N7201A616E00_0317.pdf - 第645页
NPM-W 2 EJM7DJ-MB-08O-00 8-1-2 -4 APC system System model chart (when a solder inspection machine manuf actured by other company is used) ● As well as the license of the APC system, the licens e of interface so ftware of…
NPM-W2 EJM7DJ-MB-08O-00
Over-
view
Line example and APC
system 2
Operating procedure
8-1-2
8-1-2-3
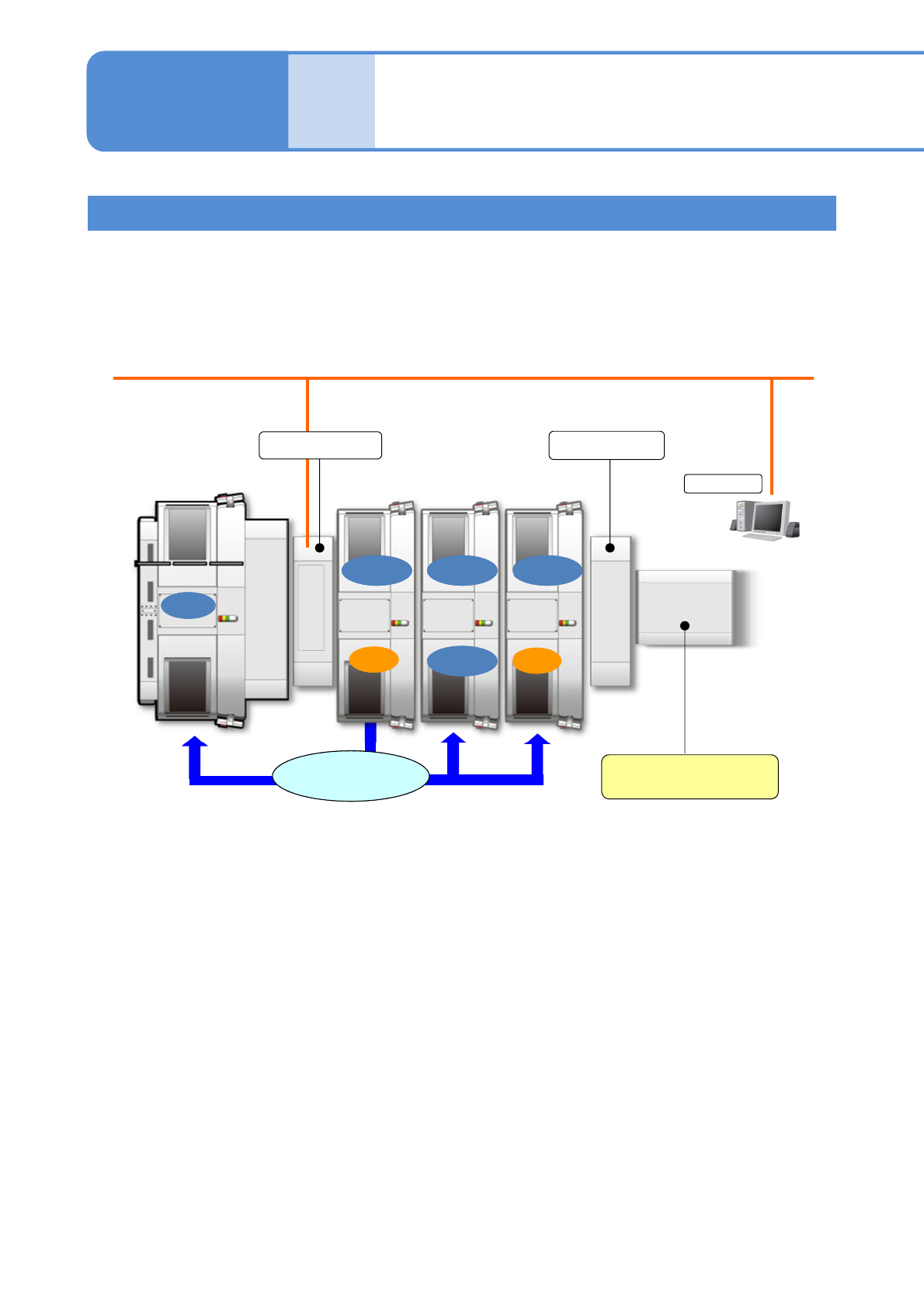
System model chart (when NPM inspection head is used)
This section describes the standard configuration of the system using APC.
