DFD6361-Maintenance.pdf - 第71页
A-55 Ene rgy-eff icien t mech anism of t he vac uum system Among the five vacuum lines of DFD6351 and DFD6361, the following four line excluding the spinner table vacuum use an energy-efficient mechanism to save air cons…
A-54
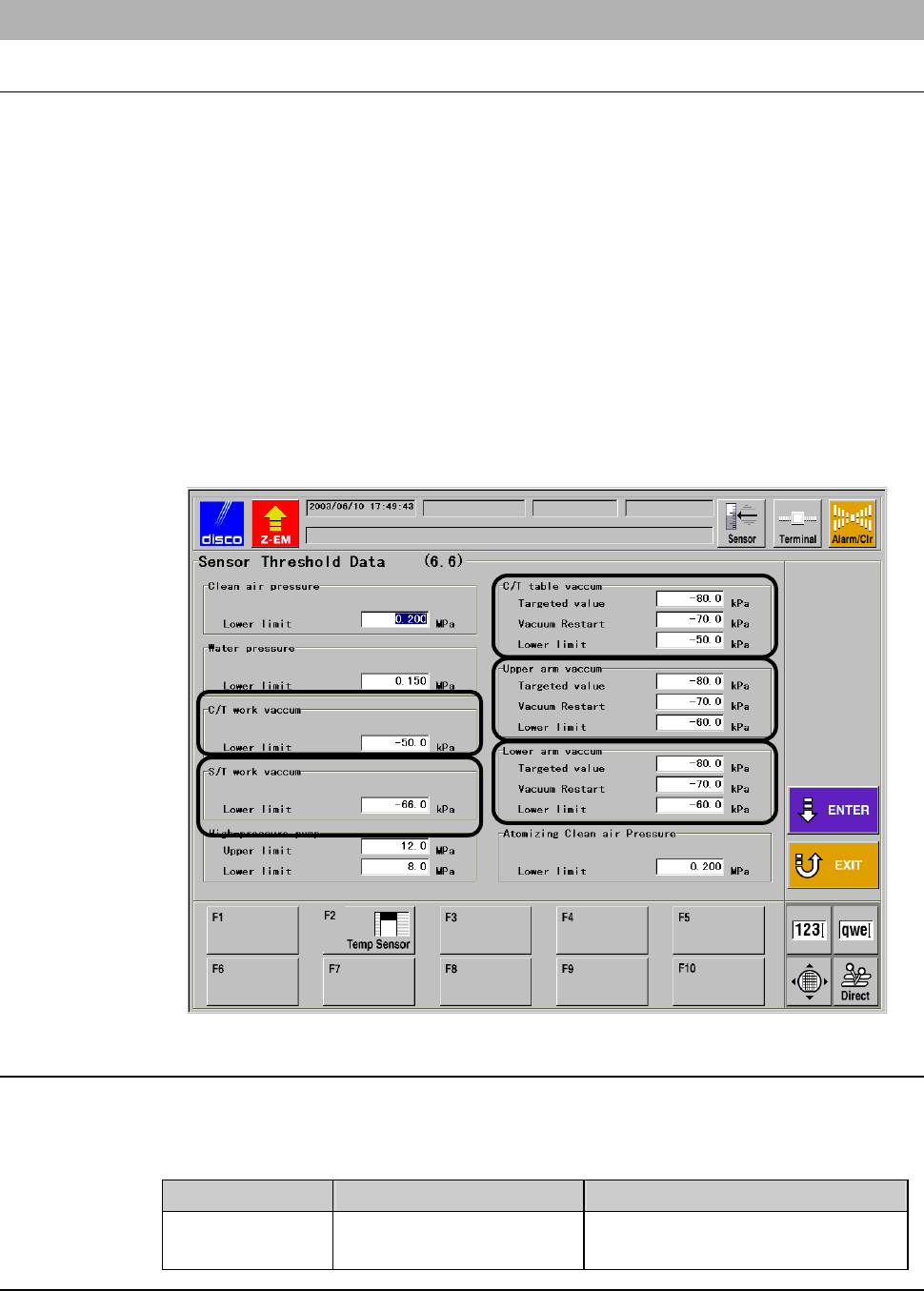
4-2-3. Vacuum pressure sensor
Vacuum pressure sensor
To protect the machine itself and workpieces during cutting, the machine
monitors the vacuum pressure. The readings of vacuum pressure sensor are
manipulated by the software of the machine.
The vacuum pressure sensor checks the following vacuum:
- Chuck table workpiece vacuum
- Chuck table vacuum
- Spinner table vacuum
- Upper arm vacuum
- Lower arm vacuum
In this machine, vacuum pressures are controlled digitally.
