00198450-04_UM_TX-V2_PL.pdf - 第218页
4 Ustawienie i uruchomienie Ins trukcja eksploatacji SIPLACE TX 4.7 Uruchamianie automatu Od wersji oprogramowania 714.0 12/2020 218 4.7 Uruchamianie automatu 4.7.1 Uruchamianie automatu u klienta S prawdź, czy wsz yst…
Instrukcja eksploatacji SIPLACE TX 4 Ustawienie i uruchomienie
Od wersji oprogramowania 714.0 12/20204.6 Dopasowanie wózka na podzespoły elektroniczne do wysokości przenośnika płytek druko-
wanych
217
4.6.1 Ostrzeżenia
4
4.6.2 Narzędzia i środki pomocnicze
Do regulacji wysokości wózka na podzespoły elektroniczne potrzebne są następujące narzędzia
i środki pomocnicze:
– Pomocnicze środki montażowe (nr art. 03015976-xx)
– Podnośnik do podniesienia stołu wózków na podzespoły elektroniczne, minimalny udźwig 80
kg
4.6.3 Zmiana wysokości wózka na podzespoły elektroniczne
4
Zamocować pomocniczy środek montażowy na stole na podzespoły za pomocą obu śrub z
gniazdem sześciokątnym M8 x 50.
Hak podnośnika zaczepić w uchu.
Odkręcić zawleczkę mocującą i podnieść stół na podzespoły elektroniczne do żądanego po-
łożenia.
Włożyć zawleczkę w otwór dla żądanej wysokości.
Zdemontować pomocnicze elementy montażowe.
OSTRZEŻENIE
Zmiana wysokości wózka na podzespoły elektroniczne przez wykwalifikowane osoby!
Zmiana wysokości wózków na podzespoły elektroniczne może zostać wykonana tylko
przez techników firmy ASM Assembly Systems GmbH&Co.KG lub przez certyfikowany
personel.
Przestrzegać obowiązujących w tym zakresie przepisów bezpieczeństwa pracy.
Aby zmienić wysokość stołu na podzespoły, zdjąć ze stołu wszystkie moduły podaj-
nikowe.
OSTRZEŻENIE
Niebezpieczeństwo uszkodzenia!
Podnoszenie i opuszczanie stołu na podzespoły może prowadzić do deformacji.
Zdjąć wszystkie moduły podajnikowe ze stołu na podzespoły.
W celu zmiany wysokości zamontować urządzenie pomocnicze do montażu na
stole na podzespoły.

4 Ustawienie i uruchomienie Instrukcja eksploatacji SIPLACE TX
4.7 Uruchamianie automatu Od wersji oprogramowania 714.0 12/2020
218
4.7 Uruchamianie automatu
4.7.1 Uruchamianie automatu u klienta
Sprawdź, czy wszystkie zespoły są dobrze zamocowane.
Zdemontować zabezpieczenia transportowe (patrz rozdział 4.5.2, strona 199).
Przetrzeć szyny prowadnic liniowych osi X/Y niestrzępiącą się szmatką. Nie używać do tego
celu żadnego rozpuszczalnika (patrz rozdział 4.5.4
, strona 203).
Przyłączyć zasilanie elektryczne i pneumatyczne. Uważać, aby żaden z przewodów zasilają-
cych nie stwarzał zagrożenia potknięciem się. W miarę możliwości, przewody zasilające ukła-
dać pod maszyną.
Włączyć automat i sprawdzić działanie urządzeń zabezpieczających, takich jak przyciski wy-
łączników awaryjnych, łączniki pozycyjne kołpaków i wózki na podzespoły elektroniczne.
Przeprowadzić przebieg referencyjny.
Przeprowadzić pierwszą kalibrację (patrz rozdział 4.7.2.1, strona 219).
Wczytać partię do komputera i przetestować ją.
Sprawdzić punkt zerowy maszyny po 3–4 h rozgrzewania.
Wspólnie z personelem Klienta uzbroić moduły podajnikowe na podstawie programu uzbra-
jania Klienta.
Przeprowadzić instruktaż obsługi modułów podajnikowych na podstawie JobGuide.
4.7.2 Kontrola i ustawianie wyłączników kołpaków ochronnych
Sprawdzić działanie łączników kołpaka ochronnego (patrz 2.4.1 na stronie 73).
W razie potrzeby wyjustować wyłączniki kołpaków ochronnych (patrz instrukcja serwisowa).
Instrukcja eksploatacji SIPLACE TX 4 Ustawienie i uruchomienie
Od wersji oprogramowania 714.0 12/2020 4.7 Uruchamianie automatu
219
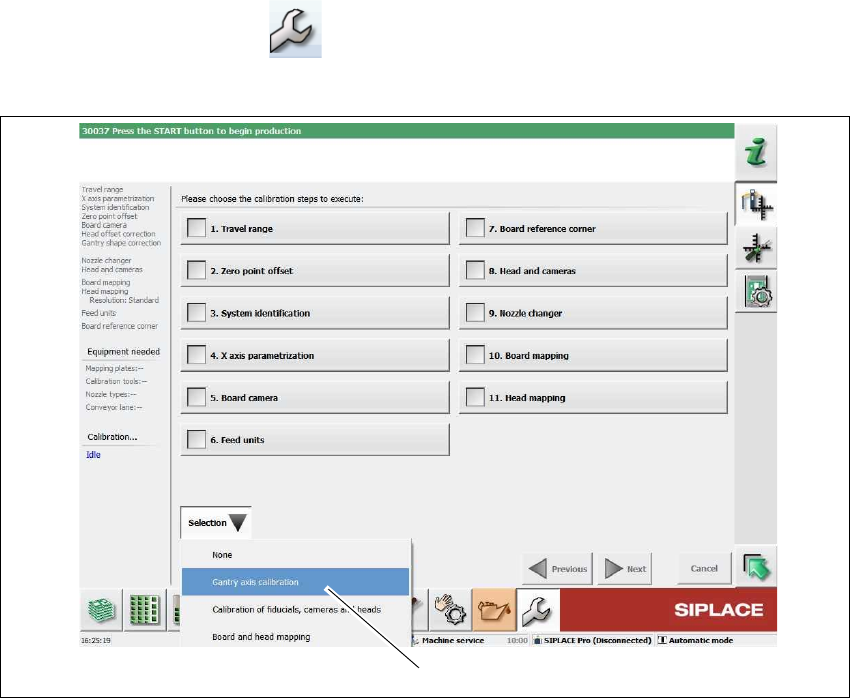
4.7.2.1 Przeprowadzenie pierwszej kalibracji
Na pasku symboli kliknąć „Service Tools” .
Kliknąć przycisk Automatyczna kalibracja.
4
Rys. 4.7 - 1 Service Tools => Automatyczna kalibracja
Wybrać Wybór => Kalibruj osie portalowe (1).
(1)