573170_ Micron Maintenance Manual DE.pdf - 第10页
1 VORBEUGENDE WARTUNG 1.3 REINIGUNG UND SCHMIERUNG 10 WARTUNGSHANDBUCH MICRON 11/2017 1.3.2 Schmierungsdiagramm Modulbeschreibung Schmiermittel Teilenummer Kamera X und Y lineares Lager Leitschienen THK AFB-Fett 141146 O…
1 VORBEUGENDE WARTUNG
1.3 REINIGUNG UND SCHMIERUNG
WARTUNGSHANDBUCH MICRON 11/2017 9
1.2.4 Plan Für Die Vorbeugende Wartung
Der monatliche Ablaufplan besteht aus zwei Modulen, deren Abschluss jeweils ca. 2 Stunden dau-
ert. Jeder Prozess des Wartungsprogramms ist nur detailliert genug beschrieben, um als Leitfaden
für befugte ASM-Mitarbeiter zu fungieren. Diese Module müssen von einem autorisierten ASM-Mit-
arbeiter durchgeführt werden, der den ASM-Wartungskurs erfolgreich abgeschlossen hat.
Es wird Ihnen empfohlen, dieses Handbuch als Wartungsaufzeichnung der Wartungsgeschichte
der Maschine zu betrachten.
1.2.5 Entsorgung Von Abfallmaterialien
Alle Abfallmaterialien, einschließlich Flüssigkeiten und kontaminierter Materialien, müssen gemäß
den nationalen, föderativen oder örtlichen Gesetzen entsorgt werden.
1.2.6 Garantie
Der monatliche Wartungsplan darf nur von einem geschulten ASM- Wartungsmitarbeiter implemen-
tiert werden, um die Maschine vor Schäden zu schützen und eine gültige Garantie zu behalten.
Die Befolgung der vorbeugenden Wartungsverfahren, die in diesem Handbuch beschrieben sind,
ist ein wichtiger Bestandteil der Garantierichtlinien der Maschine, welche in der „ASM-Standard-
Garantie-Erklärung" definiert werden.
Es wird dringend empfohlen, den Wartungsplan außerhalb der Garantieperiode weiterhin zu befol-
gen, um den optimalen Betriebszustand der Maschine und deren Genauigkeit beizubehalten. Zu-
sätzliche Wartungshandbücher können Sie von DEK Sqaures bestellen, in dem Sie die Teilenum-
mer an der inneren Vorder- und Rückseite dieses Handbuchs durchgeben.
1.3 REINIGUNG UND SCHMIERUNG
ZWINGEND NOTWENDIG
