00195752-0102_UM_D1_D2_SR605_SV.pdf - 第312页
6 Stationstillägg Skötselinstruktion SIPLACE D1/D2 6.17 Vakuumpump Från programversion SR.605.xx Utgåva 07/2008 SE 312 6.17 V aku umpump Artikelnr 001 19017-xx V akuumpump Artikelnr 001 19899- xx A nslutn ings-kit vakuum…
Skötselinstruktion SIPLACE D1/D2 6 Stationstillägg
Från programversion SR.605.xx Utgåva 07/2008 SE 6.16 Koplanaritets-lasermodul
311
6
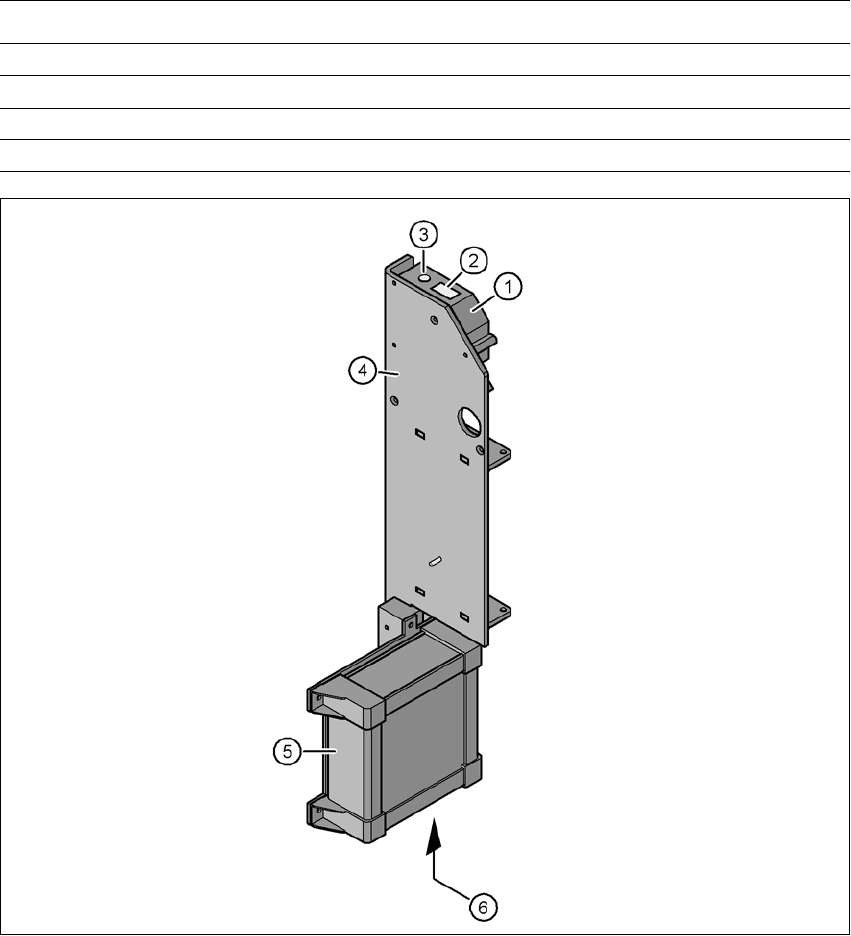
Bild 6.16 - 5 Koplanaritets-lasermodul
(1) Lasersensor
(2) Detektor
(3) Laseremitter
(4) Montagevinkel
(5) Controller
(6) LED-displayer, anslutningar till controller
LED avg avg1 avg2
från från Inget meddelande
röd från Meddelande 1
från röd Meddelande 2
röd röd Meddelande 3
6 Stationstillägg Skötselinstruktion SIPLACE D1/D2
6.17 Vakuumpump Från programversion SR.605.xx Utgåva 07/2008 SE
312
6.17 Vakuumpump
Artikelnr 00119017-xx Vakuumpump
Artikelnr 00119899-xx Anslutnings-kit vakuumpump D1/D2
Varje Collect&Place-huvud är utrustat med egen vakuumgenerator som matar hållar- och plock-
ningskretsen med nödvändigt vakuum. Vakuumaggregatet arbetar efter venturi-principen.
Tryckluftförbrukningen för D2-automaten är cirka 485 Nl/min. Det betyder att tryckluftmatningen
måste vara motsvarande dimensionerad. Räcker kapaciteten på plats hos kunden, innebär det
höga kostnader. På grund av detta erbjuder vi er en vakuumpump, som ger erfordrad vakuumför-
sörjning.
