00196043-05 - SG X und X4I FSE_de.pdf - 第114页
Kommunikation und Steuerung Kommunikation Gurtschneider und Pipettenwechsler CAN-Bus Student Guide SIPLACE X-Serie und X4I FSE 114 Abhängig von den ang eschlossenen Kabeln und der S tellung des DI P-Schalters erkennt der…
Kommunikation und Steuerung
CAN-Bus Kommunikation Gurtschneider und Pipettenwechsler
113 Student Guide SIPLACE X-Serie und X4I FSE
E/A-Modul Sub Distributor (Ausgänge)
4.3.10.5 E/A-Modul Sub Distributor (Ausgänge)
nc = not connected (Reserve)
Kommunikation Gu rtschneider und Pipettenwechsler
4.3.11 Kommunikation Gurtschneider und Pipettenwechsler
Beschreibung Modul CAN-Knoten PPW Gurtschneider
Mit der Einführung der SIPLACE X4I und der Weiterentwicklung der SIPLACE X-Serie wurde die
Steuerung des Pipettenwechslers und die Überwachungssensoren für die Abwurfbehälter zurück in den
Maschinen CAN-Bus integriert.
Diese neue Platine wird als „Modul CAN node NC tape cutter“ [03052927-xx] bezeichnet und wird
anstelle der Gurtschneider-Platine eingesetzt.
In diese Platine wurde somit die Steuerung des Gurtschneidgerätes, PPW 1 und 2, Pipettenstation