ES SIND EVENTUELL TOXISCHE CHEMIKALIEN VORHANDEN. TRAGEN SIE
HANDSCHUHE.
ZWINGEND NOTWENDIG
ES SIND EVENTUELL TOXISCHE CHEMIKALIEN VORHANDEN. TRAGEN SIE
EINEN AUGENSCHUTZ.
1.3.1 Teilenummern Für Reinigungsmittel
Beschreibung Teilenummer
Mit IPA imprägnierte Tücher 115806
Mit IPA imprägnierte Tupfer 115846
Plastikspatel (weiß) 173737
Plastikspatel (grün) 173788
Plastikspatel (schwarz) antistatisch 173825
1 VORBEUGENDE WARTUNG
1.3 REINIGUNG UND SCHMIERUNG
10 WARTUNGSHANDBUCH MICRON 11/2017
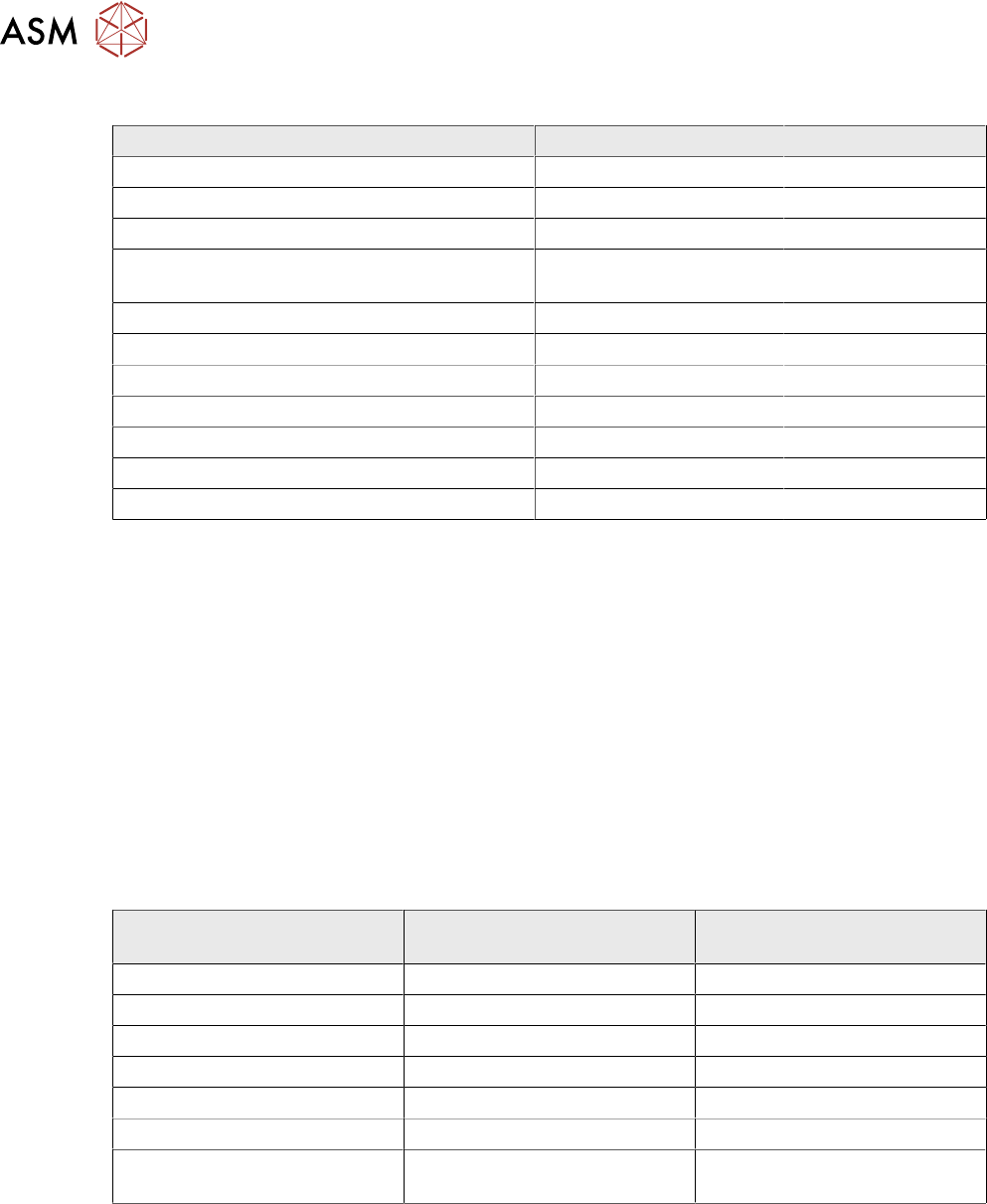
1.3.2 Schmierungsdiagramm
Modulbeschreibung Schmiermittel Teilenummer
Kamera X und Y lineares Lager Leitschienen THK AFB-Fett 141146
Omni-Schienenlager Leichtes Öl 120008
Druckschlitten Linearlager-Führungsschienen THK AFB-Fett 141146
Schienensystem Linearlager-Führungsschie-
nen
THK AFB-Fett 141146
Hebetisch Kugelgewinde THK AFB-Fett 141146
Schablonenaktuatorlager Leichtes Fett 120011
Schablonenaktuator-Anschlagwinkel Leichtes Fett 120011
Spindelwellen THK AFB-Fett 141146
Leitspindeln und Supermuttern der Rakeln Schmierfett 187599
Kugelgewinde der Transportschienen THK AFB-Fett 141146
Manuelle Werkzeugplatte Leichtes Öl 120008
1.3.3 Linearlager Und Führungsschienen
Alle Linearlagerblöcke, die in dieser Maschine eingepasst wurden, werden dauerhaft gefettet und
benötigen kein Einfetten, obwohl ein Fettnippel eingepasst werden kann.
Die Führungsschienen der linearen Gewinde benötigen keine Wartung, es sei denn, sie wurden
kontaminiert. Im Falle einer Kontaminierung gehen Sie folgendermaßen vor:
1. Reinigen Sie die Führungsschiene des Linearlagers mit einem Plastikspatel.
2. Entfernen Sie jegliche Fettreste rund um den Linearlagerblock.
3. Tragen Sie mit einem Tuch eine sehr dünne Schicht THK AFB-Fett auf der ganzen Länge der
Führungsschiene auf. Stellen Sie sicher, dass die drei freiliegenden Flächen eingefettet wer-
den, um Rost an der Oberfläche zu vermeiden.
