FX-1R_操作手册.pdf - 第55页
第2章 生产 Rev03 2-7-1-4 其它的调整 对于带有缺口的基板,基板检测传感器可能会 出现误检测,所以应根据基板缺口的大小,输入 基板传送传感器的延迟时间。 此外,对于异形基板等,可以改变定位挡块及基板检测传感器的位置(Y 方向)。 1) 延长基板传送传感器时间 <设置步骤> (1) 请选择“机器设置”中的“基板传送” 。 (2) 根据基板缺口的长度,用键盘输入延迟时间或缺口的长度。 (参见第5-4章 机器设置“ …
第2章 生产 Rev03
5. 把基板侧孔对准定心销
在 X 方向移动调整定心销。一边反复操纵“支撑台”的打开/关闭按钮、一边进
行调整,使定心销能顺利地插入基板孔
。
●测量基板孔间的距离,先把基准针和从动针暂时固定在间距相等的位置,比较容
易对齐。
●定位挡销和基板间要设置0.5mm的间隙。间隙太小,会增加安装的难度。
●支撑台上升后,销达不到基板孔位置时
①请确认定心销的位置是否上升。如果位置低了,应提高定心销的位置。(参见
2-7-1-4(2))
②确认「个别控制」的“移动后坐标”的设定值是否正确。
调整好定心销位置后,在“移动后坐标”栏里,输入“-基板厚度”
(基板厚度为 1mm 时,设定 “-1mm”)。
6. 固定定心销
把定心销导向块固定好。
固定后,再上下移动支撑台,确认定心销能够顺利进入基板孔。
7. 配置支撑销。
根据生产基板尺寸,在支撑台上配置支撑销。在 QFP 等对贴片精度要求高的元件下面,配
置支撑销,可以提高贴片精度。
8. 调整完成后,单击[个别控制]画面的[关闭]键,退出个别控制。
10. 在[简易准备]画面上选择[传送]/[基准针、从动针位置],重新设置基准针、从动针位置。
(参见第 5-4-4-3 章)。
注意
基准针的中心位置将成为程序数据上的基板坐标原点(基准位置)。因
此,在移动基准针后,必须重新设置基准针和从动针位置。基板的坐
标原点,可在生产程序的「基板数据」(参见第 4 章 4-3-3 基板数据 )
中进行变更。
注意
机器运行时,切勿把手或头部等伸进设备内部。
2-18
第2章 生产 Rev03
2-7-1-4 其它的调整
对于带有缺口的基板,基板检测传感器可能会出现误检测,所以应根据基板缺口的大小,输入
基板传送传感器的延迟时间。
此外,对于异形基板等,可以改变定位挡块及基板检测传感器的位置(Y 方向)。
1) 延长基板传送传感器时间
<设置步骤>
(1) 请选择“机器设置”中的“基板传送”。
(2) 根据基板缺口的长度,用键盘输入延迟时间或缺口的长度。
(参见第5-4章 机器设置“ 基板传送”)
图 2.7.1.7
2)定位挡块
如基板前端有缺口, 基板定心不稳时,请移动定位挡块。
移动方法参见第 2-7-1-2 章中的 6。
移动定位挡块组件后,需要重新设置[简易准备]或[机器设置]中的“外形基准位置”。
2-7-2 元件供应部分的准备
请在统一交换台车或固定台架上安装送料器。
安装以后确认吸取位置。
2-7-3 ATC 的准备
确认「机器设置」上的设置和 ATC 安装的吸嘴编号是否一致。
※安装和拆卸吸嘴时,请在[简易准备]或[手动控制]中打开滑动板后再进行。
注意
· 吸嘴,一定要放回到拆卸的位置。与其他的吸嘴更换时,需重新设置
[机器设置]的[吸嘴分配]项目。
· 请勿将吸嘴直接安装在贴片头上。(否则会污染激光面,发生识别错
误。)
A:缺口长度
如各基板检测传感器的位置
与缺口部分无关时,无需输入
延长时间。
A
2-19
第2章 生产 Rev03
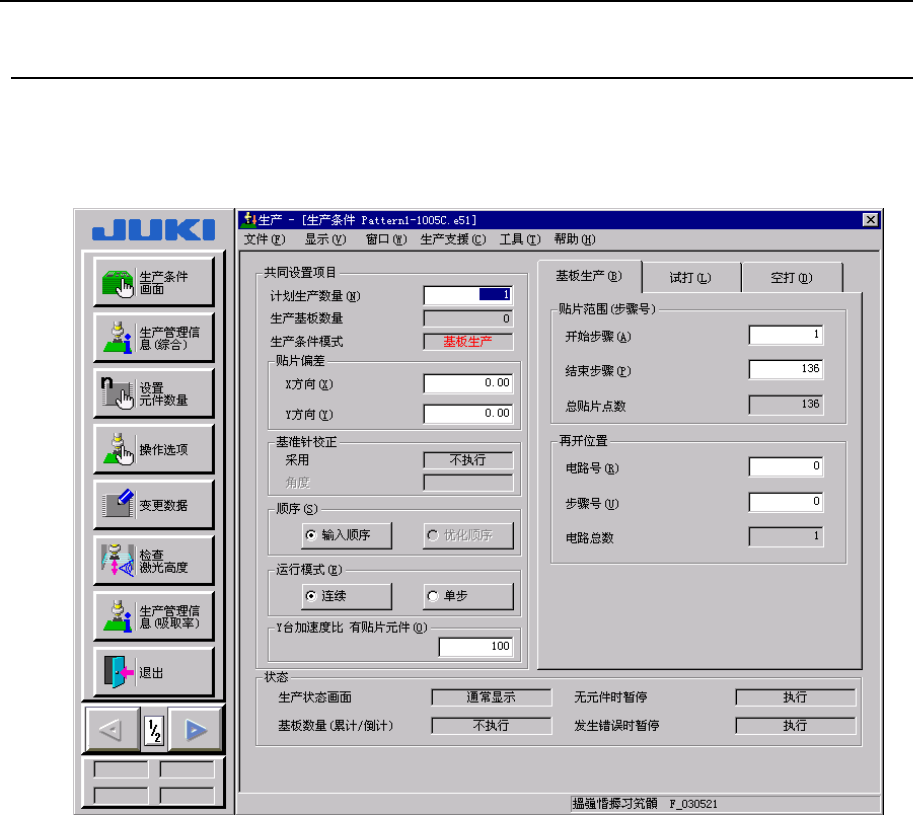
2-8 生产画面
2-8-1 启动生产画面
在主画面上选择[生产]/[基板生产],或按「生产(基板生产)」命令按钮后,出现如下
生产条件设置画面。
请设定生产条件。
图 2.8.1.1 生产画面
2-20