JM-20_程序员2 - 第34页
操作手册 Ⅱ 2-1 第 2 章 制作生产程序 2- 1 流程图 本章将对 No 8 进行说明 。同时 ,也将对 No 9 的 “ 校正 ” 部分予 以说明。 No . 生产流程图 备注 1 确认 AT C 周围的状况, 进行日常 检查。 2 确认主气压 ( 0.5 MPa) 。 3 在实施前确认装置内部是否有异物等。 4 节假日后或寒冷地区 , 必须进行预热 (10 分钟 左右 ) 。 5 6 如果因日常检查、设置基 板时清扫吸 嘴、…
操作手册Ⅱ
1-23
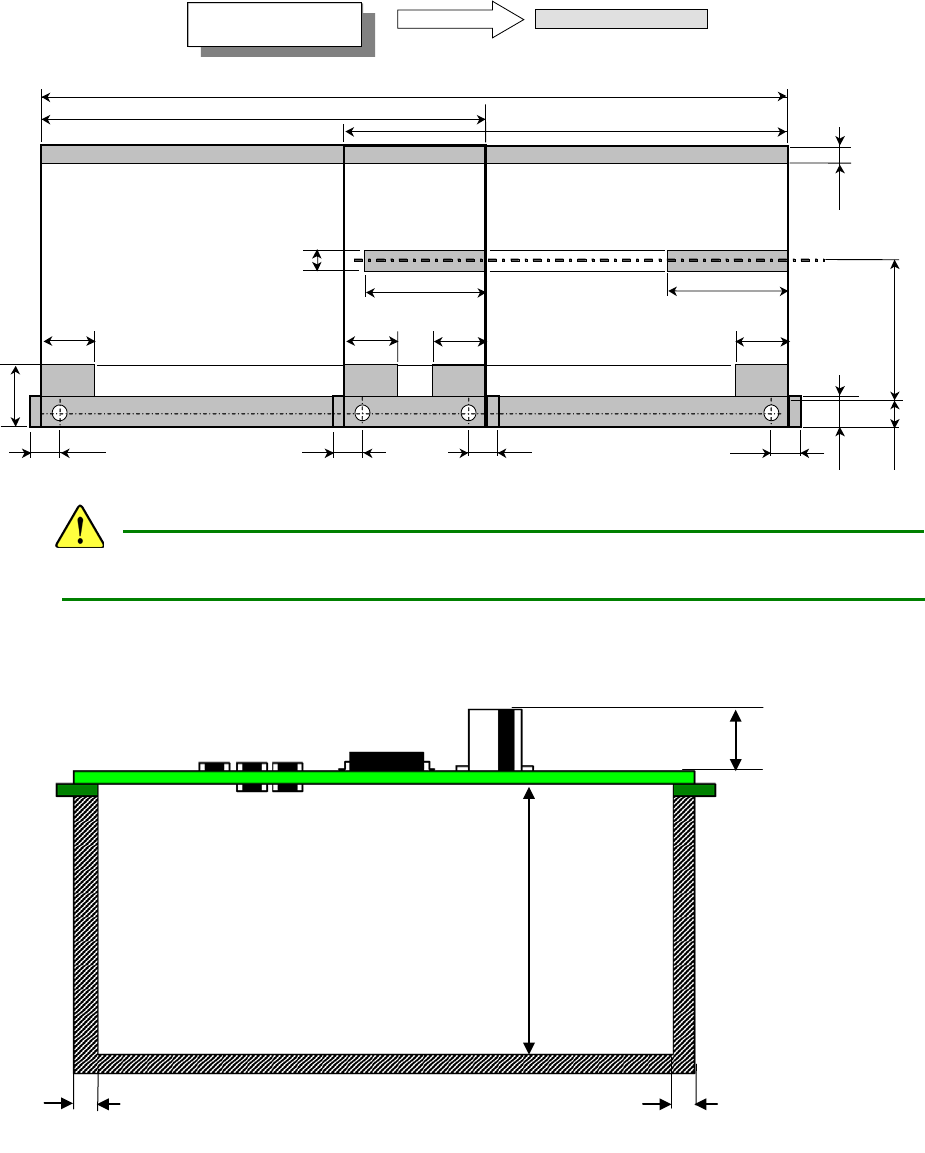
基板传送方向
支撑销不可设置范围
XL 基板规格
