ZHX-R20C&D(-IN) 立式在线(离线)说明书.pdf - 第20页
ZHX-R20C&D(-IN)立式插件机说明书 深圳市中禾旭精密机械有限公司 www.zhxai.com - 20 - 三、工 具栏的说 明 1.文 件 单击 单步+文件 = 打开、 保存、 另存为新文件、 退出系统 (文字格式解释: 点击中 『单 步』,再点击中『文件』,会弹出『打开程序、保存程序、保存图像、退出』等功能键,后续 同种格式依此类推。) 打开程序 点击 文件 打开,它就会弹出能显示所有文件名的对话框(如下图),然…

ZHX-R20C&D(-IN)立式插件机说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 19 -
负数是逆时针方向;
HolD:插入点孔径;
PartNO:物料规格型号;
PartTP:物料类型(是系统里的元件参数的元件高度的类别);
Feeder:元件所在的站位编号;
Fun: 该行程序的功能。
OS: 是 OFFSET 位,决定板在机器上的位置;
S: 是不执行该行;
I1: 是插件又检测;
I2:是插件不检测;
T1:是顺时针转台;
T2:是逆时针转台;
E:是程序结尾行,执行该行时机器不动作。
方向:该元件分配头上物料的方向。
MK:是 mark 孔坐标自动校正
编辑:单步+编辑 点击后该键变为绿色,虚线框住,方可以对程序修改。修改完毕再点击该键
