所要求的接口规格,详细内容请向本公司询问。
•
有新的与
SPI
的连接时,请与本公司、
SPI
制造商联络。
•
每台机器追加其他公司检查机
I/F
的选项
(
选购件
)
时、使用
APC
系统
(
选购件
)
时都需要获得许可。
•
使用环境是按照硬件的使用环境。
系统构成
•
各生产线都需要
1
台安装了其他公司检查机接口软件的
PC
,与各生产线中的
SPI
以及
LNB
用
LAN
构成连接后来使用。
•
SPI
与
NPM
生产线之间的数据处理,都通过其他公司检查机接口软件的中介来实现。
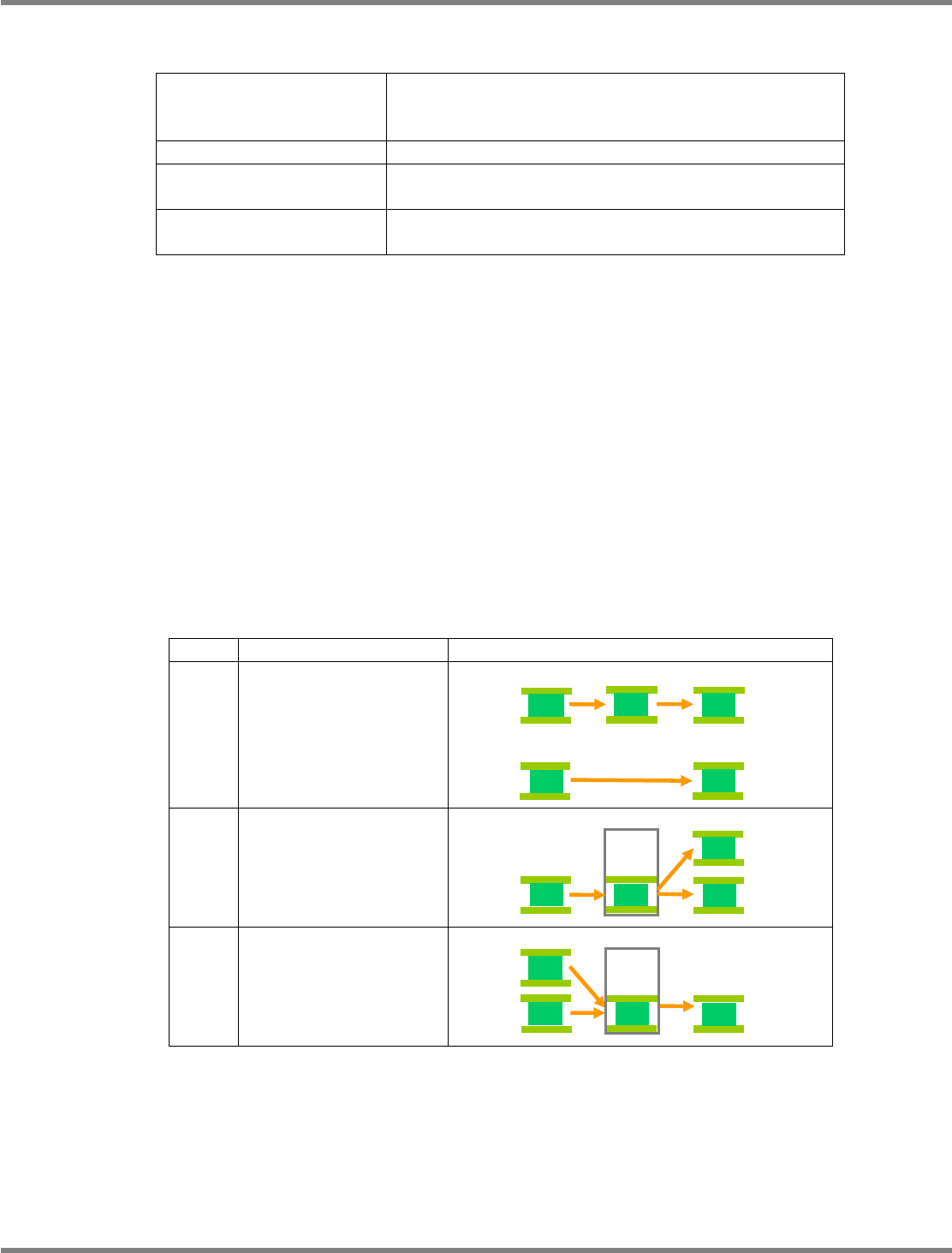
能适用的机器布局
•
向
NPM
进行通信
(FF
通信
)
时
分类
SPI
⇒
NPM
生产线构成
A
Single
⇒
Single
B
Single
⇒
Dual
C
Dual
⇒
Single
A
A
A A
分配CON
SPI
NPM
B-1
抽取CON
SPI
A
A
A
NPM
A-1
A
SPI
A
NPM
A-2
A
A
C-1
SPI
NPM
A
A
分配CON
NIP
其他公司检查机的接口软件
1.2 动作环境和规格
Page 1-6 EJNIPC-MB-01G-01
