3D AOI软件编程手册_20201204 - 第50页
第七章 CH IP 类元件通用 资料库的编写 V 7.0.4584.0-2 www .jutze. com.cn 50 / 136 7.3.3 调整检 测窗口大小 焊盘不良 1 的检 测窗口的大小 应确保大于焊 盘 L 方向(即长 方向)长度; 7.3.4 调整亮 度和颜色的参数, 并设定带宽百 分比 亮度和颜色 的参数设定以 能标示出焊盘( 焊锡)区域为佳; 7.3.5 设定输 出向量。 7.4 焊盘 不良 2 7.4.1 点击 新建…

第七章 CHIP 类元件通用资料库的编写 V 7.0.4584.0-2
www.jutze.com.cn 49
/
136
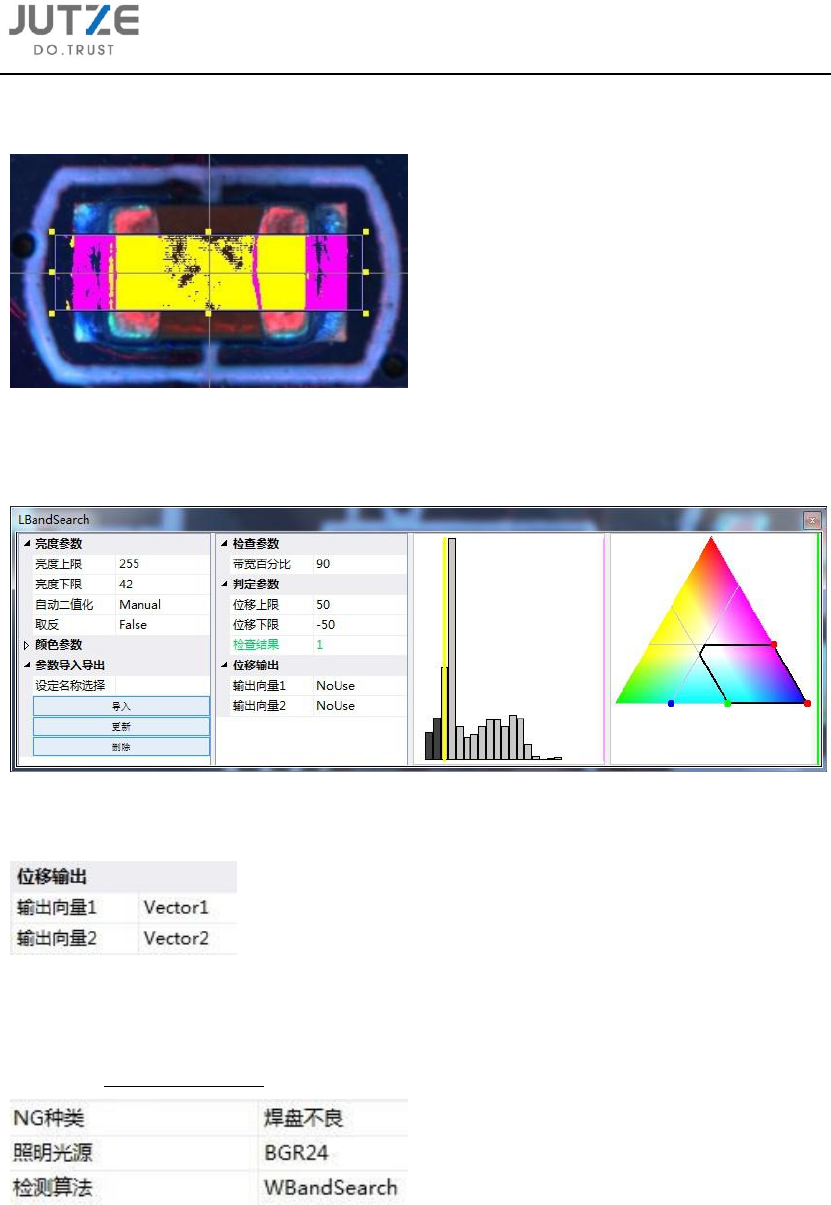
7.3 焊盘不良 1
7.3.1 点击快捷菜单栏上新建一个检测窗口,使左侧检测窗口信息栏中增加一行检测项;
7.3.2 设定 NG 种类、照明光源和检测算法;
第七章 CHIP 类元件通用资料库的编写 V 7.0.4584.0-2