4. Entfernen Sie überschüssiges Fett mit dem Tuch, um sicherzustellen, dass es in Nähe des Li-
nearlagerblocks nicht zu einer Fettansammlung kommt.
Die Positionen der Linearlager finden Sie in der untenstehenden Tabelle:
Position Linearlager-Führungsschie-
nen
Linearlagerblöcke
Kamera 3 (2 Y und 1X) 5
Druckpastenspender 2 2
Druckschlitten 2 3
ProFlow 2 2
Hebetisch 2 4
Transportschienen 6 6
unter der Schablone reinigen Benutzt die 2 Kamera Y-Schie-
nen
2
1.3.4 Kugelgewinde
Der Hebetisch und die Kugelgewinde der Transportschienen sind dauerhaft gefettet und benötigen
keine Wartung, es sei denn, sie wurden kontaminiert. Im Falle einer Kontaminierung bedienen Sie
sich folgender Vorgehensweise:
1. Reinigen Sie das Kugelgewinde mit einem Plastikspatel.
2. Entfernen Sie jegliche Fettreste rund um den Kugelgewinde-Lagerblock.
3. Tragen Sie mit einem Tuch eine sehr dünne Schicht THK AFB-Fett auf die ganze Länge des
Kugelgewindes auf.
4. Benutzen Sie ein Tuch, entfernen Sie überschüssiges Fett in der Nähe der Kugelgewinde-
Lagerblöcke.
1 VORBEUGENDE WARTUNG
1.4 WARTUNGSPLAN
WARTUNGSHANDBUCH MICRON 11/2017 11
1.4 WARTUNGSPLAN
Dieser Wartungsplan ist ein empfohlenes Programm. das jeden Monat durchgeführt werden sollte.
Es umfasst zwei Module, die jeweils ungefähr 2 Stunden dauern.
1.4.1 Modul 1
Das erste Modul umfasst die folgenden Elemente:
●
SPC-Ausrichtungsprüfung − um jeden Monat einen Maßstab zu setzen. Die Hardware wird
überprüft, um eine Momentaufnahme des Zustands der Maschine zu liefern. Die Leistung wird
überwacht, um eine Störung vorherzusagen, bevor sich diese auf die Produktion auswirkt.
●
Zyklus-Zählen der Maschine − die Nutzung der Maschine wird in einer Tabelle notiert.
●
Es wird eine Software-Prüfung durchgeführt; wenn eine neuere Version verfügbar ist, kann
diese bekannte Fehlerbehebungen oder Ausrüstungsverbesserungen enthalten. Der Service-
Ingenieur kann für die verwendete Maschine ein Upgrade empfehlen. Zusätzlich wird der
Event-Log der Maschine kontrolliert um wiederkehrende Fehler zu identifizieren, die ohne
eine Inspektion oder Diagnose zu ungeplanten Ausfällen führen können.
●
Eine standardmäßige monatliche Überprüfung besteht aus einer Reihe von Wartungsaufga-
ben, die jeden Monat erledigt werden.
HINWEIS
Die SPC-Ausrichtung ist im QC-Calc-Softwarepaket inbegriffen. Hierbei handelt es sich um ein op-
tionales Messinstrument.
1.4.2 Modul 2
Das zweite Modul umfasst den monatlichen Hardware-Check, in dessen Rahmen eine oder mehre-
re Hardware-Module gewartet werden. Im 1. und 7. Monat findet kein Hardware-Check statt, da in
diesen Monaten eine 100 prozentige Zyklus-Genauigkeitsprüfung erforderlich ist. Innerhalb von 12
Monaten werden alle Maschinenmodule mindestens einmal kontrolliert und gewartet.
HINWEIS
Einige der Hardware-Checks beziehen sich auf Optionen, die gegebenenfalls in Ihrer Maschine
nicht installiert sind.