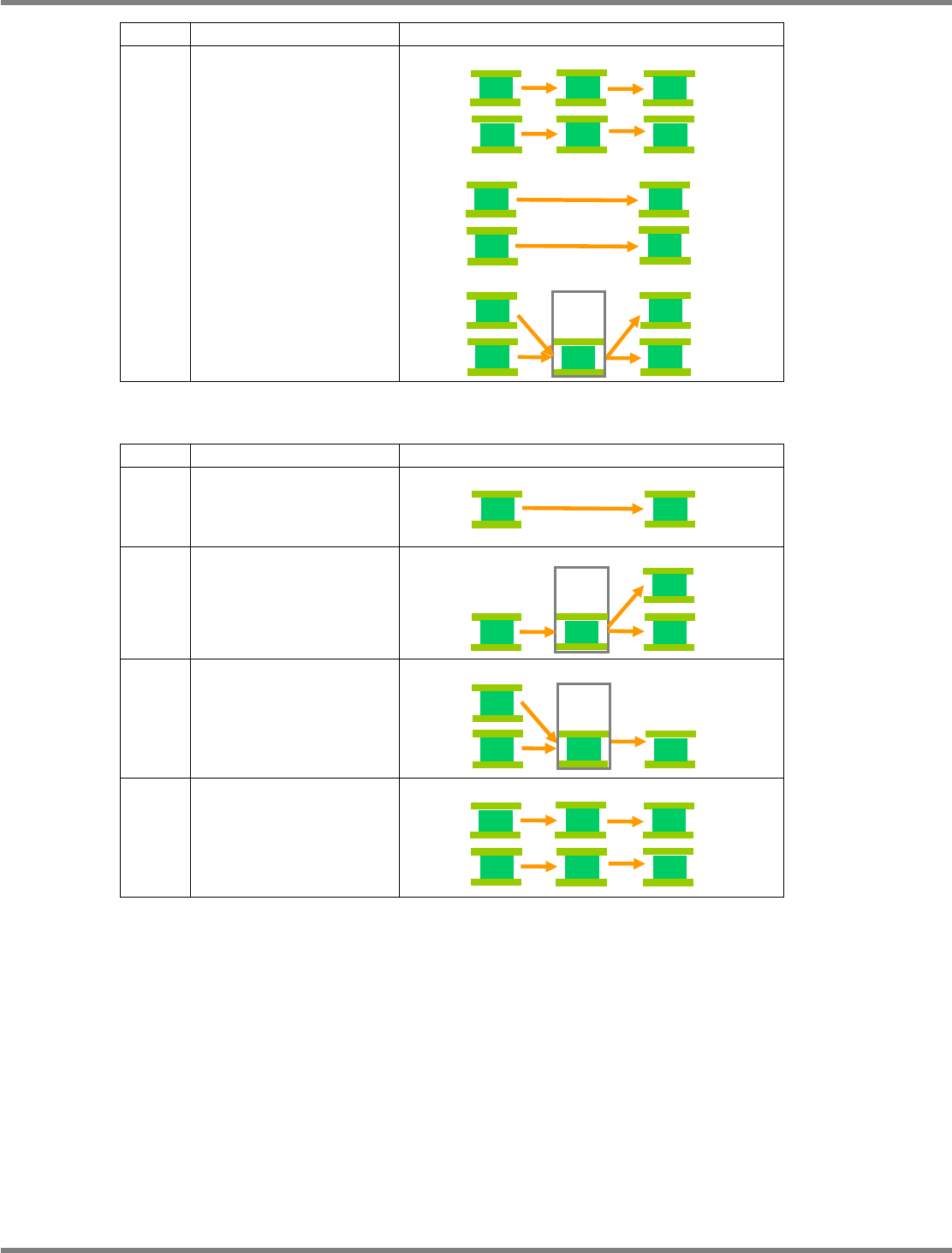
分类
SPI
⇒
NPM
生产线构成
D
Dual
⇒
Dual
•
向锡膏印刷机进行通信
(FB
通信
)
时
分类
SPI
⇒
NPM
生产线构成
A
Single
⇒
Single
B
Single
⇒
Dual
C
Dual
⇒
Single
D
Dual
⇒
Dual
•
传送带、分配传送带、抽取传送带各自能待机的基板数为
1
枚以下。
(
要使得能进行
2
枚以上的待机时,
必须要使用条形码
)
•
请不要在传动带上进行基板的替换,否则会破坏检查结果与补正信息之间的联系,导致补正的错误。
•
设备之间的连接需要是
SMEMA
连接
(BA
信号、
Ready
信号
)
。
•
表中使用了以下略语的表达方式。
Single:
单式轨道
Dual:
双式轨道
CON:
传送带
印刷机
:
锡膏印刷机
A
A
A
A
SPI
NPM
D-2
A
A
A
抽取CON
SPI
NPM
A
A
D-1
A
D-3
A
A
A
A
SPI
NPM
A
分配CON
A
印刷机
A
SPI
A
A
A A
分配CON
印刷机
SPI
A
A
印刷机
SPI
A
A
分配CON