www.jutze.com.cn 50
/
136
7.3.3 调整检测窗口大小
焊盘不良 1 的检测窗口的大小应确保大于焊盘 L 方向(即长方向)长度;
7.3.4 调整亮度和颜色的参数,并设定带宽百分比
亮度和颜色的参数设定以能标示出焊盘(焊锡)区域为佳;
7.3.5 设定输出向量。
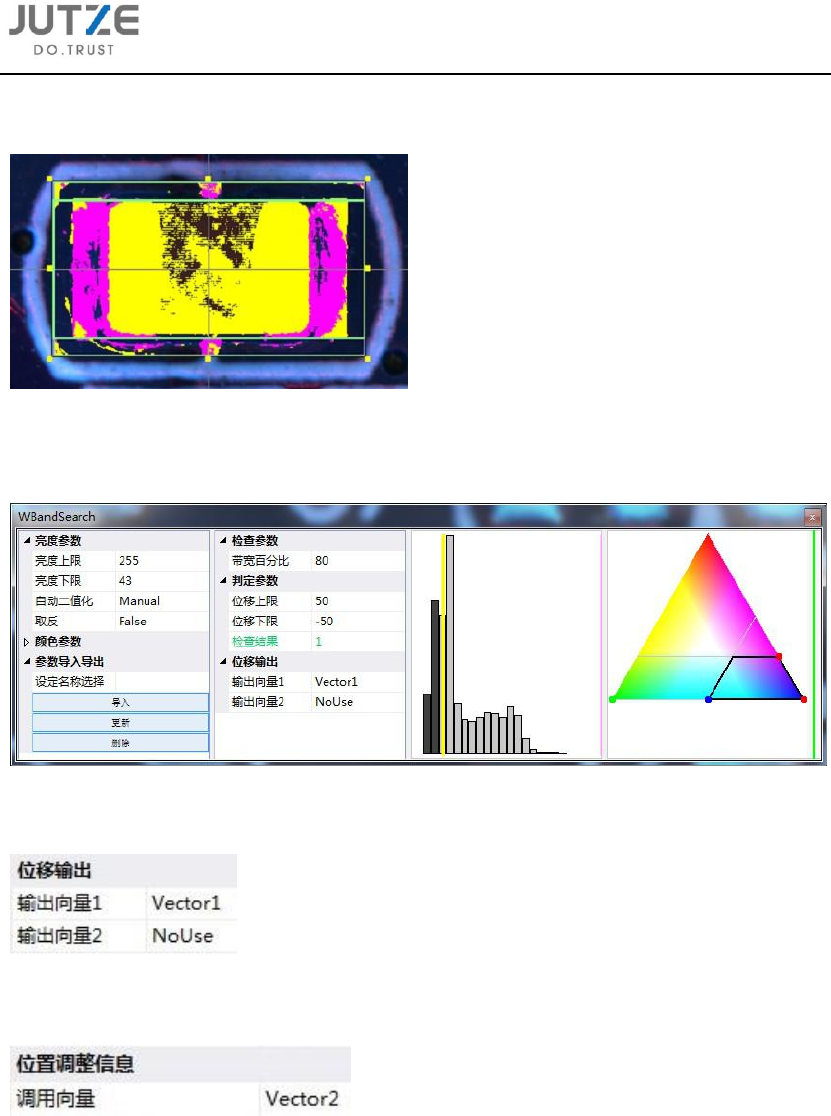
7.4 焊盘不良 2
7.4.1 点击新建一个检测窗口(同 7.3.1 中操作),并设定 NG 种类、照明光源和检测算法;
第七章 CHIP 类元件通用资料库的编写 V 7.0.4584.0-2
www.jutze.com.cn 51
/
136
7.4.2 调整检测窗口大小
焊盘不良 2 的检测窗口的大小应确保大于焊盘 W 方向(即宽方向)的长度;
7.4.3 调整亮度和颜色的参数,并设定带宽百分比
亮度和颜色的参数设定以能标示出焊盘(焊锡)区域为佳;
7.4.4 设定输出向量;
7.4.5 设定调用向量。