00193563-01.pdf - 第151页
用户手册 SIPLACE S-27 HM 7 贴片机扩展部件 软件版本 SR.503.xx 2003 年 3 月中文版 7.3 双传送导轨 151 7.3 双传送导轨 7.3.1 双传送导轨的结构 传送导轨的传动带由直流电动机 驱动。每个处理区域有一个 用来夹紧 PCB 的升降台。 PCB 传送 导轨的宽度可通过菜单或使用线 控计算机进行调整。 图 7.3 - 1 双传送导轨的结构 7.3.2 概述 正如其名称所述,双传送导轨有 两条传…
7 贴片机扩展部件 用户手册 SIPLACE S-27 HM
7.2 元件条形码 软件版本 SR.503.xx2003 年 3 月中文版
150
料槽的位置分配
四位数的条形码狭条贴在侧面的安全屏上,用于料槽位置分配。第一个数字用于识别元件料台
(1 或 2),而其余三个数字用于给料槽编号。在条形码狭条的两端还有返回条形码。条形码狭条
以 "2" 为间隔连续编码 (1, 3, 5, 7...),每个编号表示两个料槽 (条形码 1 = 料槽 1 和 2)。
元件
例如,可以从元件料卷中获得数据,进而将元件的存量与配置文件 (续料检查)中规定的数量进
行比较。
成功读取每个数据组时,会发出一个听得到的信号。
请注意 7
元件条形码阅读器选件必须在线控计算机或 SIPLACE Pro 上进行配置。
以数字 1 或 2 开始的五位数条形码即可被视为料槽条形码,不是以 1 或 2 开始的所有其它条形码
则是元件条形码。 7
7.2.2 技术数据
7
连接 站计算机
数据输入 通过条形码扫描仪或键盘
字符数 最多 40 个
不允许 条形码以 1 或 2 开始和少于 5 个字符
条形码数目 每个元件最多 6 个
用于抑制数据的过滤器 每个条形码最多 1 个
预设的编码类型 编码 39 (标准或 ASCII)
编码 2/5,交错和正常
编码 128, UPC/EAN/JAN 编码
(其它可按要求提供)
用户手册 SIPLACE S-27 HM 7 贴片机扩展部件
软件版本 SR.503.xx 2003 年 3 月中文版 7.3 双传送导轨
151
7.3 双传送导轨
7.3.1 双传送导轨的结构
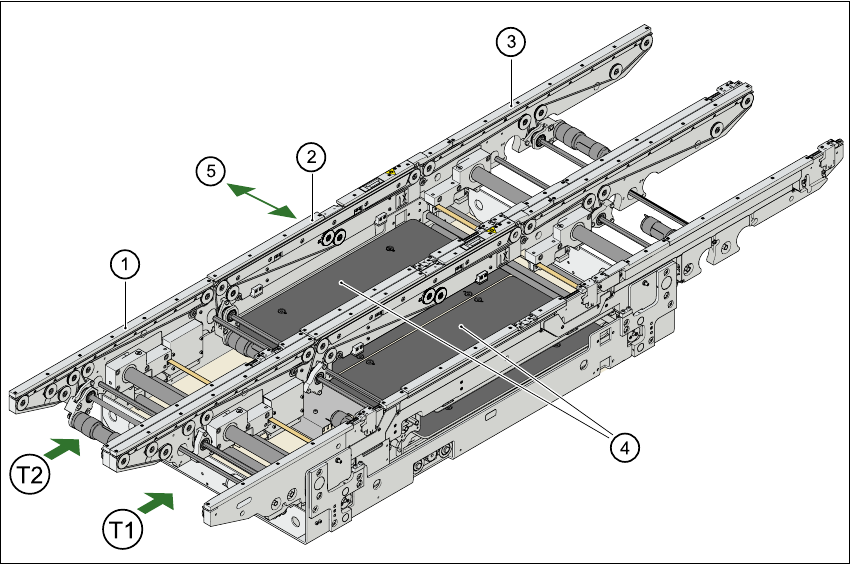
传送导轨的传动带由直流电动机驱动。每个处理区域有一个用来夹紧 PCB 的升降台。 PCB 传送
导轨的宽度可通过菜单或使用线控计算机进行调整。
图
7.3 - 1
双传送导轨的结构
7.3.2 概述
正如其名称所述,双传送导轨有两条传送轨道,它们在电气上和机械上是互相独立的。在标准配
置中,右侧是固定侧。此外还有一种配置,左侧是固定侧。
两种传送导轨模式:“单传送导轨”和 “异步双传送导轨”。在贴片机数据 (konfig.ma) 中,输入
(1) 输入传送导轨 (2) 中央传送导轨
(3) 输出传送导轨 (4) 升降台
(5) 宽度调整
T1 传送轨道 1
T2 传送轨道 2
7 贴片机扩展部件 用户手册 SIPLACE S-27 HM
7.3 双传送导轨 软件版本 SR.503.xx2003 年 3 月中文版
152
要使用的传送导轨模式。
7.3.3 传送轨道的界定
右侧的传送轨道 (从传送方向观察)为 “传送轨道 1”,左侧的传送轨道为 “传送轨道 2”( 见
图 7.3 - 1)。
7.3.4 更改传送模式
7
7.3.5 异步传送模式
7.3.5.1 说明
在异步模式中,只有一条传送轨道上的 PCB 进行处理。同时,第二条传送轨道上的 PCB 移动到
贴片位置。这样就节省了一个 PCB 的全部传送时间,从而大大提高了性能,对于循环时间较短
的 PCB 尤其如此。
7.3.5.2 功能
在整个贴片过程中,一旦贴片机接收到作业数据 (面板,设置),送料带上的 PCB 就被持续传
送到可用的中央传送导轨上 (中央带须是空的)。当 PCB 移动到中央带上后,贴片程序就开始。
PCB 是依次进行处理的。
请注意 7
在传送轨道 1 或 2 上,要贴片的元件和 PCB 的宽度必须一致。 7
如果贴片程序被中断,传送导轨接口将被禁用,正在中央导轨上进行的 PCB 的处理将完成。
两条传送轨道的传送导轨接口同时被禁用或启动。
传送导轨模式 SITEST 程序里的条目
单传送导轨
0
同步双传送导轨
1
异步双传送导轨
2