● The following illustration shows an example of a PCB, that an inspection result of solder inspection (SPI)
or component inspection (AOI) results in defects, stops at the last conveyor. APC can also be installed
right after each inspection machine. Please ask specification if you are desired to do so.
● License of APC system is required per machine which generates or receives the APC correction data.
1) The following options are required.
FA computer, HUB unit, Power supply unit
2) Customer provides the conveyors.
NPM-DGS
装着装着
装着装着
SPISPI
PlacementPlacement
PrintingPrinting
Ejection conveyor
2)
Conveyor L
1)
APC correction data
AOIAOI
PlacementPlacementPlacementPlacement
PlacementPlacement
Conveyor R
NPM-W2 EJM7DJ-MB-08O-00
8-1-2-4
APC
system
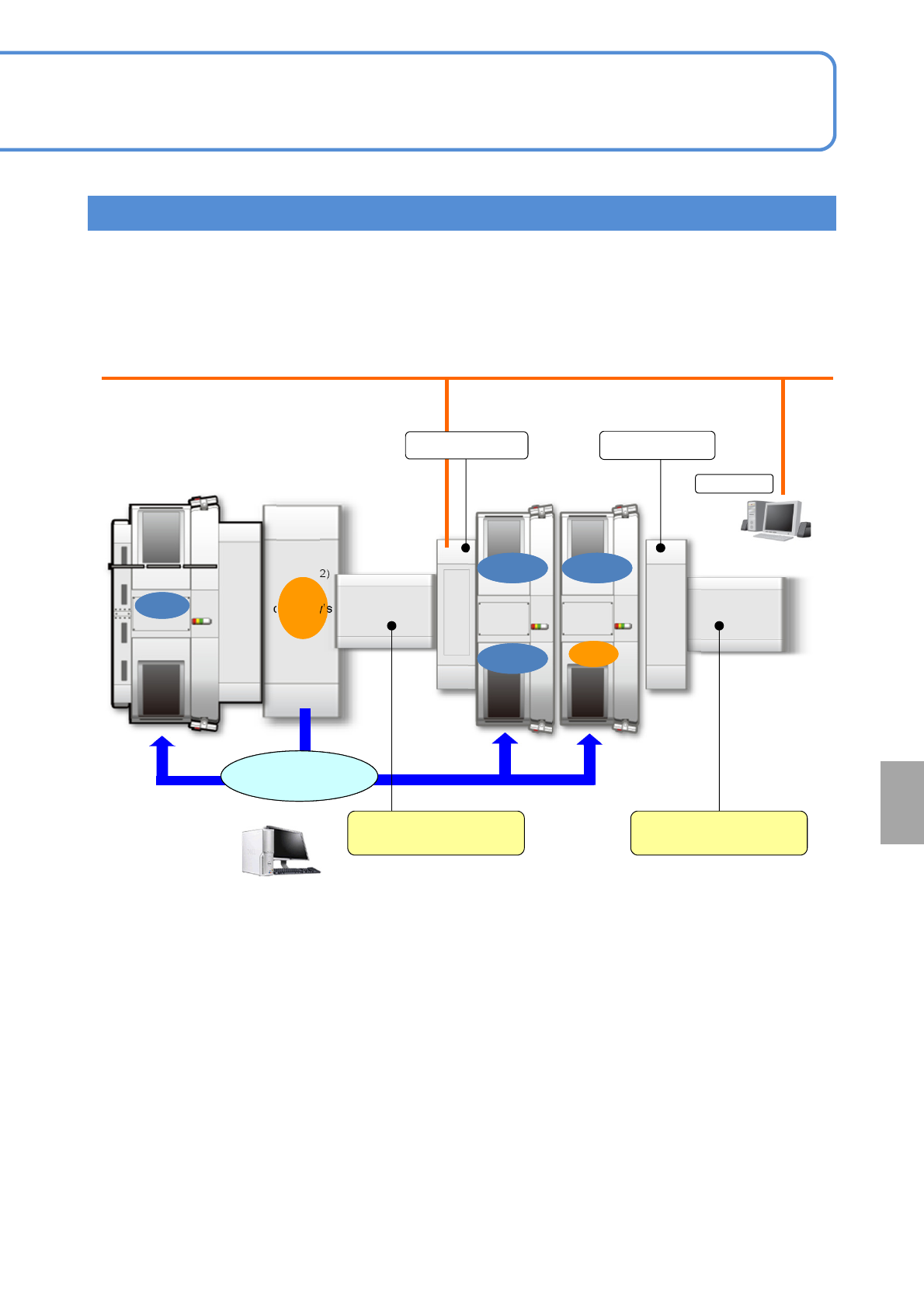
System model chart (when a solder inspection machine manufactured by other company is used)
● As well as the license of the APC system, the license of interface software of the inspection machine
manufactured by other company is necessary per machine which receives the ACP correction data.
● NIP (PC used for converting the data of the inspection machine manufactured by other company) is
necessary.
● Please contact us about applicable models of an inspection machine manufactured by other company.
1) The following options are required.
FA computer, HUB unit, Power supply unit