(大于 410mm 的情况)
传送轨道固定侧
26.5
20
39.3
26
26
26.5
410
26.5
23
0~443
可动部
26
26
26.5
61
4.5
22.6
~410
61
大于 410~800
基板传送方向为反方向(向左传送)时,支撑销不可设置范围与途中所示为左右对称状态。
3)基板表面及背面可贴片范围
注意
最大
40mm
3mm
3mm
最大元件高度
EC: 2
8mm
U
C: 55mm
操作手册Ⅱ
2-1
第
2
章 制作生产程序
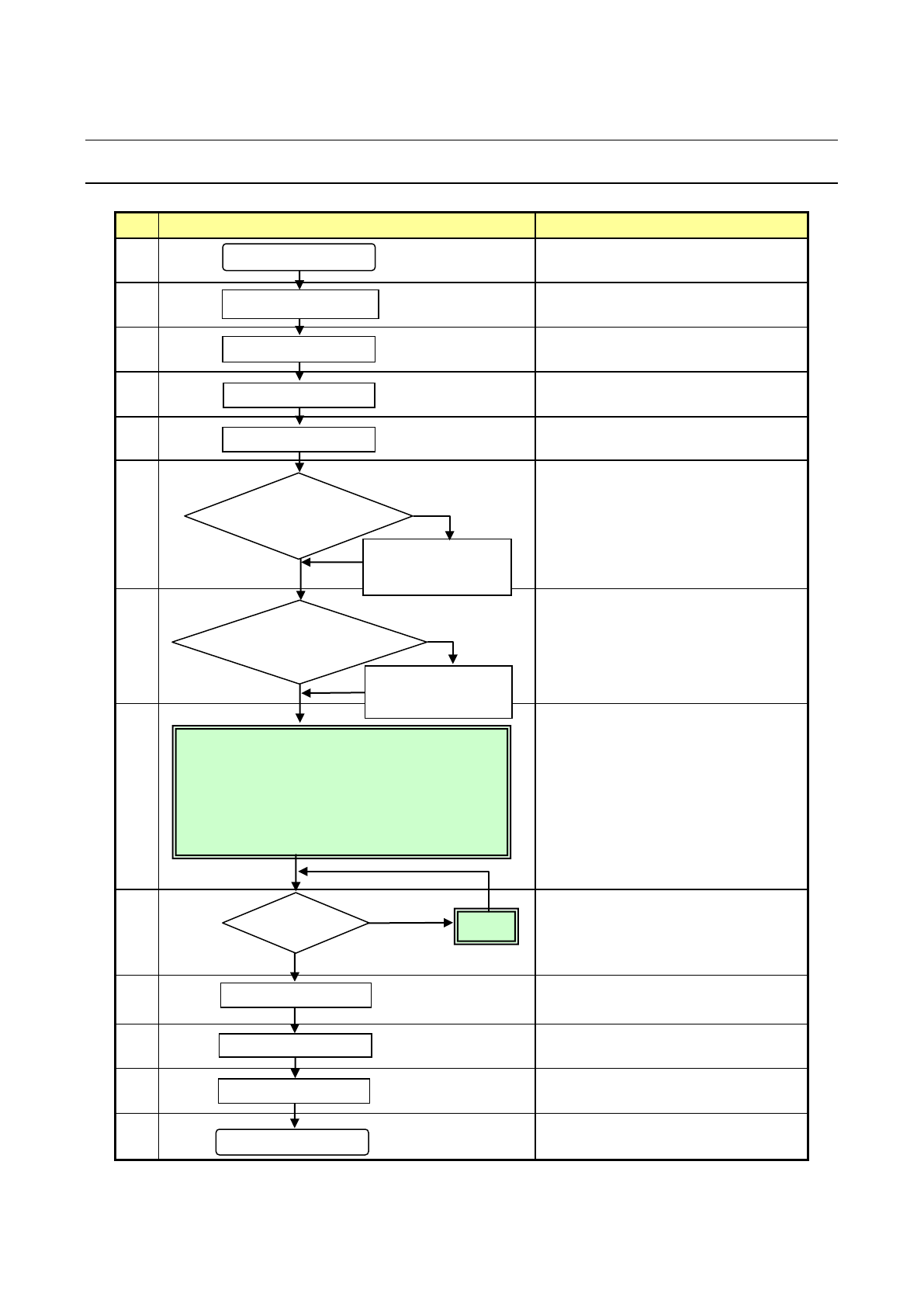
2-1 流程图
本章将对 No8 进行说明。同时,也将对 No9 的“校正”部分予以说明。
No.