(Blasluftventil für C&P20A-Kopf) und Sensoren für die Abwurfbehälter BE/Pipetten implementiert.
Die Firmware für den CAN-Knoten wird mit Hilfe der Stationssoftware oder mit Caccia auf die
Gurtschneidplatine geladen.
Das Modul "CAN node NC tape cutter" ist rückwärtskompatibel zu den alten Gurtschneidplatinen. Somit
kann diese Baugruppe in der X-Serie, HF-Serie und D-Serie eingesetzt werden.
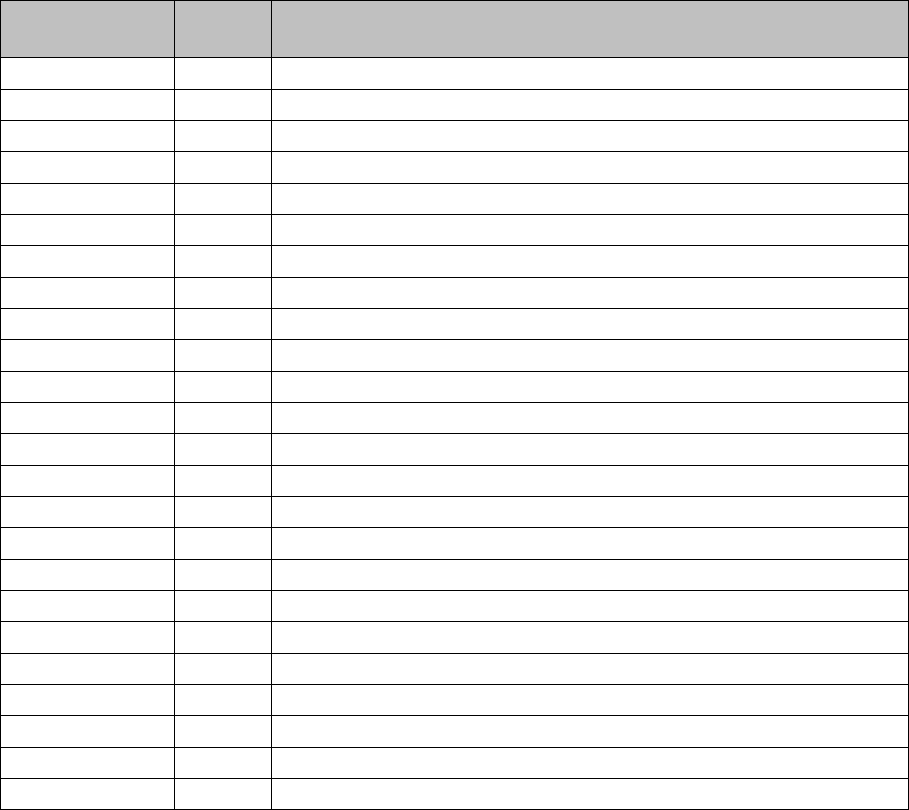
Klemmen-
bezeichnung
I/O Beschreibung/ Kommentar
X7_1 Do0 nc
X7_2 Do1 nc
X7_3 Do2 nc
X7_4 Do3 nc
X7_5 Do4 nc
X7_6 Do5 St_Vakuumpumpe EIN
X7_7 Do6 nc
X7_8 Do7 nc
X8_1 Do8 nc
X8_2 Do9 nc
X8_3 Do10 nc
X8_4 Do11 nc
X8_5 Do12
X8_6 Do13
X8_7 Do14
X8_8 Do15
X9_1 24 V
X9_2 24 V
X9_3 24 V
X9_4 24 V
X9_5 GND
X9_6 GND
X9_7 GND
X9_8 GND
Kommunikation und Steuerung
Kommunikation Gurtschneider und Pipettenwechsler CAN-Bus
Student Guide SIPLACE X-Serie und X4I FSE 114
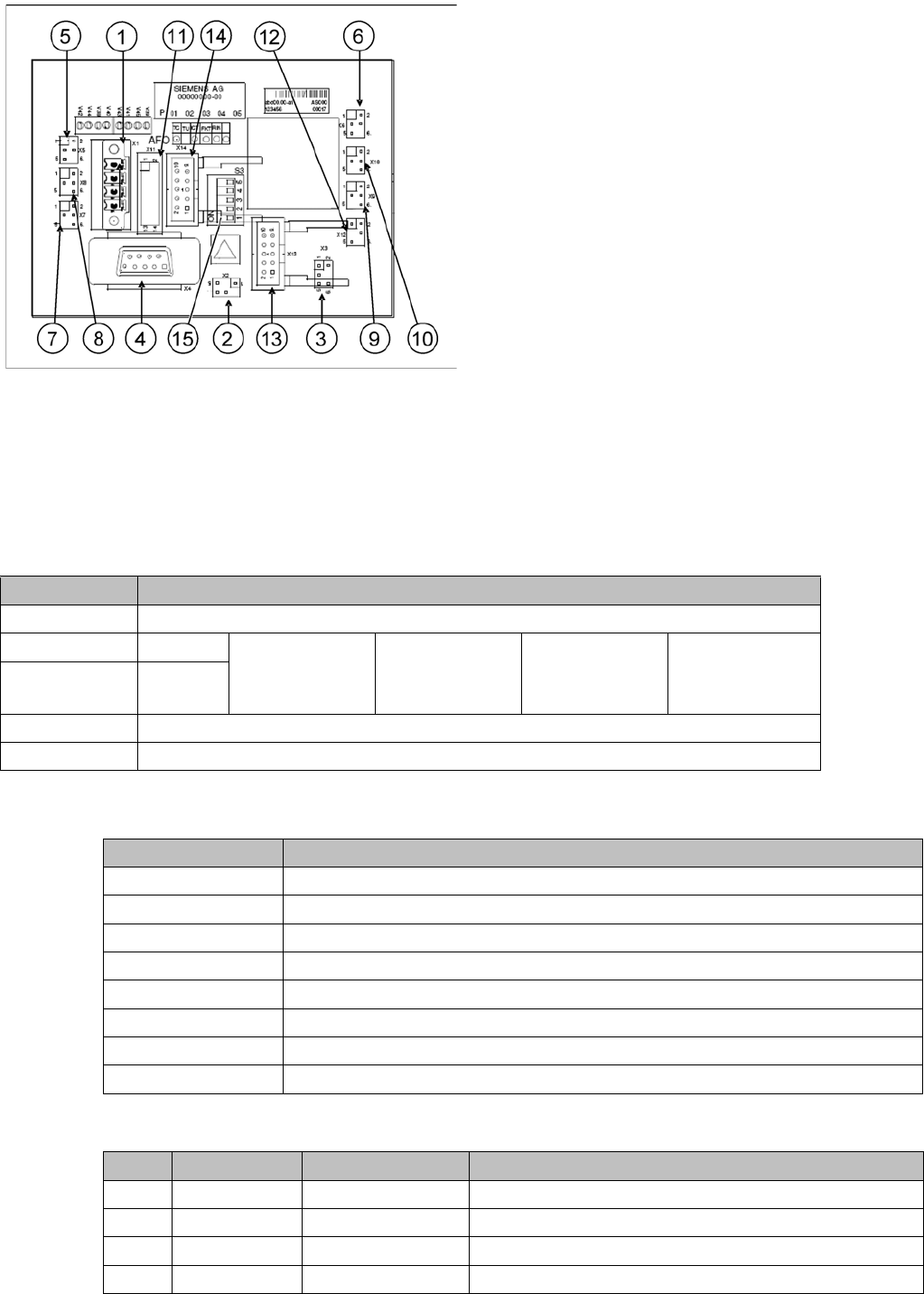
Abhängig von den angeschlossenen Kabeln und der Stellung des DIP-Schalters erkennt der CAN-
Prozessor welche Funktionen zu steuern sind und an welchem Stellplatz sich die Baugruppe befindet.