2) Customer provides the conveyors.
Other
company’s
SPI
Other
company’s
SPI
2)
NPM-DGS
Conveyor L
1)
Ejection conveyor
2)
Ejection conveyor
2)
NIP
2)
APC correction data
PlacementPlacement
PlacementPlacement
PrintingPrinting
AOIAOI
PlacementPlacement
Conveyor R
NPM-W2 EJM7DJ-MB-08O-00
8-2-1-1
System
function
details
Various functions 1
Operating procedure
8-2-1
Soldering position measurement function
■Applicable component type
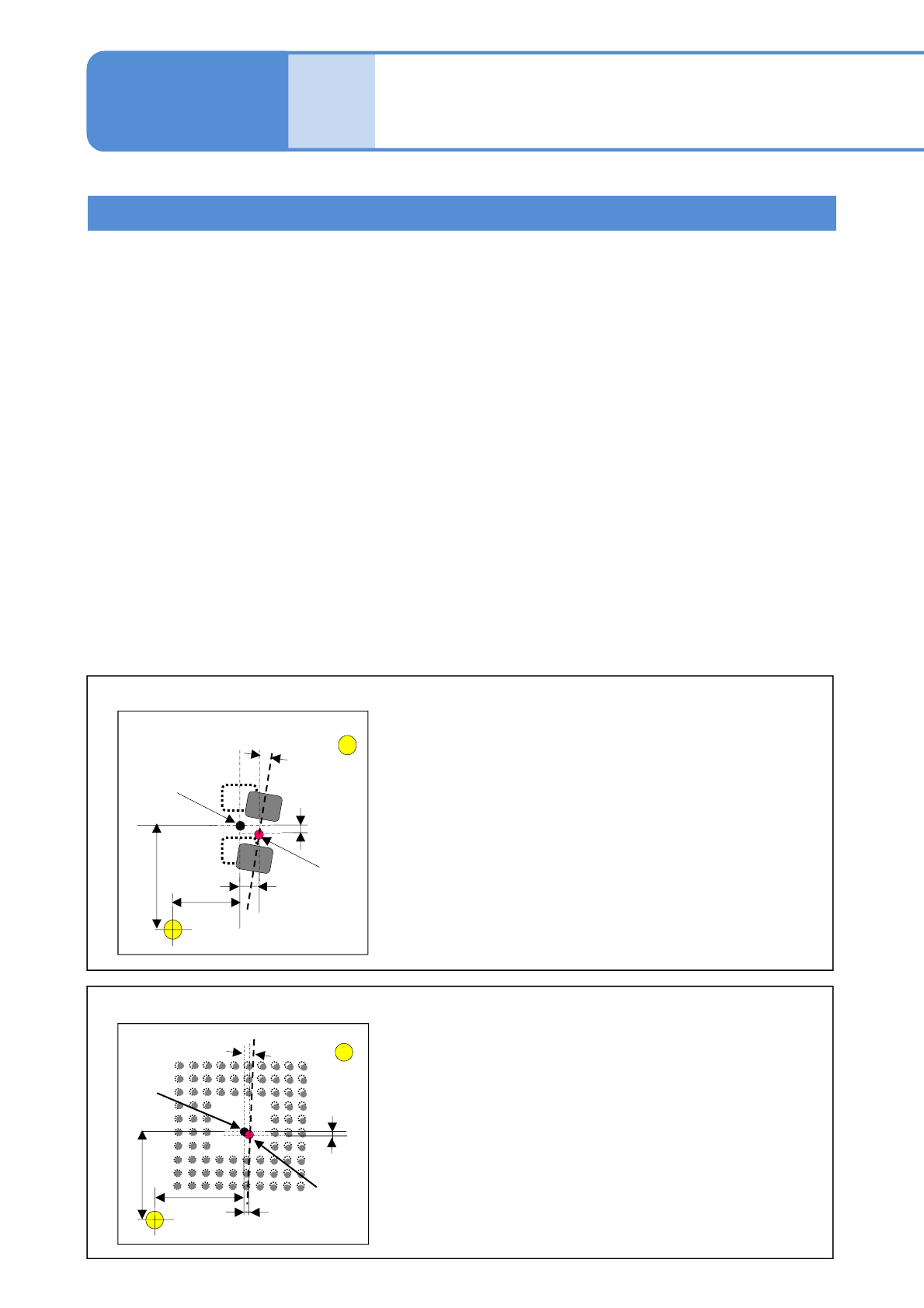
Based on the coordinate origin and the angle obtained by recognizing the PCB positioning mark, the
following soldering position misalignment amount is calculated on a per-placement component basis, and
the position is corrected relative to the logical placement coordinate.
■Calculating the misalignment amount of soldering positions
dθ:
The soldering position misalignment angle averages the difference, obtained relative to all solder, between
the theoretical angle and the measurement angle of the straight line connecting two positions of solder’s
center of gravity.
Dx, dy:
The soldering position misalignment amount averages the difference between the theoretical coordinate of
solder’s center of gravity relative to all solder and the measurement coordinate taking into account the
misalignment amounting equal to the above dθ.
The most relevant placement correction amount is calculated based on the soldering position
misalignment amount and the correction amount control parameters in response to each process, and
thus components are placed to the best suited position.
■Calculating the placement correction amount
Package component
①
⑨
③
④
⑦
⑧
⑤
⑥
②
① PCB positioning mark A
② PCB positioning mark B
③ Placement logical coordinate by positioning mark recognition
result
④ X logical coordinate of placement component
⑤ Y logical coordinate of placement component
⑥ Placement coordinate after correction
⑦ Printing misalignment amount dx of X direction
⑧ Printing misalignment amount dx of Y direction
⑨ Printing misalignment amount dx of θ direction
Square ship component
⑨
③
④
⑦
⑤
⑥
①
②
⑧
① PCB positioning mark A
② PCB positioning mark B
③ Placement logical coordinate by positioning mark recognition
result
④ X logical coordinate of placement component
⑤ Y logical coordinate of placement component
⑥ Placement coordinate after correction
⑦ Printing misalignment amount dx of X direction
⑧ Printing misalignment amount dx of Y direction
⑨ Printing misalignment amount dx of θ direction
There is no specific restriction. Specification for the solder to be measured is the same as the solder
inspection specification. See the operating instruction of the machine which performs solder inspection
(NPM inspection head or other company’s inspection machine).
1. Component placement feed forward