SIPLACE TX系列高级应用培训手册 - 第98页
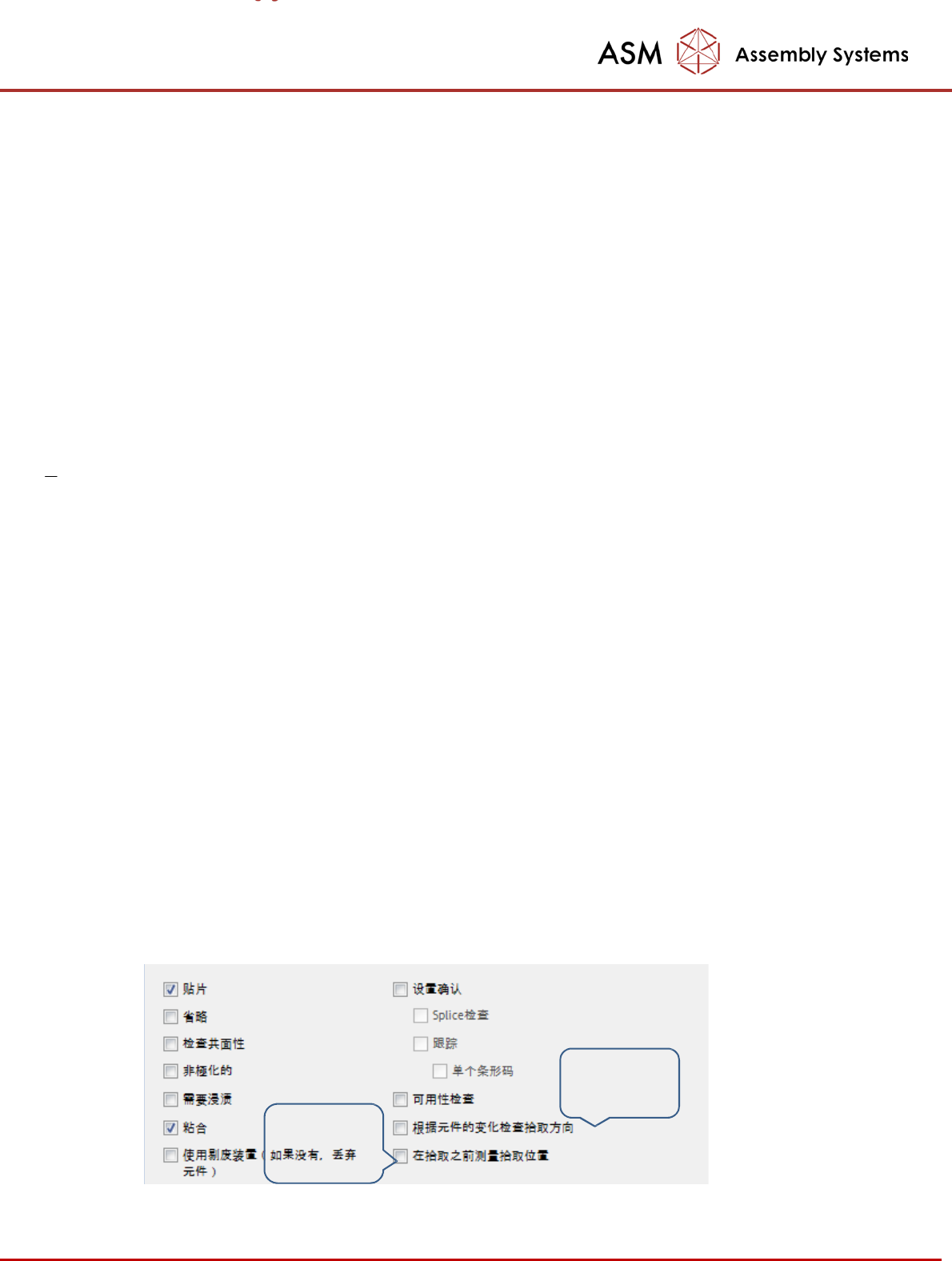
- 97 - 3. 故障检测与故障阀值 机器贴片过程中,为 了保证贴装过程的稳定可靠 ,可以通过一些检测手段对该过程 进行检 测,及时发现问题, 避免大量不 良 产生。机 器的软件提供下面的检查功能,可 以 随 时激活 或关闭。 在机器的设定界面 ① 下,选择子菜单机器选项 ② 然后选择该界面下的 故 障检测项 ③ ,就 可以对有关的检测项 目进行选择和设定了。 3 2 1
- 96 -
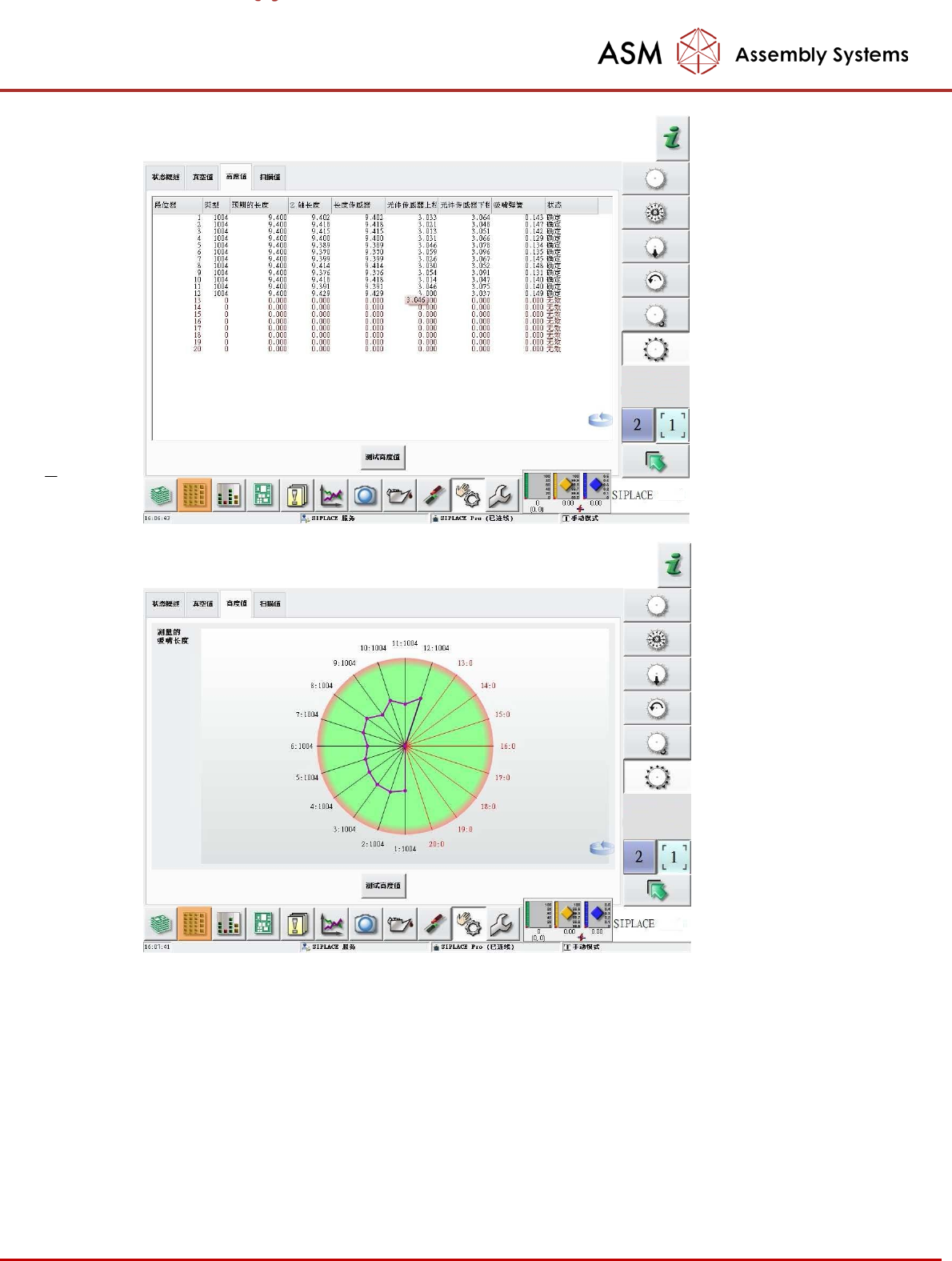
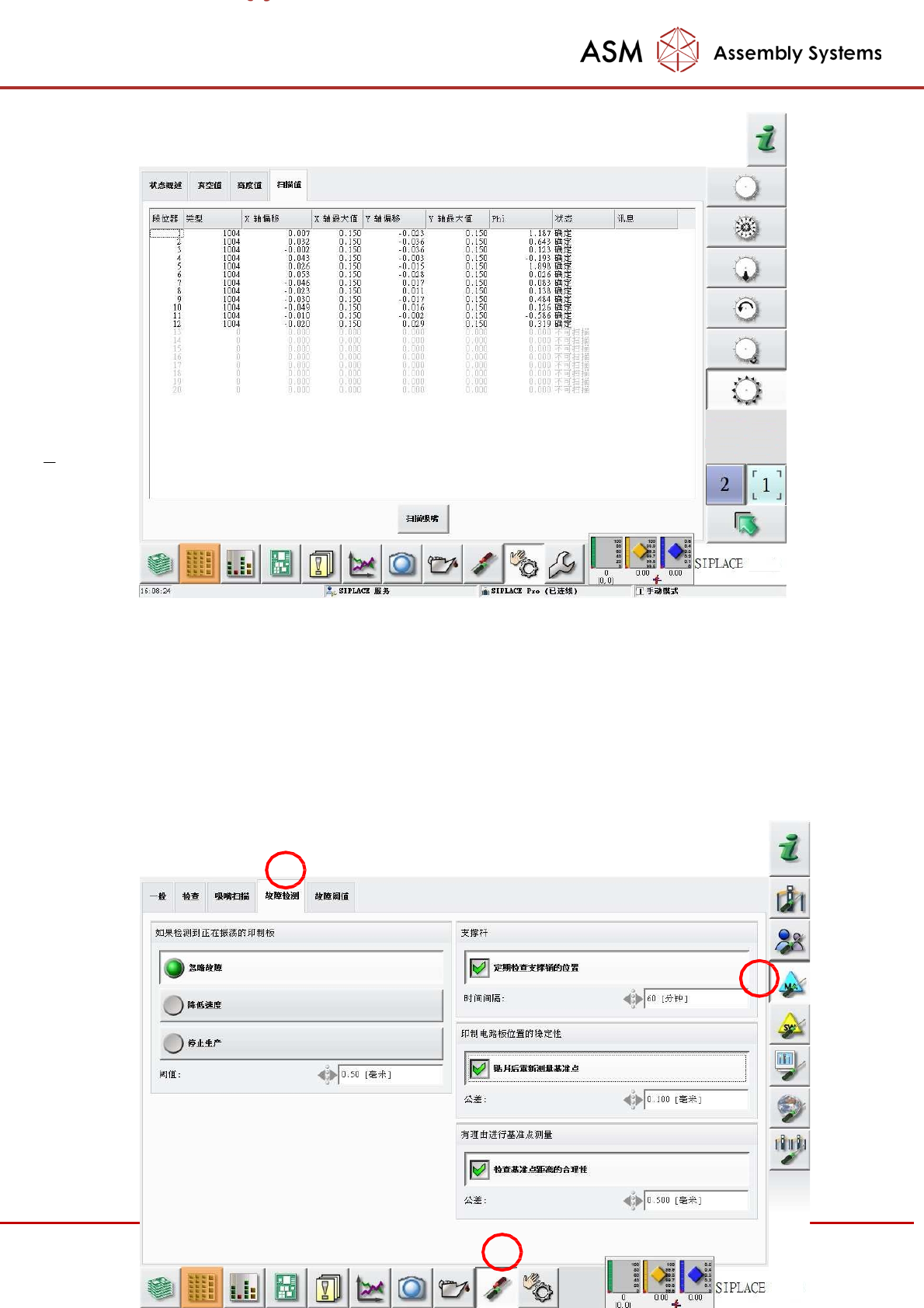
选择“扫描值”选项,执行吸嘴的光学检测,机器将通过元件相机测量头上的吸嘴,测量结果
显示如下图。X和Y轴偏移值要小于最大值。
- 97 -
3.故障检测与故障阀值
机器贴片过程中,为了保证贴装过程的稳定可靠,可以通过一些检测手段对该过程进行检