Ytterliga fördelar med användningen av vakuumpumpen:
– Tryckluftförbrukningen för automaten halveras nästan.
– Ingångstrycket reduceras.
– Automaten kan lätt byggas in i befintliga linjer.
– Löpande driftskostnader sjunker beroende på energikostnadernas nivå.
Vakuumpumpen är underhållsfri och 100% oljefri. Dess kapacitet räcker till för att försörja hållkret-
sarna till Collect&Place-huvudena.
Ytmonteringsautomat Tryckluftförbrukning
a
för automaten
a) Under atmosfäriska normalbetingelser vid 20°C och 1013 hPa
SIPLACE D1
utan vakuumpump
med vakuumpump
345 Nl/min (C&P/P&P)
205 Nl/min (C&P/P&P)
SIPLACE D2
utan vakuumpump
med vakuumpump
485 Nl/min (2 x C&P)
205 Nl/min (2 x C&P)
Skötselinstruktion SIPLACE D1/D2 6 Stationstillägg
Från programversion SR.605.xx Utgåva 07/2008 SE 6.18 SIPLACE Productivity-Lift
313
6.18 SIPLACE Productivity-Lift
6.18.1 Koncept för parallellmontering
I allmänhet är ytmonteringslinjerna uppställda i serie och seriellt förbundna med varandra. Ytmon-
teringsprogrammet arbetar sekventiellt under det att kretskorten transporteras vidare till nästa ma-
skin. Detta betyder att placeringen på ett kretskort är fördelat på flera olika automater.
6
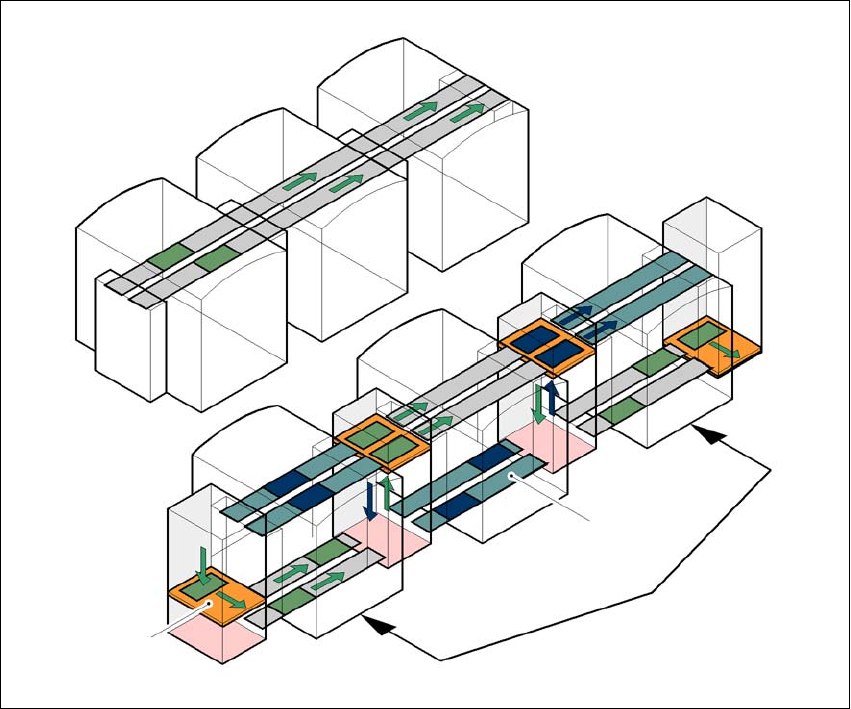
Bild 6.18 - 1 Seriella och parallella linjer i jämförelse
Vid parallell förbindelse är ytmonteringsinnehållet för de olika automaterna sammanfattade. Flera
automater kör samma ytmonteringsprogram. De placerar alla komponenter på en maskin som är
fördelad på flera automater i en seriell bearbetning. Om kapaciteten för en automat är helt belas-
tad, transporteras kretskorten till nästa automat och bearbetas. Denna kombination av maskiner
med samma ytmonteringsinnehåll kallas grupp eller cluster.
Seriell linje
Parallell linje
Transport i undre läge
Grupp (Cluster)
Horisontal-/
vertikalhiss