3OM-1321-005_w.pdf - 第165页
4-16 Tg1299-ID-PM 0602-001 3.1 “ 前後工程モード ” タブ 3.1 “ 前後工程モード ” タブ • シートの表示 “ 装置設定データ ” サブメニューバーの [ 前後工程モード ] タブを 押すと、以下のタブシートが表示されます。 [4] [5] [1] [2] [3] [6] [7] [8] Fig.3D14 “ 前後工程モード ” タブシート • 画面の構成 [1] 前工程排出方式 前工程の装置から…
4-15
Tg1299-ID-PM
0602-001
3. “ 装置設定データ ” サブメニュー
3. “ 装置設定データ ” サブメニュー
•
画面の表示
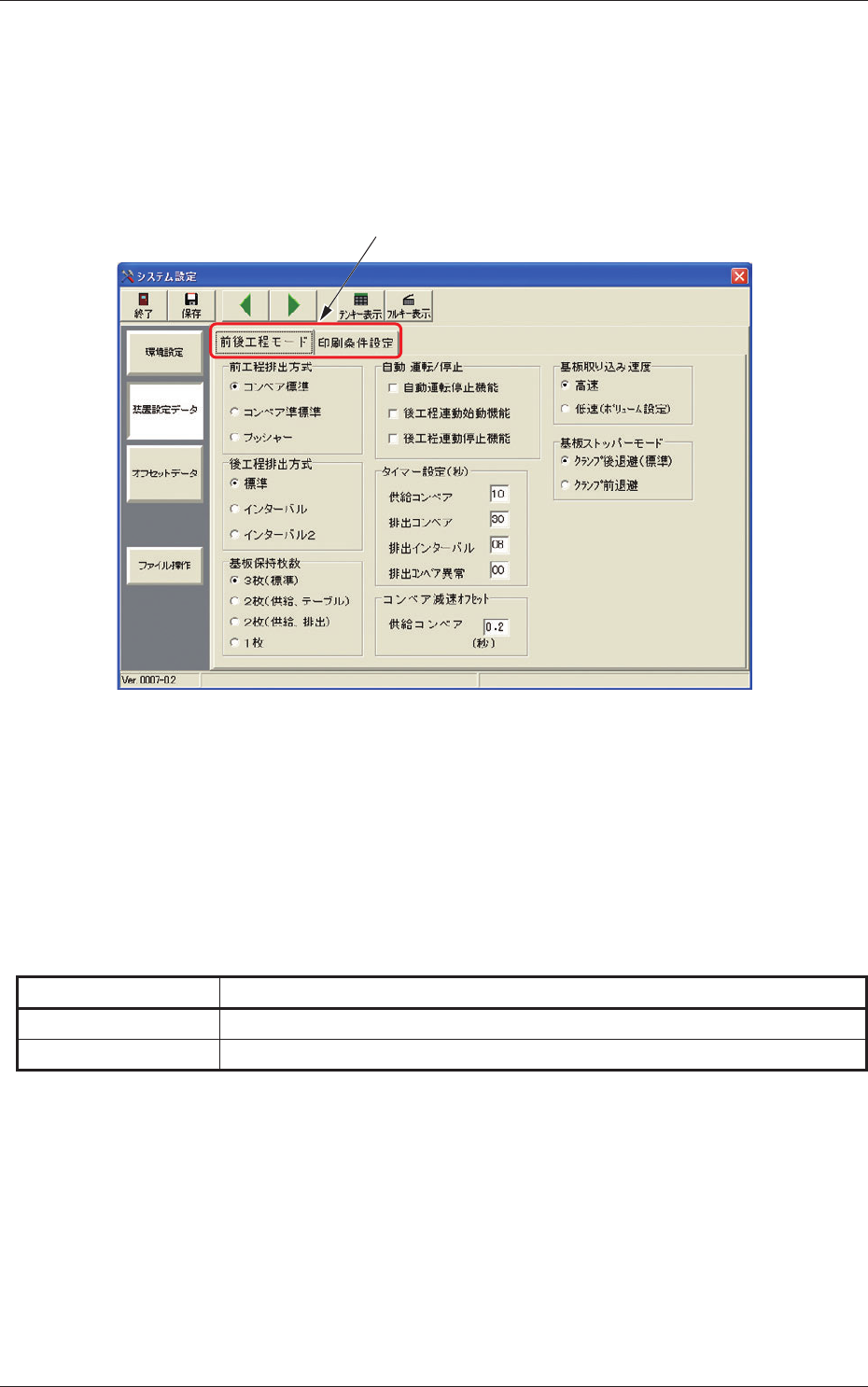
“ システム設定
” サブメニューバーの [ 装置設定データ ] ボタンを
押すと、以下の画面が表示されます。
[1]
Fig.3D13 “ 装置設定データ ” サブメニュー画面
•
画面の構成
[1] タブ
“
装
置設定データ”サブメニュー画面は2つのタブシートに分れ
ています。
タブを押すと各タブシートが表示されます。
Table 3D3
タ ブ 内 容
前後工程モード 主にインラインで生産を行う場合の各種データ設定を行います。
印刷条件設定 印刷条件の設定を行います。
4-16
Tg1299-ID-PM
0602-001