To set these pressures, use the SENSOR THRESHOLD DATA screen [screen
6.6].
Recommended set value of vacuum
The following table shows the recommended set value of workpiece vacuum.
Note that, however, the desirable set value is different from the application
used by customers.
Section Monitoring Recommended set value
Workpiece
vacuum
Workpiece vacuum
pressure
-66.7 to -73.3kPa
A-55
Energy-efficient mechanism of the vacuum system
Among the five vacuum lines of DFD6351 and DFD6361, the following four
line excluding the spinner table vacuum use an energy-efficient mechanism to
save air consumption.
- Chuck table workpiece vacuum
- Chuck table vacuum
- Upper arm vacuum
- Lower arm vacuum
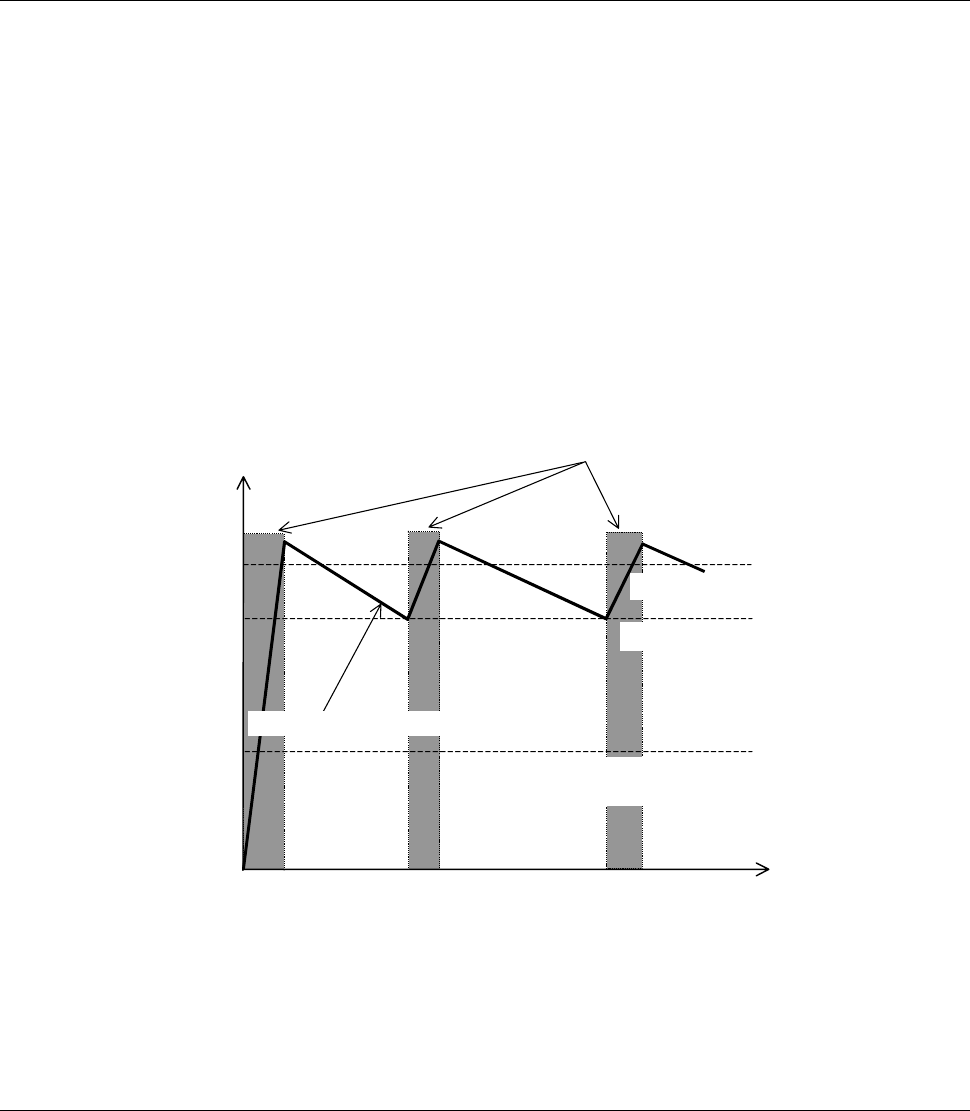
In the vacuum lines of traditional models, the air is supplied to the ejector all
the while vacuum operation is performed.
DFD6351 and DFD6361, however, continuously monitors the changes in the
vacuum pressure and the air is supplied to the ejector only when the vacuum
pressure drops to or lower than a threshold. This new feature has realized a
great reduction of air consumption, compared with precedent mechanism.