A
A
A
CON
印刷机
SPI
A
A A
NIP
其他公司检查机的接口软件
1.3 与其他公司检查机连接时的生产流程
EJNIPC-MB-01G-01 Page 1-7
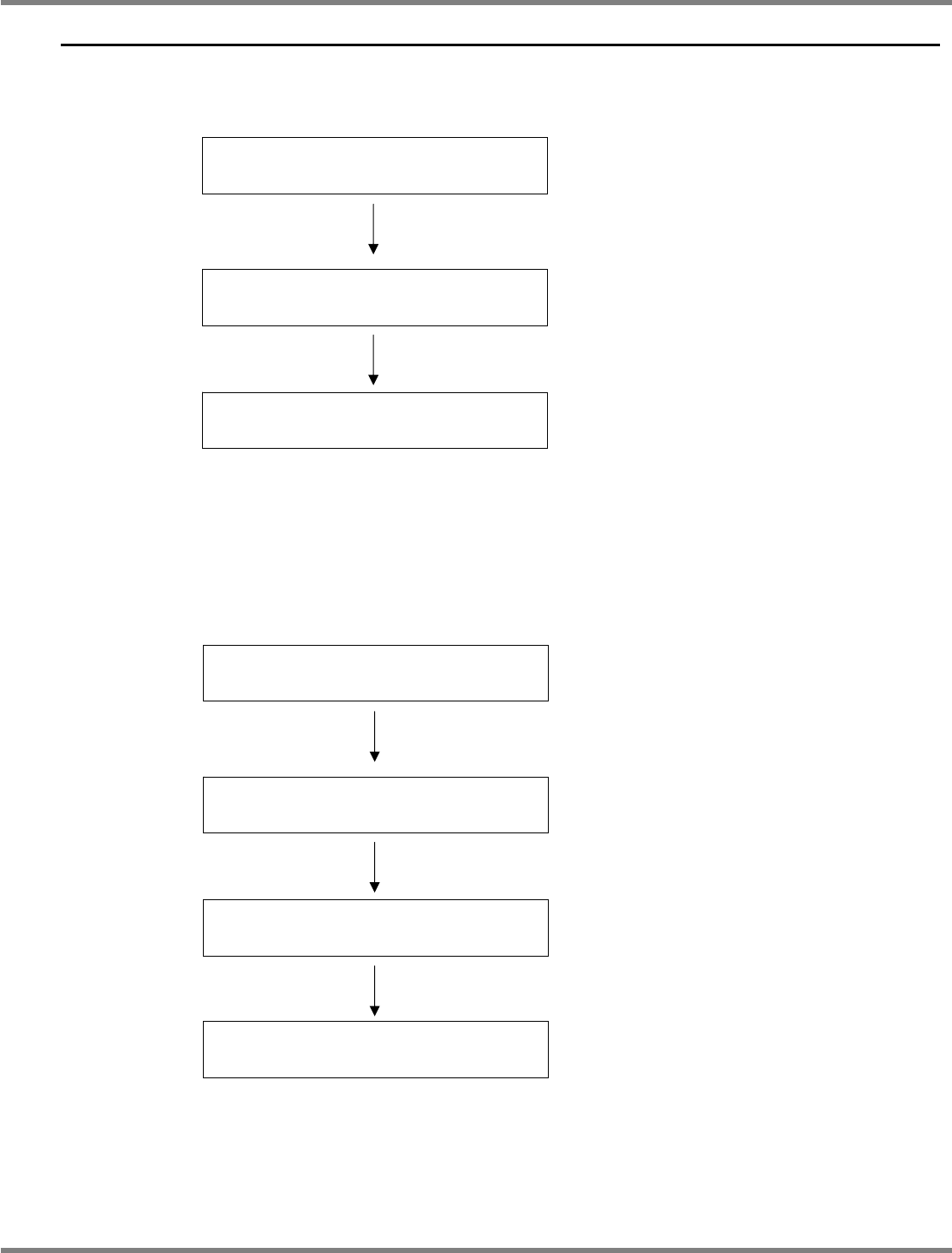
1.3
与其他公司检查机连接时的生产流程
FF
功能以及
FB
功能的大概流程如以下流程图所示。
使用
FF
功能
(APC
、不良标记通信
)
时
*1.
生产数据编制方面的制约:
(1) SPI
、
NPM
都须用同一个
CAD
数据来编制生产数据。
(2)
生产有多个图形的基板时,
SPI
、
NPM
之间的图形数应相同,并且编号设定也要相同。
(3) SPI
生产数据的回路编号与焊接要有正确的联系。
使用
FB
功能
(
印刷位置补正
)
时
*2.
生产数据编制方面的制约:
(1) SPI
、印刷机都须用同一个
CAD
数据来编制生产数据。
(2) SPI
生产数据的回路编号与焊接要有正确的联系。
NIP
启动
读入将
FF
功能设定为
ON
的生产数据
*
1
生产开始
NIP
启动
读入将
FB
功能设定为
ON
的生产数据
*
2
进行
LNB
的
“
其他公司
SPI”
设定
生产开始