就可以退出当前,如果修改后没单击“确认”就会弹出对话框“修改未确认!要确认吗?”,
回答“是”就会把所做的修改保存起来,“否”会对修改不做保存。
影校: 单步+编辑,再点击 影校 后该键变为绿,并用虚线框住,图像属性区就会显示出
相机在 PCB 上捕捉到的图像。
偏移: 当对程序的 OS 后第 1 行进行 X、Y 坐标编辑修改时此键会变为绿色,修改完毕再单击
它,那么该程序的其它所有 OS 后的 X,Y 坐标都自动按第 1 行的修改量偏移。如果修
改完毕,在退出编辑后单击它“偏移”是无效的。
确认: 单击它将会对所做的“编辑”进行确认、保存。
箭头上: 在“编辑” 状态下,移动到上一行程序。
箭头下: 在“编辑” 状态下,移动到下一行程序。
转角: 在手动校对坐标时按照程序要求转角,以便于手动校对坐标。
校正: 在控制面板区选择“校正”时点击此钮时会自动校正当前行。
送料: CTA 将链夹上的元件送到插件本体上。
H 下插: H 轴执行下插动作。
压料: 压料 PUSH 机构执行压料动作。
底座 : 点击之底座上升,再点击之底座回复原位
剪脚: 点击下剪脚器执行剪脚动作;再点击,剪脚器回复原位
插件头:H 轴的伺服控制开关
复位: 对整个动作进行复位(归零)。
Rst: 坐标调整后,在没有确认前“反悔”时使用,使坐标恢复调整前的坐标。
箭头键: 调整(编辑)坐标用,箭头所指方向为工作台移动的方向。
数字选择:数字 2、10、100、500、1000、为坐标移动量的选择,与“箭头键”配合使用,按
