00193563-01.pdf - 第81页
用户手册 SIPLACE S-27 HM 3 技术数据 软件版本 SR.503.xx 2003 年 3 月中文版 3.8 组件综述 - 贴片头 81 3.8.1.2 说明 - 12 段位器收集贴片头采用 “收集贴片”原理进行工作,即元件由吸嘴借助 真空装置保持,在完 成一个完整的拾取循环后,通 过吹气压力,平稳而精确地 贴装到 PCB 上。检查吸嘴中的真空 情况若干次,以确定元件是否 正确拾取和放置。 - 放置元件时 z 轴“ 适应型”…
3 技术数据 用户手册 SIPLACE S-27 HM
3.8 组件综述 - 贴片头 软件版本 SR.503.xx 2003 年 3 月中文版
80
3.8 组件综述 - 贴片头
3.8.1 带有标准元件视像组件的 12 段位器收集贴片头
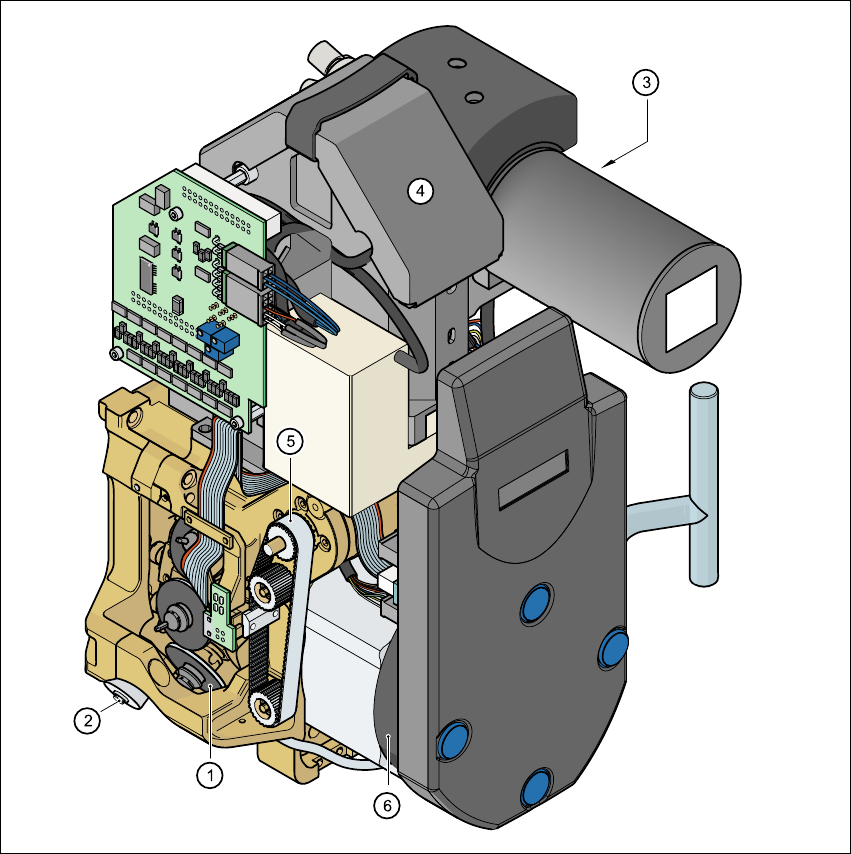
3.8.1.1 结构
3
图
3.8 - 1
带有标准元件视像组件的
12
段位器收集贴片头结构
(1) 带有 12 个段位器光栅盘的星形轴 (2) 抛料马达
(3) DP 马达 (4) 元件视像组件
(5) Z 轴驱动装置 (6) 星形轴马达
用户手册 SIPLACE S-27 HM 3 技术数据
软件版本 SR.503.xx 2003 年 3 月中文版 3.8 组件综述 - 贴片头
81
3.8.1.2 说明
- 12 段位器收集贴片头采用 “收集贴片”原理进行工作,即元件由吸嘴借助真空装置保持,在完
成一个完整的拾取循环后,通过吹气压力,平稳而精确地贴装到 PCB 上。检查吸嘴中的真空
情况若干次,以确定元件是否正确拾取和放置。
- 放置元件时 z 轴“ 适应型” 传感器停止模式可以适应任何不规则 PCB 表面。
