3OM-1321-005_w.pdf - 第169页
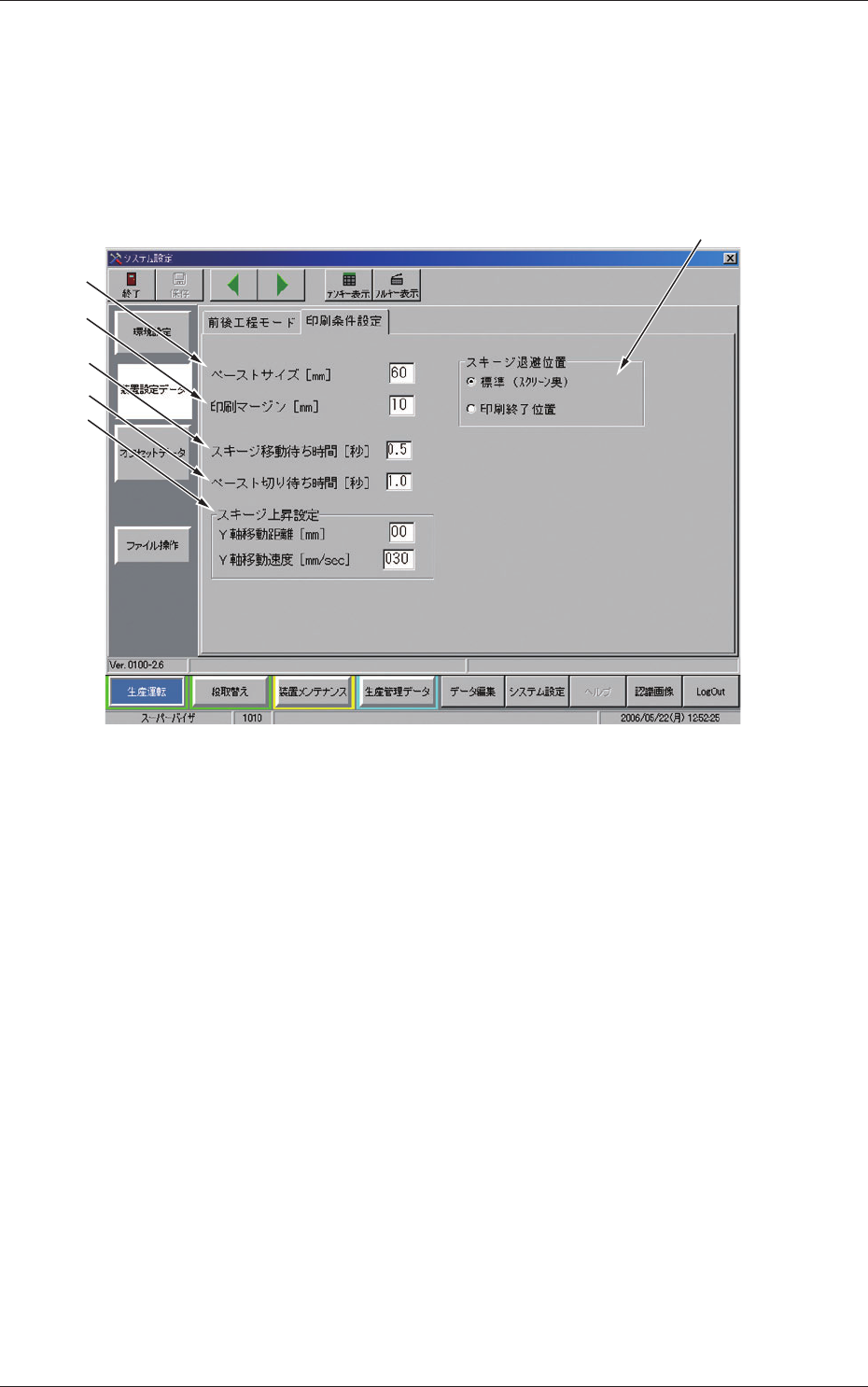
4-20 Tg1299-ID-PM 0607-002 3.2 “ 印刷条件設定 ” タブ 3.2 “ 印刷条件設定 ” タブ • シートの表示 “ 装置設定データ ” サブメニューバーの [ 印刷条件設定 ] タブを押 すと、以下のタブシートが表示されます。 [1] [2] [3] [6] [4] [5] Fig.3D15 “ 印刷条件設定 ” タブシート

4-19
Tg1299-ID-PM
[5] タイマー設定 ( 秒 )
前後工程と基板を授受するコンベアの動作時間 ( 秒 ) を設定し
ます。
供給コンベア :
供給コンベアの動作時間を設定します。
前工程の装置から基板を受け取る時間に約
2 秒を加えた値を入力します。
排出コンベア : 排 出 コ ンベアの動作時間を 設 定 し ま す。
前工程の装置から基板を排出する時間に約
2 秒を加えた値を入力します。
排出インターバル : [2] の “ 後工程排出方式 ” で “ インター
バル ” を選定した場合のコンベアを作動
するまでの時間を設定します。
排出コンベア異常 : テーブルから排出コンベアまでの基板移載
タイムアウト時間を設定します。
通常は 3 秒に設定されており、コンベアの
搬送速度が遅い場合などで搬送異常が出る
場合に設定を変更します。
ノート
“ テンキー ” 画面を表示して、時間を入力します。
[6] コンベア減速オフセット
供給コンベアからテーブルへ基板を搬送する際の、コンベアを
減速するタイミングを設定します。
ノート
“ テンキー ” 画面を表示して、速度を入力します。