Vacuum pressure
Time
C:Lower limit
(If below, vacuum error will occur.)
A:Target pressure
Time or period when air is
supplied to the ejector
Changes of vacuum pressure
B:Pressure to resume vacuuming
The less the decline of the vacuum pressure caused by air leak is, the greater
the effect of the machine's air-saving mechanism becomes. If you use
workpieces that fail to contact intimately with the chuck table or if the
compatibility between the θ-axis table and the chuck table is poor, the amount
of air leak would increase, and this will result in an increase of air
consumption.
A-56
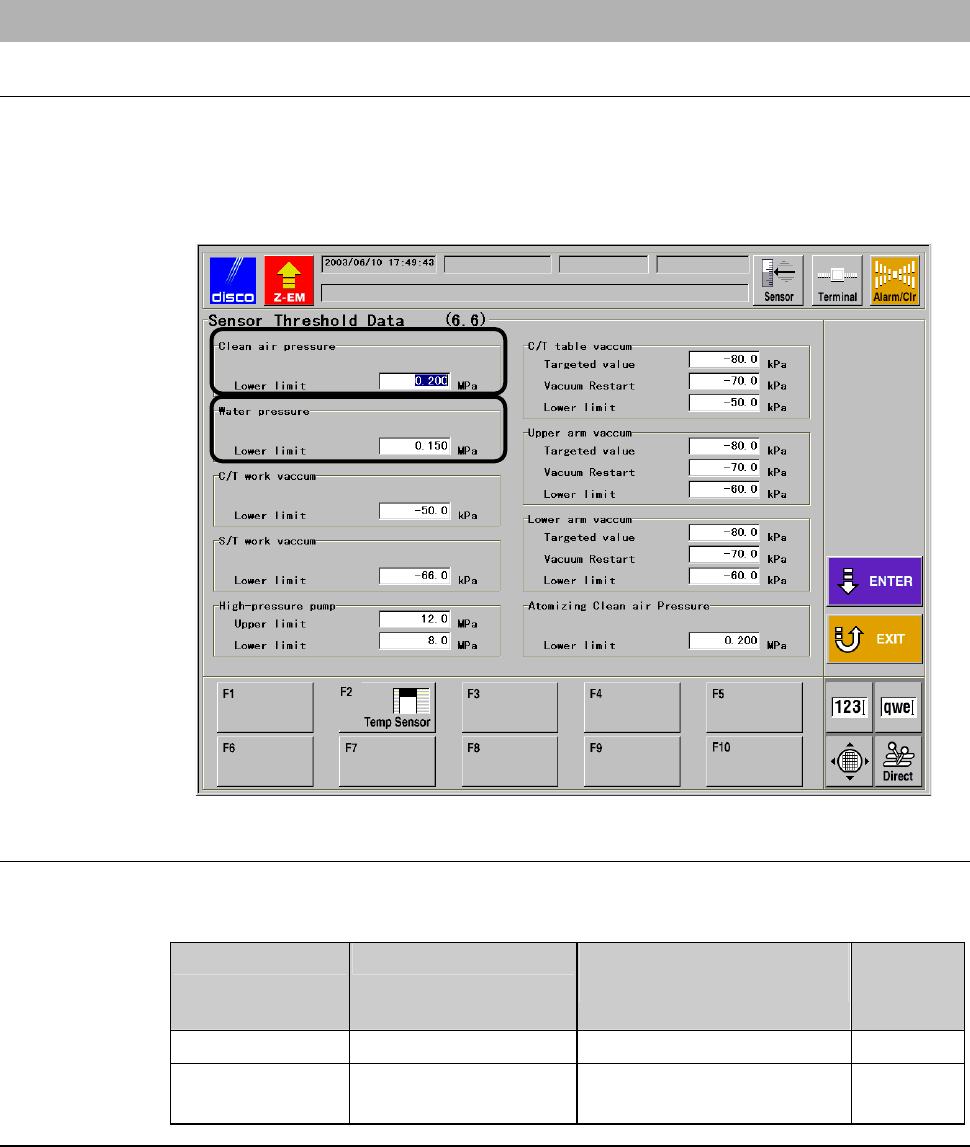
4-2-4. Sensor for clean air and deionized water
Pressure sensor for clean air and deionized water
In this machine, the supply pressures of clean air and deionized water are
controlled digitally.
To set these pressures, use the SENSOR THRESHOLD DATA screen [screen
6.6].
Recommended setting value of pressures
The table below shows the recommended setting values. The values vary
according to the application used.
Location Monitoring Recommended setting
value
Positive/
Negative
pressure
Clean air Clean air pressure 0.2MPa Positive
Deionized water Deionized water
pressure
0.15MPa Positive