- 所有的元件以相同的循环时间插入。在插入元件之前,由光电视像组件对其进行测量。
- 元件视像照相机创建当前元件的图像。
- 元件视像照相机也确定元件的精确位置。
- 比较当前元件的封装形式与已编程的封装形式,以便识别元件。所有不能识别的元件都要抛弃。
- DP 马达将元件转到所需的贴片位置。
- 抛弃有缺陷的元件,然后在修理过程中再次拾取元件。
3.8.1.3 技术数据
3
元件范围 0201 至 PLCC44,包括 BGA, µBGA,倒装片,
TSOP, QFP, PLCC, SO 至 SO32, DRAM
元件规格
最大高度
最小管脚间距
最小突出管脚间距
最小球面管脚 / 突出管脚直径
最小尺寸
最大尺寸
最大重量
6 mm
0.5 mm
0.35 mm
0.2 mm
0.6 mm x 0.3 mm
18.7 mm x 18.7 mm
2 g
Z 轴的最大行程
16 mm
可编程贴片力 2.4 至 5.0 N
最大贴片速率 13,250 个元件 / 小时
吸嘴类型
9 xx
角度精确度
± 0.7° / 4
贴片准确度
± 90 µm / 4
3 技术数据 用户手册 SIPLACE S-27 HM
3.8 组件综述 - 贴片头 软件版本 SR.503.xx 2003 年 3 月中文版
82
3.8.2 带有标准元件视像组件的 6 段位器收集贴片头
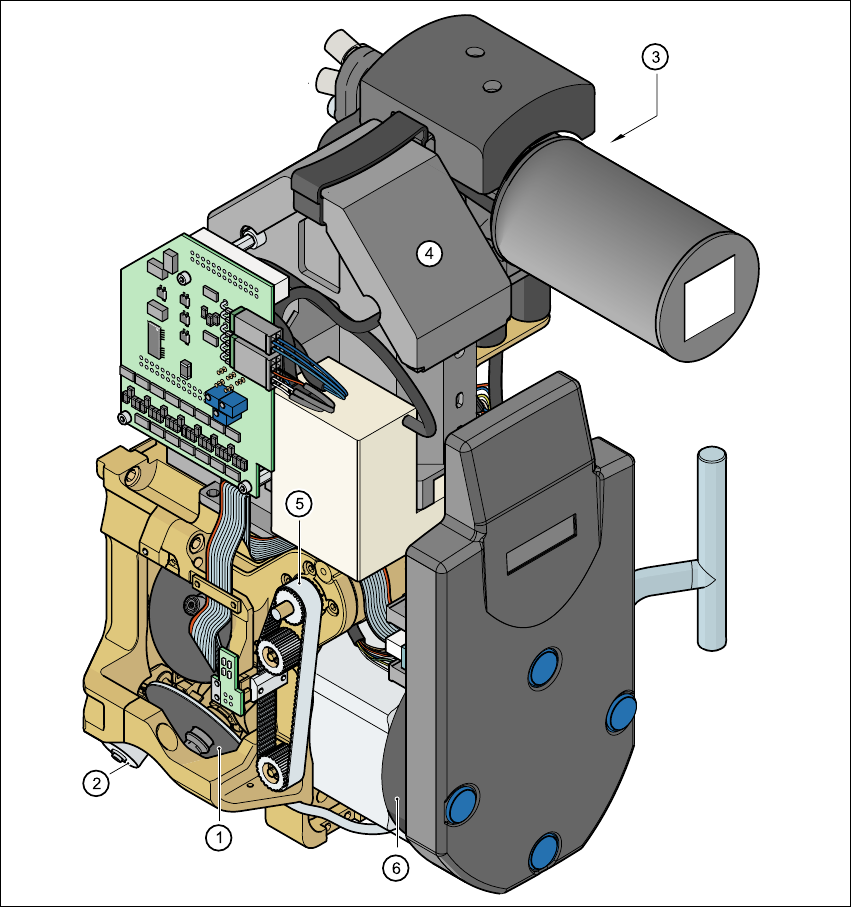
3.8.2.1 结构
3
图
3.8 - 2
带有标准元件视像组件的
6
段位器收集贴片头综述
(1) 带有 6 个段位器光栅盘的星形轴
(2) 抛料马达
(3) DP 马达
(4) 标准视像组件
(5) Z 轴驱动装置
(6) 星形轴马达