ZHX-R20C&D(-IN) 立式在线(离线)说明书.pdf - 第32页
ZHX-R20C&D(-IN)立式插件机说明书 深圳市中禾旭精密机械有限公司 www.zhxai.com - 32 - 9)、上料 按照站位表和程序的要求在 尾部料站 的分配头上装好编带料。 10)、插件 (1) 先执行 “单步+插件 ” 检查元件插入的效果。如果插入效果不好,请参见第五章调整、 保养中的“机械、电脑参数的调整”; (2) 插完一块板, 并检查插入效果, 如: 元件的位置是不是正确; 有没有遗漏, 否则增加程序;…
ZHX-R20C&D(-IN)立式插件机说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 31 -
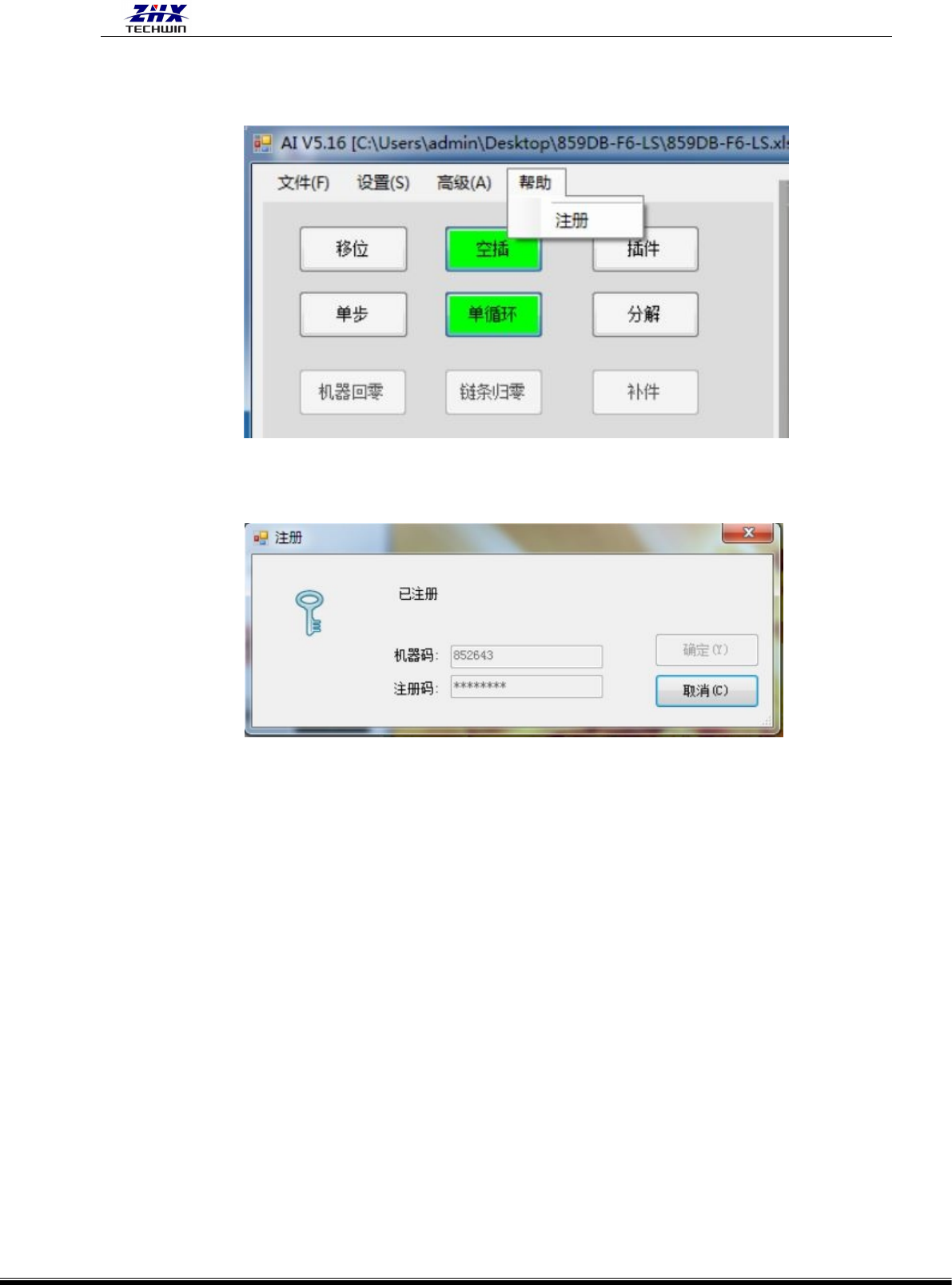
8)帮助
单步 + 帮助 弹出注册,
注册:自动插件机到期系统会提示注册信息,(如有快过期的设备,请把机器码记录下来与
中禾旭联系)
四、操作步骤
1)、机器通电 将主机外壳右侧的主电源断路开关旋钮打开。
2)、机器通气 按下外壳上的“气源”按键,使底座、头部、送料在通气状态。
3)、打开电脑 按下电脑的开机键。
4)、打开急停开关 把外壳上的急停开关顺时针旋起。(旋钮弹起。)
5)、进行诊断 看信号状态是否正常,检查动作的有、无,判断机器的控制部分是否正常。见
第三章操作,操作界面上各功能"键"介绍的“诊断”部分。
6)、编程 见第三章 操作,操作界面上各功能"键"介绍的 “程序编辑” 部分;以及第四
章 程序编辑。
