SIPLACE TX系列高级应用培训手册 - 第24页
- 23 - 第六节 切刀系统 用于切断取过料的废料 带(纸或塑料基带)。切刀由 供料器控制单元( FCU )控制,贴片 头的 一个取料周期结束后,主计算机通过 CAN Bus 发指令给 FCU , FCU 控制切刀切割一次 。切刀的 活动刀片由电磁阀控制的两个气 缸驱动。 切刀由上 ˎ 下两片刀片构成,上刀片 固定在框架上,下刀片由气缸控制做切割运动,并由气 缸上 的两个接近开关检测其位 置。 FCU 不仅控制切刀,还控制 Feede…
- 22 -
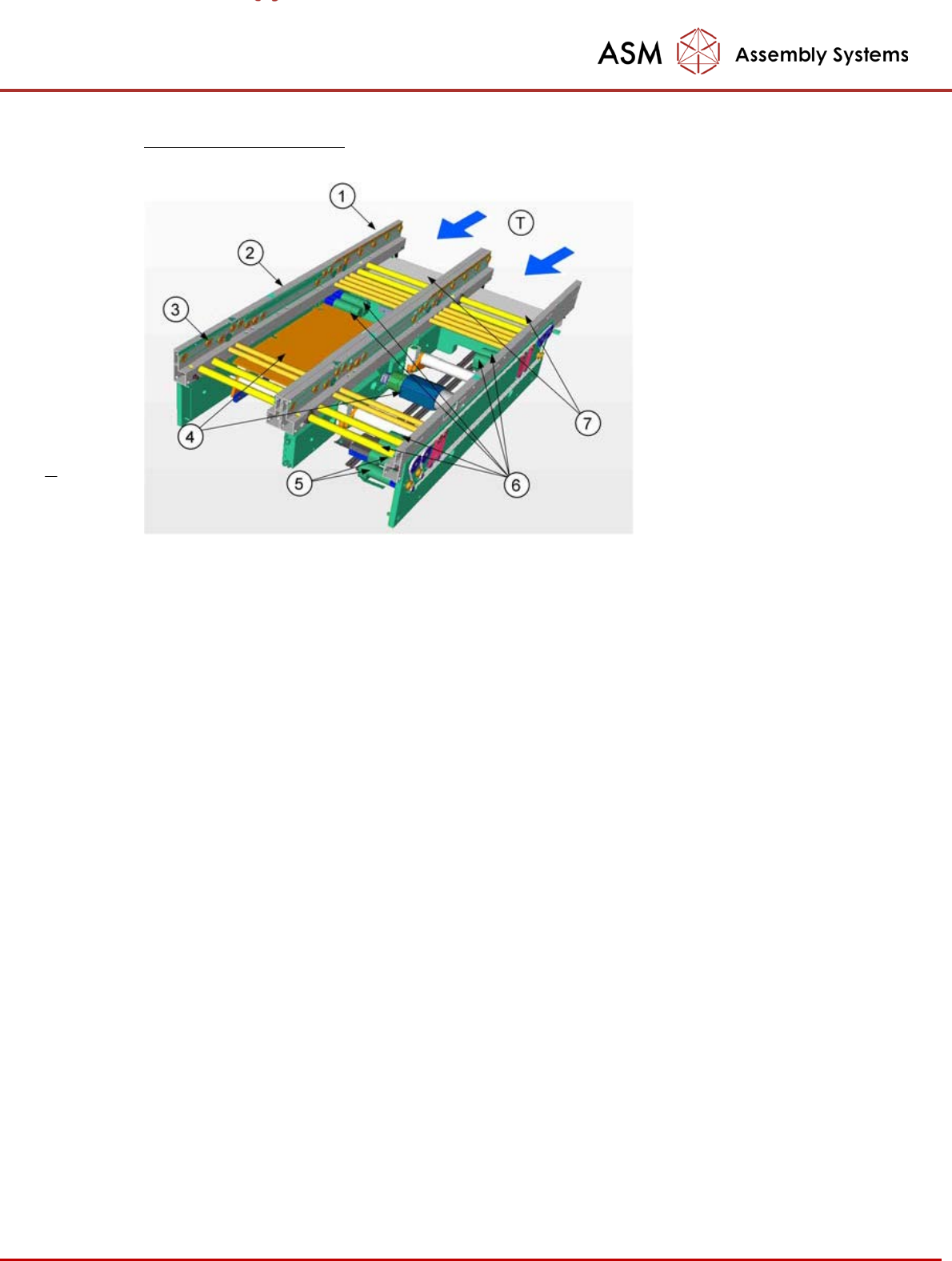
第五节 轨道系统
1. 轨道用于在生产线上传递线路板,贴片时用于夹持ˎ固定线路板。Siplace TX 系列贴片机
标准配置是双轨,固定轨为外侧固定,也可选择右固定或左固定。轨道为三段式设计:进
板段
(410 mm),贴片区(PA, 380 mm)和出板段(210 mm)。
2. 轨道模式分为同步双轨,异步双轨以及I-Placement模式。
3. 轨道高度900, 930 and 950 mm, 默认高度为 930 mm。轨道通讯可以为SMEMA接口或者
(optionally) SIEMENS 接口。
1.进板区 (410mm)
2.贴片区 (380mm)
3. 出板区 (219mm)
4. 升降马达以及升降台
5. 调宽马达