[7] 基板取り込み速度
前工程から供給コンベアへの基板搬送速度を設定します。
[8] 基板ストッパーモード
クランプ後退避 ( 標準 ) : 基板クランプ完了後に、基板認識
カメラ軸のストッパが退避します。
クランプ前退避 : 基板ストッパにて基板停止後、基
板クランプ動作開始前に、基板ス
トッパが退避します。
3.1 “ 前後工程モード ” タブ
0602-001
4-20
Tg1299-ID-PM
0607-002
3.2 “ 印刷条件設定 ” タブ
3.2 “ 印刷条件設定 ” タブ
•
シートの表示
“ 装置設定データ
” サブメニューバーの [ 印刷条件設定 ] タブを押
すと、以下のタブシートが表示されます。
[1]
[2]
[3]
[6]
[4]
[5]
Fig.3D15 “ 印刷条件設定 ” タブシート
4-21
Tg1299-ID-PM
0607-002
3.2 “ 印刷条件設定 ” タブ
•
シートの構成
[1] ペーストサイズ
印刷時のソルダペーストの
X 方向幅を設定します。
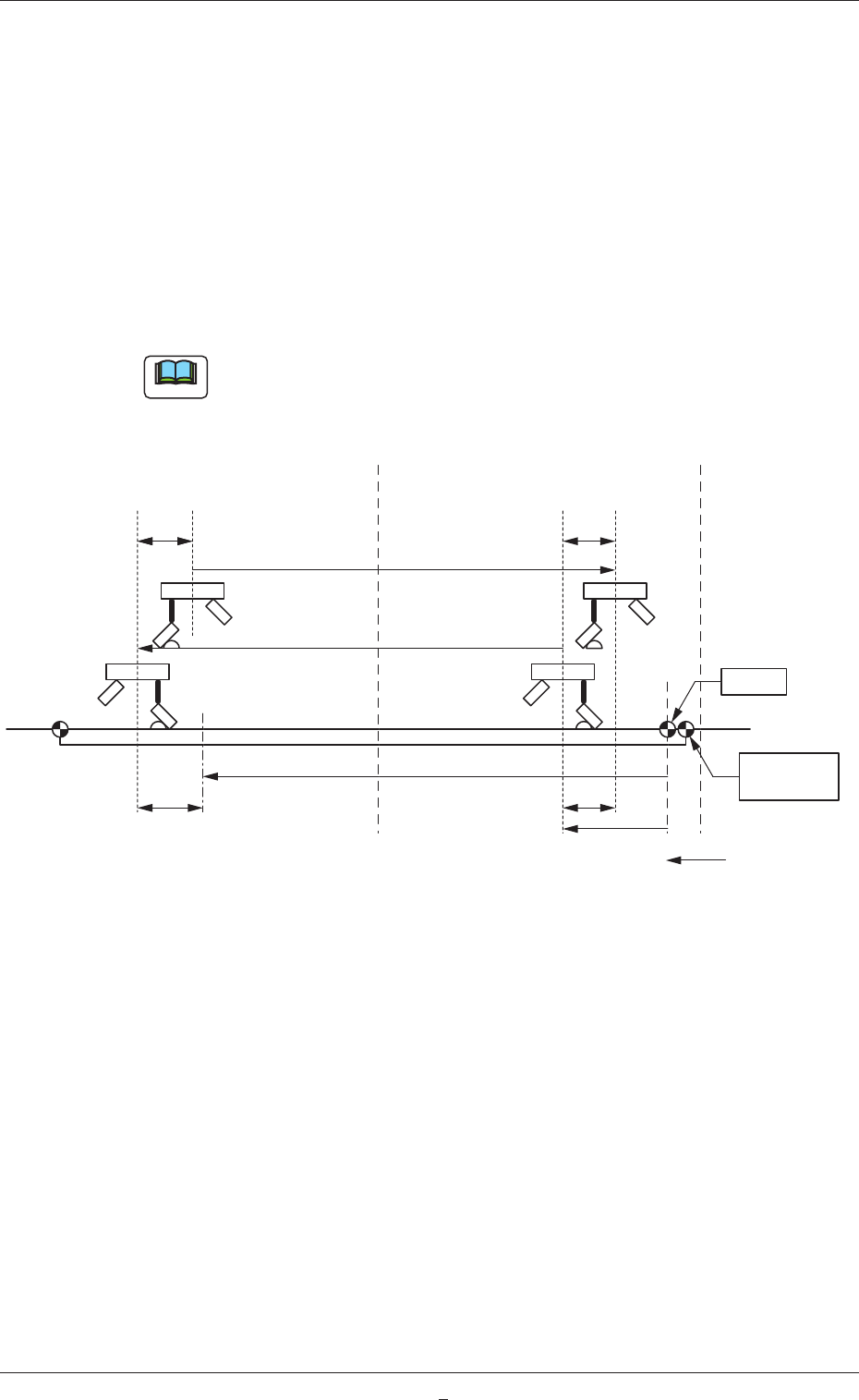
下図のスキージオフセット(So)を求めるためのデータで、装
置内部で以下の計算式で算出します。
単位:mm
So
=
Sd
×
2 - Ps
Sd:スキージ間隔(スキージ角度から算出)
Ps:ペーストサイズ(初期値 40mm)
ノート
“ テンキー ” 画面を表示して、ペーストサイズを入力します。
スクリーン中心
X2 X2
So
So
NC原点
L2
A' B A B'
スキージ原点
L1
L ns
手前基準時
搬送基準点
L1, L2 : 印刷範囲データ(NC原点を基準)
Fig. 3D16