7)、调入程序 单击界面“文件”,单击“打开”,再单击要执行的程序名;设置“目标数量”。
8)、先后操作“影校、移位”“影校”见第三章操作界面上各功能"键"介绍的 “程序编辑”
部分。执行此操作是为了检查程序内的坐标是否准确,也是检查 X\Y 工作台是否在安全范围内
移动,否则,在执行“空插”时会损坏设备。“空插”见第三章操作界面上各功能"键"介绍
的“空插”部分。执行此操作是为了检查插件轴是否动作正常,同时也是让各工作机构“热身”。
ZHX-R20C&D(-IN)立式插件机说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 32 -
9)、上料 按照站位表和程序的要求在尾部料站的分配头上装好编带料。
10)、插件
(1) 先执行 “单步+插件 ” 检查元件插入的效果。如果插入效果不好,请参见第五章调整、
保养中的“机械、电脑参数的调整”;
(2) 插完一块板,并检查插入效果,如:元件的位置是不是正确;有没有遗漏,否则增加程序;
(3) 执行 “连续 + 插件”
11)、关机
(1)退出操作系统:见第三章 操作,操作界面上各功能"键"介绍的 “退出程序”部分;
(2)关电脑:见第三章 操作,操作界面上各功能"键"介绍的部分“关电脑”部分;
(3)关急停:压下机器外壳上的急停按钮;
(4)关主电源:将右侧的主电源断路开关拨下。
第四章 程序编辑
一、程序说明
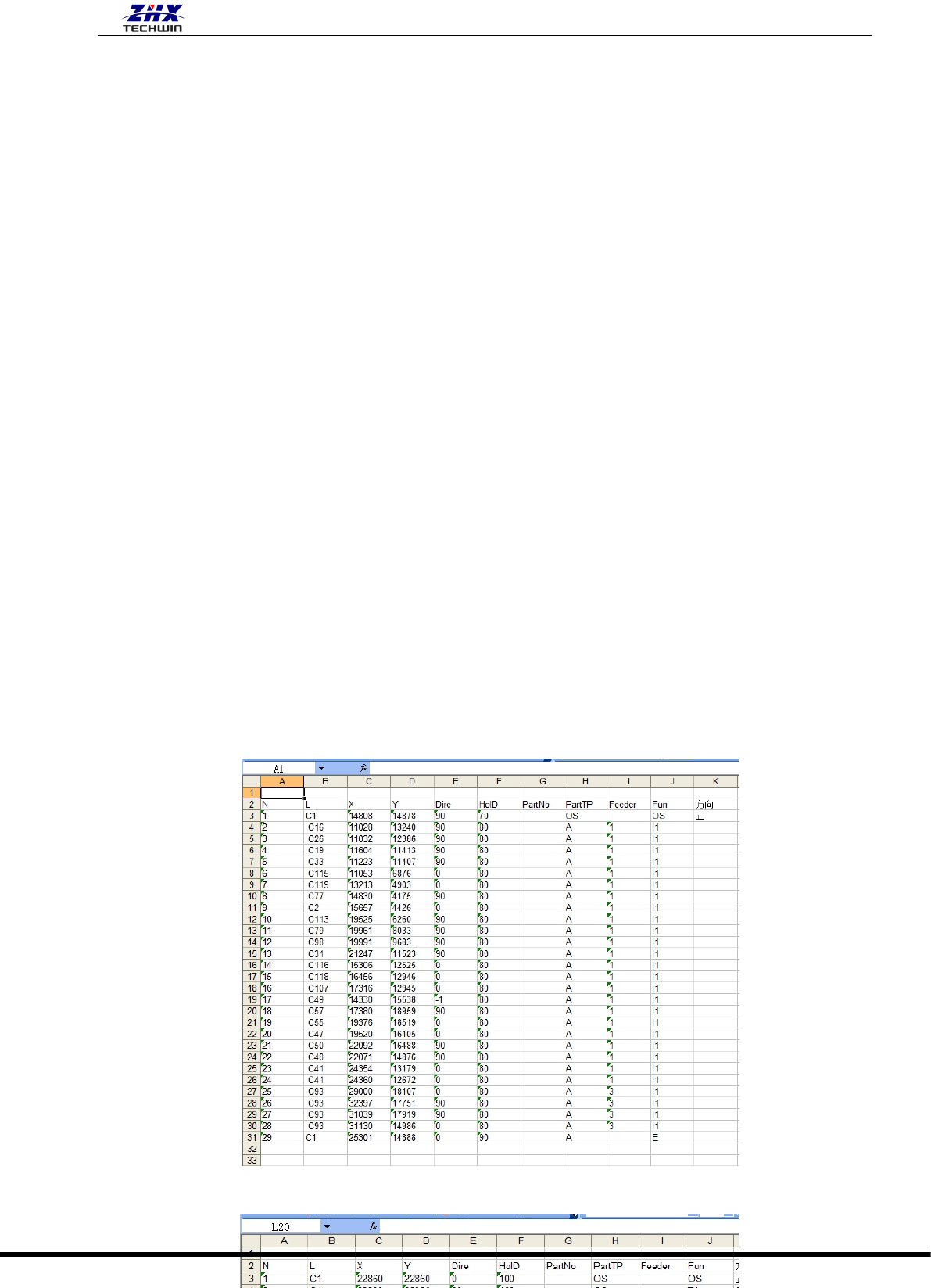
本设备程序采用 Excel 格式编辑,使用公制绝对坐标,可以将环球机、DYNA 机、模版的程序