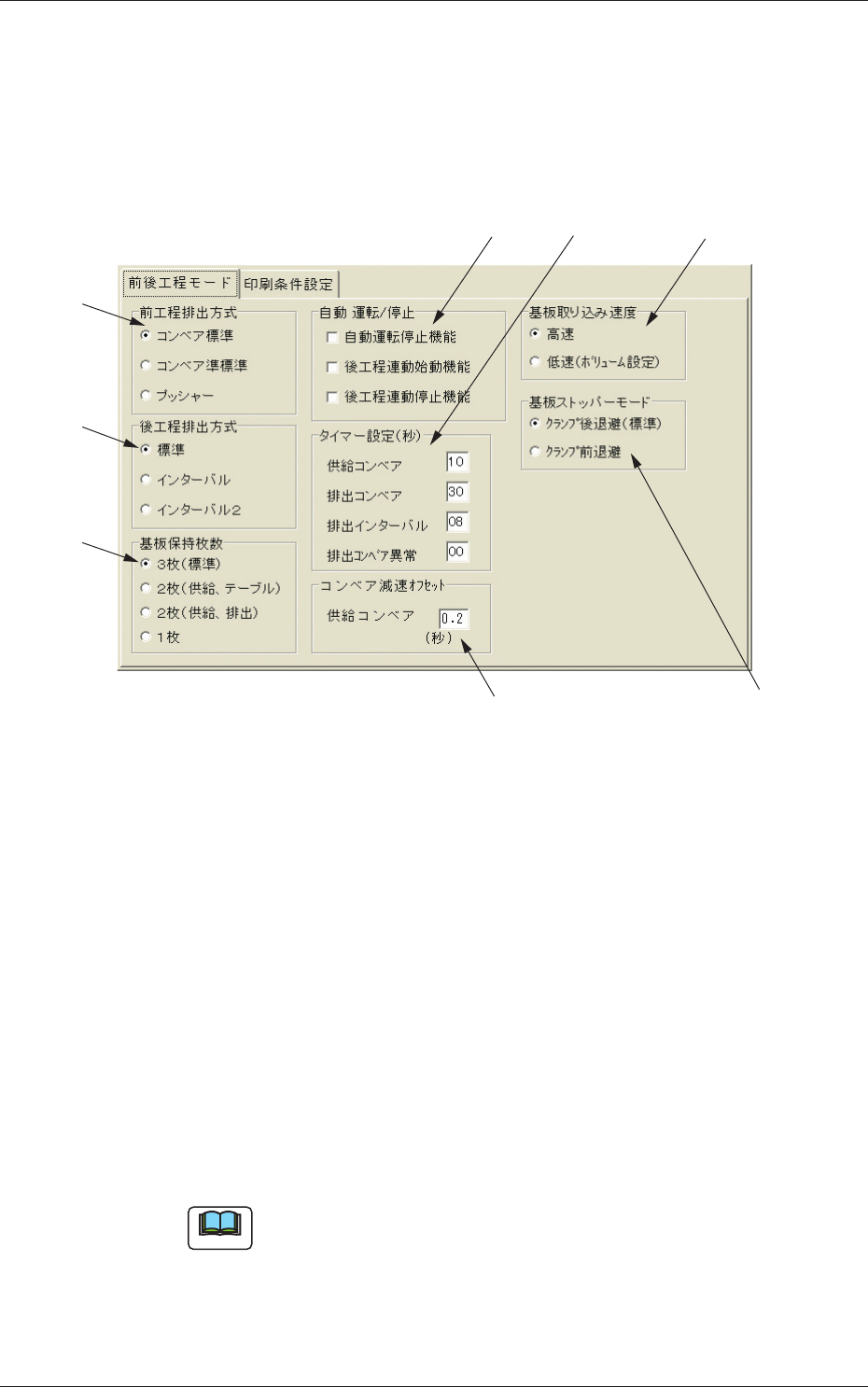
3.1 “ 前後工程モード ” タブ
3.1 “ 前後工程モード ” タブ
•
シートの表示
“ 装置設定データ
” サブメニューバーの [ 前後工程モード ] タブを
押すと、以下のタブシートが表示されます。
[4]
[5]
[1]
[2]
[3]
[6]
[7]
[8]
Fig.3D14 “ 前後工程モード ” タブシート
•
画面の構成
[1] 前工程排出方式
前工程の装置から基板を受け取る方式を選択します。
コンベア標準 : 前工程の装置のコンベアから排出される基板
を
受
け取る方式です。前工程の装置の基板搬
送信号に連動して本装置の L コンベアが始動
します。
コンベア準標準 : 当社製の T SM-4 コンベアが排出する基板を受
け取る方式です。
プッシャー : プッシャーで強制的に前工程の装置が排出す
る基板を受け取る方式です。
ノート
選択する項目のオプションボタンを“
”に
します。(“
”になっ
ていたら、押して “
” に切替えます。)
4-17
Tg1299-ID-PM
0602-001
3.1 “ 前後工程モード ” タブ
[2] 後工程排出方式
後工程に基板を排出する方式を選択します。
標準 : 後工程の装置が出した基板を要求する信号
(ワ
ーク要求信号)を受けて、本装置がワー
ク搬送信号を ON にし、ワーク要求信号が OFF
になるまで基板を排出する方式です。