生产流程图
备注
1
确认 ATC
周围的状况,进行日常检查。
2
确认主气压(0.5MPa)。
3
在实施前确认装置内部是否有异物等。
4
节假日后或寒冷地区,必须进行预热
(10 分钟左右)。
5
6
如果因日常检查、设置基板时清扫吸
嘴、改变基准销位置等而改变了机器
的初始设置状态时,请重新进行「机
器设置」。
(参见“使用说明书 CD 第 8 章 机器
设置
”)
7
参见
“
第
4
章
数据库
”
8
9
发生贴片位置偏移、定心不良等贴片
不正常时,可在「编辑程序」中进行
校正。部分元件数据可在「生产」中
进行校正。
10
11
12
13
定期实施。
(
参见“使用说明书
CD
第
3
章
维护
”)
调整
机器设置
在「机器设置」中
设置变更部分
制作元件数据库
检查贴片
有错误贴片
日常检查
关闭电源
无错误贴片
必要
不必要
不必要
校正
<制作、编辑生产程序>
●基板数据
●贴片数据
●元件数据
●吸取数据
必要
在「数据库」中
制作元件数据
检查设备
接通电源
返回原点
预热
设置基板
结束生产
生产
操作手册Ⅱ
2-2
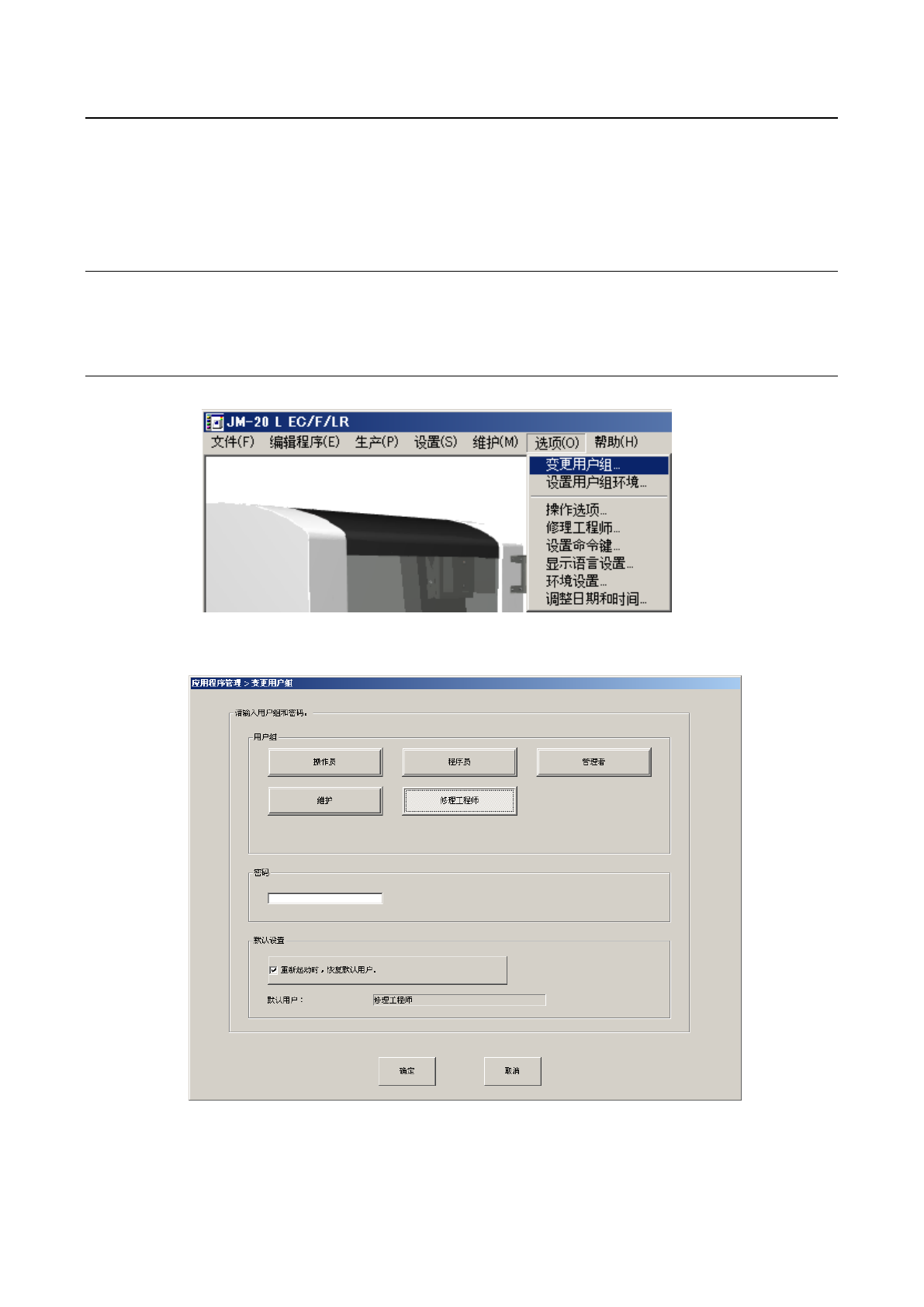
2-2 选项
菜单条的选项菜单,集中了各种功能,便于用户使用设备时的目的·状况进行设置。
在此对「变更用户组」、「设置用户组环境」、「调整时间和日期」、「显示语言设置」(*1)进
行说明。
另外,有关「操作选项」的说明,请参照『使用说明书CD 第7章 操作选项』。
2-2-1 用户组
本设备根据作业人员的操作熟练程度,设置了用户级别,对操作范围进行了限制。
变更用户组时,需输入密码。
2-2-1-1 变更用户组
选择「变更用户组」。
显示变更用户组画面。