6. 传送马达
7. 轨道控制卡
T. 传板方向
- 23 -
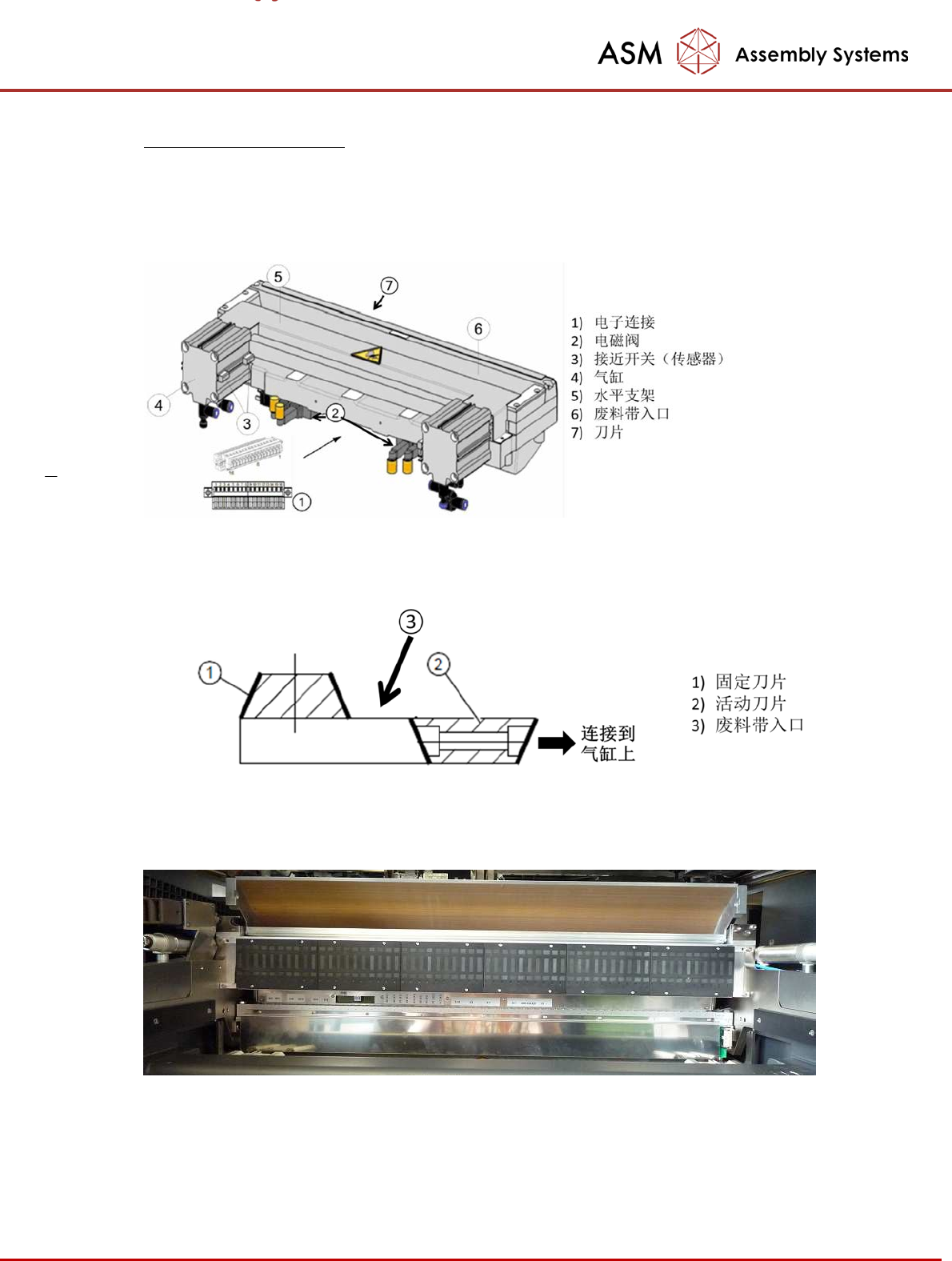
第六节 切刀系统
用于切断取过料的废料带(纸或塑料基带)。切刀由供料器控制单元(FCU)控制,贴片
头的 一个取料周期结束后,主计算机通过 CAN Bus 发指令给 FCU,FCU 控制切刀切割一次
。切刀的 活动刀片由电磁阀控制的两个气缸驱动。
切刀由上ˎ下两片刀片构成,上刀片固定在框架上,下刀片由气缸控制做切割运动,并由气
缸上 的两个接近开关检测其位置。
FCU 不仅控制切刀,还控制 Feeder,吸嘴交换器,nozzle station,检测抛料/抛吸嘴盒和 noz-
zle magazine 和料车上下 等。
Feeder Control Unit
- 24 -
第三章 程序和使用
本章节详细描述使用 SIPLACE 贴片机组装 PCB 的完整工作过程,包括:
• 开机和关机
• 贴片程序传送至生产线
• 吸嘴和吸嘴交换器
• 根据程序的要求放置供料器 Feeder
• 供料器的使用及参数的设置
• 数字图像测量系统(SIPLACE Vision)测量 PCB 基准点,测量元件形状,元
件形状向导功能的使用技巧
• 物料拾取位置和贴片位置的示教及修改等功能
具体的操作步骤可以参照以下流程图,该图显示了 SIPLACE 生产线实际使用时所需要执行的一
系列的任务。