基板を排出する動作を開始した後、所定時間
内にワーク要求信号が OFF にならない場合は、
異常停止します。
インターバル : 後工程の装置が出した基板を要求する信号
(ワーク要求信号)を受けて、本装置がワー
ク搬送信号を
ON
し、所定時間だけコンベア
を作動させて基板を排出する方式です。
次の基板の排出はインターバル時間の経過を
待って行います。
インターバル
2
: 標準モードに排出インターバルを加えた方式
です。
排出完了後、排出インターバルタイマをカウ
ントし、要求信号が
ON
でも設定時間が経過
するまで搬送を行いません。
[3] 基板保持枚数
L
コンベア、テーブルシュート、R
コンベアの各位置で基板を保
持するか、または保持しないかを選択します。
3 枚(標準) :
L コンベア、テーブルシュート、R コ
ンベアの各位置で基板を保持します。
2 枚
( 供給、テーブル ) : L コンベアとテーブルシュートで基板
を保持します。
2
枚
( 供給、排出 ) : L コンベアと R コンベアで基板を保持
します。
1
枚
: 基板を L コンベアで保持し、後工程
からの要求信号 O N で、印刷を行い排
出します。
ノート
(a) “2 枚 ” は、R コンベア上で印刷の終わった基板に異物などが付
着することを避けたい場合などに使用します。
(b) “1 枚 ” を選択すると、R コンベア上に基板があって、後工程か
らの要求信号が OFF の状態では、基板テーブルに搬送しません。