00191915-01.pdf - 第57页
Istruzioni per l’uso SIPLA CE 80S-2 0/F4 1 Introduzione, Dati tecnici Versione software S R.406.xx Edizione 02/2000 IT 1.13 Sommario dei gruppi di componenti - teste di m ontaggio 55 1.13 Sommari o dei gruppi di componen…
1 Introduzione, Dati tecnici Istruzioni per l’uso SIPLACE 80S-20/F4
1.12 Sommario dei gruppi di componenti - portale Versione software SR.406.xx Edizione 02/2000 IT
54
1.12.3 Dati tecnici dell’asse X
1.12.4 Struttura dell’asse Y
L’asse Y è composto sostanzialmente dai seguenti gruppi di componenti principali: 1
– Servomotore a corrente continua Y
– Cinghia dentata Y
– Sistema di guida Y
– Sistema di misurazione dell’asse Y
1
Ogni asse Y viene azionato da un servomotore trifase. Un comando anticrash limita il percorso di
spostamento dei portali l’uno rispetto all’altro. 1
1.12.5 Dati tecnici dell’asse Y
Trasmissioni Servomotore a corrente continua/cinghia dentata
Velocità max. 2,5 m/sec.
Percorso di spostamento 620 mm
Sistema di misura del percorso Riga di metallo lineare
Lunghezza della riga 646 mm
Risoluzione 2,5 µm
Trasmissioni Servomotore a corrente continua/cinghia dentata
Velocità max. 2,5 m/sec.
Percorso di spostamento dei portali 910 mm
Sistema di misura del percorso righe lineari di metallo
Lunghezza della riga 970 mm
Risoluzione 2,5 µm
Istruzioni per l’uso SIPLACE 80S-20/F4 1 Introduzione, Dati tecnici
Versione software SR.406.xx Edizione 02/2000 IT 1.13 Sommario dei gruppi di componenti - teste di montaggio
55
1.13 Sommario dei gruppi di componenti - teste di
montaggio
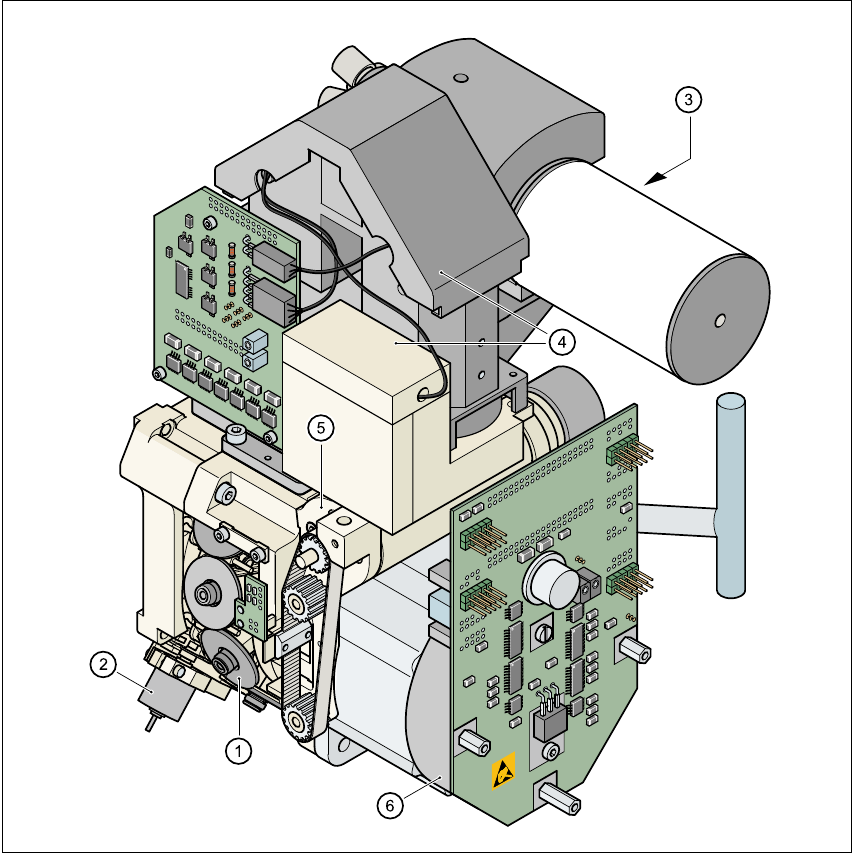
1.13.1 Struttura della testa revolver a 12 segmenti
1
Fig. 1.13 - 1 Struttura della testa revolver a 12 segmenti
(1) Stella con 12 bussole (2) Motore, azionatore a valvola "scarto"
(3) Stazione di rotazione (4) Modulo Vision CO
(5) Trasmissioni asse Z (6) Motore stella
1 Introduzione, Dati tecnici Istruzioni per l’uso SIPLACE 80S-20/F4
1.13 Sommario dei gruppi di componenti - teste di montaggio Versione software SR.406.xx Edizione 02/2000 IT
56
Tutti i componenti vengono montati con lo stesso tempo ciclo. Prima che il componente venga
montato, viene misurato optoelettronicamente con il modulo Vision. 1
– La videocamera Vision CO produce un’immagine del componente accettato.
– Viene anche determinata la posizione esatta del componente.
– La forma involucro del componente accettato viene paragonata alla forma involucro program-
mata per identificare il componente. I componenti non identificati verranno scartati.
– La stazione di rotazione ruota il componente alla posizione di montaggio richiesta.
1.13.2 Descrizione della testa revolver a 12 segmenti
– La testa revolver a 12 segmenti funziona in base al principio Collect & Place, ovvero i compo-
nenti vengono accettati dalle pipette con l’aiuto di un vuoto e posizionati delicatamente e nella
posizione esatta sul circuito stampato con l’aiuto di un getto d’aria dopo un ciclo completo di
accettazione. Allo stesso, tempo, viene controllato più volte il vuoto nelle pipette per stabilire
anche se i componenti siano stati prelevati, ovvero posizionati correttamente.
– La modalità "intelligente" Sensorstopp dell’asse Z regola l’aplanarità CS quando vengono de-
positati i componenti.
– I componenti errati vengono scartati e montati successivamente in un ciclo di riparazione.
1.13.3 Dati tecnici della testa revolver a 12 segmenti
Gamma di componenti da 0402 fino a 18,7mm x 18,7mm inc. BGA, µBGA,
Flip-Chip, TSOP, QFP, PLCC, SO fino a SO32,
DRAM
Altezza max. 6 mm
Griglia piedini min. 0,5 mm
Misure min. 0,5 mm x 1,0 mm
Misure max. 18,7 mm x 18,7 mm
Peso max. 2 g
Sollevamento max. dell’asse Z 16 mm
Potenza di posizionamento programmabile da 2,4 a 5,0 N
Tipi di pipette 7xx
Precisione angolare ± 0,525° / 3 σ, ± 0,70° / 4 σ, ± 1,05° / 6 σ
Precisione di montaggio ± 67,5 µm / 3 σ, ± 90 µm / 4 σ, ± 135 µm / 6 σ