实际坐标的 1 毫米=100 计算。
文件名:是读取程序的快捷键,显示该程序的文件名
ZHX-R20C&D(-IN)立式插件机说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 20 -
三、工具栏的说明
1.文件
单击 单步+文件 = 打开、保存、另存为新文件、退出系统(文字格式解释:点击中『单
步』,再点击中『文件』,会弹出『打开程序、保存程序、保存图像、退出』等功能键,后续
同种格式依此类推。)
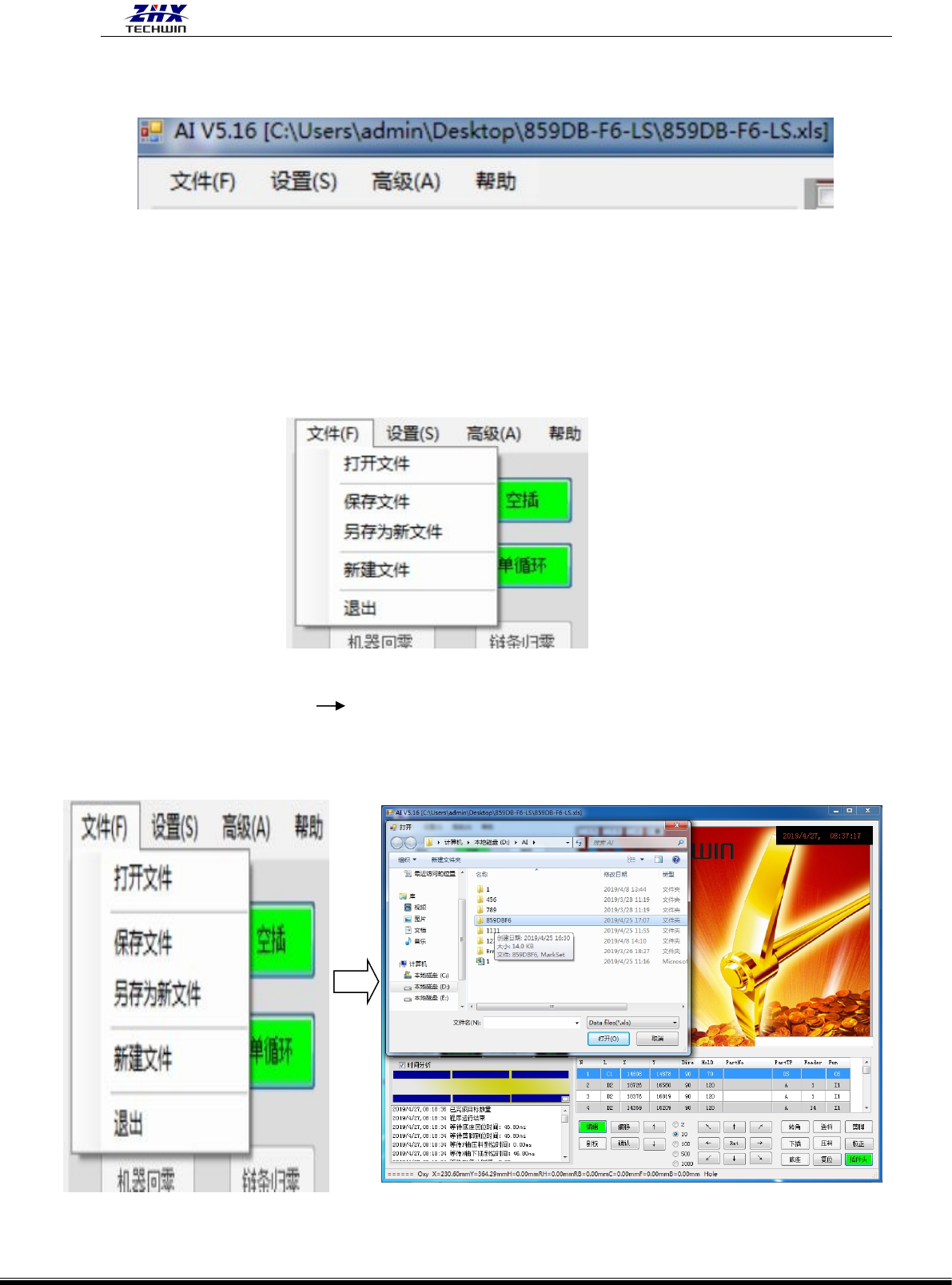
打开程序 点击 文件 打开,它就会弹出能显示所有文件名的对话框(如下图),然后
在里面单击你所需要“打开”的程序名,再点击“打开”,机器就接受了将执行该程序的“任
务”,并覆盖了先前的程序。
ZHX-R20C&D(-IN)立式插件机说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 21 -
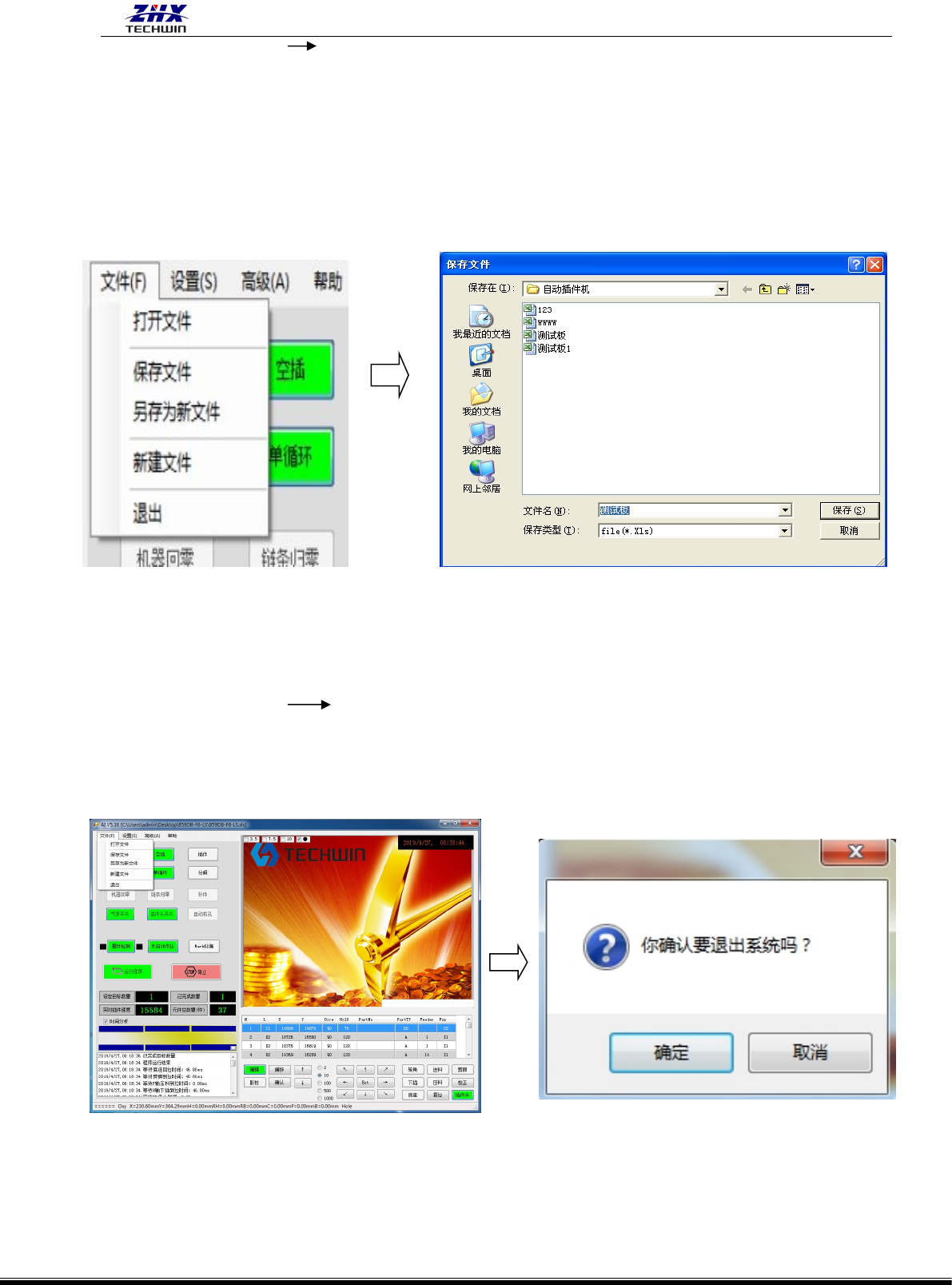
保存程序 点击文件 保存程序,它就会弹出一个请选择文件名的的对话框、(如下图),
你也可以在文件名栏里输入你所需要的文件名,点击“保存”即可。
另存为新文件 操作与保存程序一样
退出 点击文件 退出,系统提示是否要退出操作系统,如果要退出就点击“确定”,
反之就点“取消”