测,及时发现问题,避免大量不良产生。机器的软件提供下面的检查功能,可以随时激活
或关闭。
在机器的设定界面①下,选择子菜单机器选项②然后选择该界面下的故障检测项③,就
可以对有关的检测项目进行选择和设定了。
3
2
1
- 98 -
(1) 印制板振动检测
通过贴片高度的偏差来检测印制电路板的振动(Z 轴的行程比预期的要高或低很多)。为
确保实现最高的贴片准确度,如果出现此问题,您应始终使用印制电路板支撑。如果启用
了Smart 磁针支承,请检查支持销的位置。在此可选择如果检测到振动印制电路板,贴片
机应如何响应:
忽略故障:不发出任何消息继续贴片。
降低速度:自动降低贴片速度。
停止生产:贴片机停止并发出错误信息,按下启动键可继续生产。
阀值:贴片平面的偏差大于设定值,则系统认为电路板振动。
(2) 支撑杆位置检查
根据设定的时间间隔对支撑杆的位置进行测量,避免位置变动造成印制板变形或顶到元件
。
注意:仅配备有 Smart Pin 的机器才有效。
(3) 印制板位置稳定性检测
选中了该功能,机器完成印制板的贴装后,会使用 PCB 相机对该板上相距最远的两个基
准点重新测量,测量结果会和贴片前的数据相比较,看是否超出了设定的公差范围。具
体的允许的偏差量可以设定。这样可以检测出印制板在贴片中是否由于夹紧失效造成印
制板移动,从而造成贴片偏移的问题。
(4) 基准点距离测量
选中了该功能,机器完成印制板的贴装后,会使用 PCB 相机测量基准点之间距离,测量
结果会和 Pro 编程系统的数据相比较,看是否超出了设定的公差范围。具体的允许的偏
差量可以设定。这样可以检测出由于夹紧装置造成的 PCB 变形,从而造成贴片错误或偏
差。
4. 提高取料的可靠性
(1) 元件方向的检查
如果在一卷新料或华夫盘上的元件的取料角度改变了,不能立即检测,元件可能不正确地
被贴 装。为了避免这样不正确的贴装,现在可以去检查元件的方向正确与否。
为了这个目的,受影响的元件必须在 SIPLACE Pro 中标记并激活方向检查功能。
一个下面的情形发生之后,元件不能拾取,直到使用“Confirm Pin 1 Position”按键,正确的取
料角度被确认。
激活元件方向
的检查功能
激活取料之前
测量取料位置
的功能