导入并编辑成本设备使用的程序。用实际公制坐标值乘以 100,即为机器程序内的坐标值。以
下是本设备的一个程序列子,如下表:
在线机:
离线机:

ZHX-R20C&D(-IN)立式插件机说明书
深圳市中禾旭精密机械有限公司 www.zhxai.com
- 33 -
文件名: 程序的第一行第一列,固定不变;
程序名: 程序的第一行第二列, 可以任意命名并使人能清楚是哪种 PCB 板的程序。(建议
用 PCB 板型号);
N: 程序的第二行第一列,序号列;
L: 程序的第二行第二列,PCB 板上插入点的元件编号,如:C1 等;
X: 程序的第二行第三列,X 坐标列(左右方向);
Y: 程序的第二行第四列,Y 坐标列(前后方向);
Dire: 程序的第二行第五列,角度。基于元件在链夹上的位置为零度的元件插入的角度。
“+”是顺时方向(符号省略),“-”是逆时针方向;
HolD: 程序的第二行第六列,插入点孔径,以 1/100 毫米为单位,如直径为 1 毫米的孔 D
是 100 等;
PartNo: 程序的第二行第七列,元件编号列或规格;
PartTp: 程序的第二行第八列,元件类型列 [通常用 A;B;C;D;代替方便于使用];
Feeder:元件所在的站位编号列;
Fun: 该行程序的功能列。有以下几个功能代码:
OS: 程序中的原点(OFFSERT),此行不插件,决定板在机器上的位置,也就是工
作台运行到哪个位置时,转台才开始旋转。
S : 是不执行该行。
T1: 令工作台顺时针转 90 度。
T2: 令工作台逆时针转 90 度。
OS: 程序中的原点(OFFSERT),此行不插件,决定第一个插件点在机器上的位