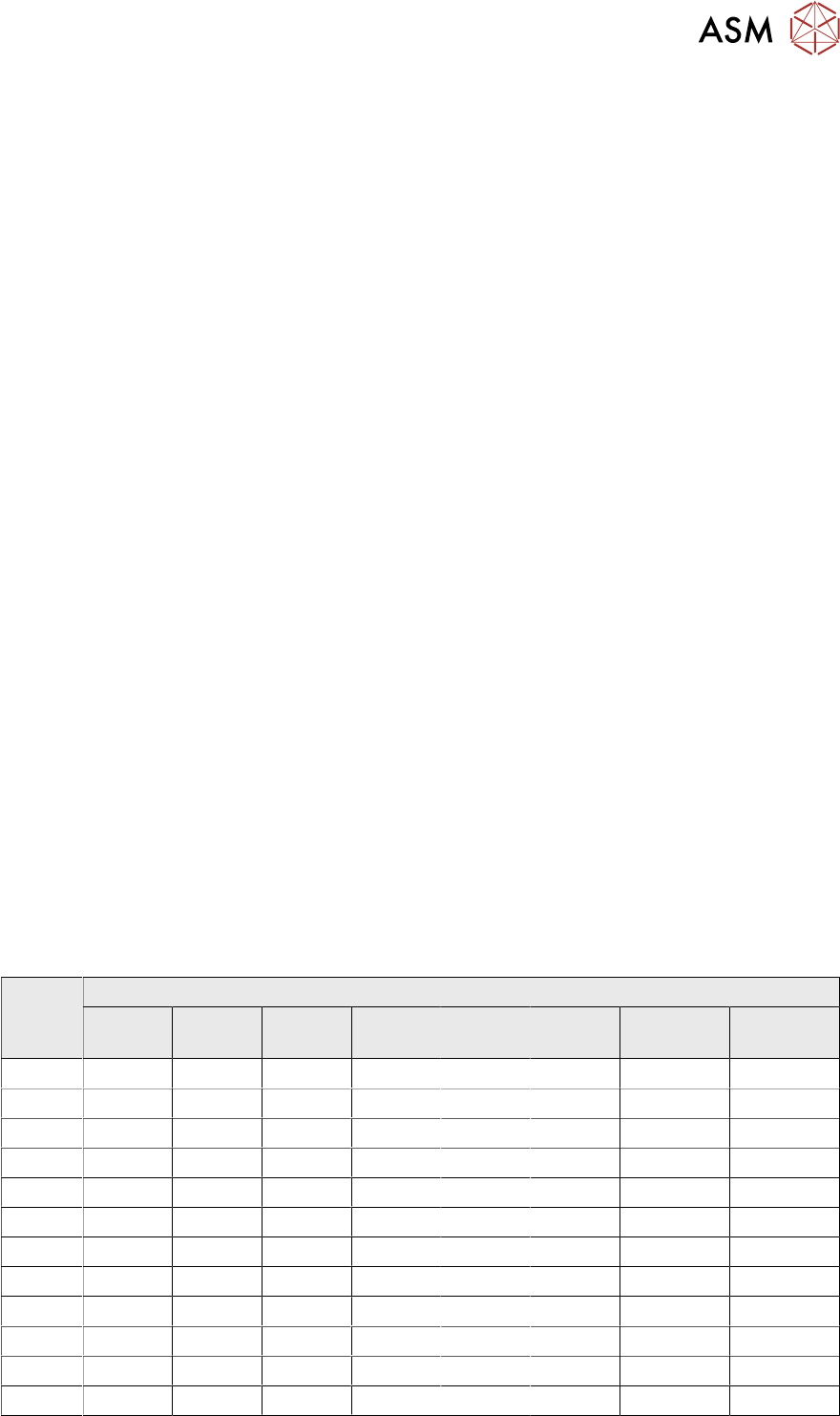
1.4.3 Genauigkeitsprüfung
Die Genauigkeitsprüfung sollte nach 10 unkontrollierten Zyklen durchgeführt werden, sodass sich
die Maschine warmlaufen kann. Im 1. und 7. Monat finden 100 Zyklen statt; in allen anderen Mona-
ten finden wie unten in der Tabelle angezeigt 30 Zyklen statt.
Die Druckmaße werden vor und nach dem Druckvorgang genommen, um die Genauigkeit der Aus-
richtung (CPK-Werte) und des vorderen und hinteren Rakeldrucks aufzuzeichnen.
Monat Anzahl der Zyklen
Vor X Vor Y Vor The-
ta
Nach X Nach Y Nach
Theta
vordere
Rakel
hintere
Rakel
1 100 100 100 100 100 100 100 100
2 30 30 30 30 30 30 30 30
3 30 30 30 30 30 30 30 30
4 30 30 30 30 30 30 30 30
5 30 30 30 30 30 30 30 30
6 30 30 30 30 30 30 30 30
7 100 100 100 100 100 100 100 100
8 30 30 30 30 30 30 30 30
9 30 30 30 30 30 30 30 30
10 30 30 30 30 30 30 30 30
11 30 30 30 30 30 30 30 30
12 30 30 30 30 30 30 30 30