Bedeutung der LEDs
Kabelbelegung am Stecker X1
Modul CAN-Knoten PPW Gurtschneider (Modul CAN
node NC tape cutter)
1. X1 – Energieversorgung mit automatischer CAN-ID
2. X2 – Energieversorgung Gurtschneider +24 V/+5 V
3. X3 – Abwurfbehälter (Pipetten, Bauteile)
4. X4 – CAN-Bus-Anschluss
5. X5 – Energieversorgung Ventil (links)
6. X6 – Energieversorgung Ventil (rechts)
7. X7 – Bero-Hubzylinder eingefahren (links)
8. X8 – Bero-Hubzylinder ausgefahren (links)
9. X9 – Bero-Hubzylinder eingefahren (rechts)
10. X10 – Bero-Hubzylinder ausgefahren (rechts)
11. X11– Test-Stecker Gurtschneider
12. X12 – Druckluftventil (zusätzliche Drucklufteinheit
zum Bauteile abzuwerfen)
13. X13 – Pipettenwechsler Reihe 1
14. X14 – Pipettenwechsler Reihe 2
15. DIP-Schalter-Gruppe S3
DIP- Schalter 3
1 ON: CAN-ID DIP-Schalter 2/3 – OFF: cable select
2 CAN-ID 0 ON: Portal 1
ON
OFF. Portal 2
ON
ON: Portal 3
OFF
OFF: Portal 4
OFF: Cable
Select
3 CAN-ID 1
4 ON: Nur Gurtschneider – OFF: Pipettenwechsler & Gurtschneider
5 ON: Modul im Reset-Modus – OFF: Modul im Standard-Modus
LED Bedeutung
V39 Bauteil-Abwurfbehälter
V45 Pipetten-Abwurfbehälter
V41 CPU grüne Status LED
V43 CPU rote Status LED
V40 Pipettenwechsler 2 Lichtschranke 24 V
V38 Pipettenwechsler 2 Ventil aktiv
V44 Pipettenwechsler 1 Lichtschranke 24 V
V42 Pipettenwechsler 1 Ventil aktiv
Pin Signalname Signaltyp Bemerkung
1 P_24V Eingang 24 V Energieversorgung
2 GND - Erdung
3 CANID_0 Digitaler Eingang Erdung (offen) oder 24 V (250 µA) für CAN-ID
4 CANID_1 Digitaler Eingang Erdung (offen) oder 24 V (250 µA) für CAN-ID
Kommunikation und Steuerung
Achsansteuerung Positionsmesssystem
115 Student Guide SIPLACE X-Serie und X4I FSE
Der Netzanschluss hat 2 Pins um die passende CAN-ID auszuwählen. Diese hängt von der Position
(Stellplatz) des CAN-Knotens in der Maschine ab.
Achsansteuerung
4.4 Achsansteuerung
Positionsmesssystem
4.4.1 Positionsmesssystem
Spursign ale und Nullimpuls signal der Achse
4.4.1.1 Spursignale und Nullimpulssignal der Achse
Die Achssysteme bestehen aus folgenden Teilen.
▪ Achscontroller Hauptplatine
▪ Servoverstärker
▪ Motor
▪ Positionsmesssystem bestehend aus Inkrementalmassstab und -encoder
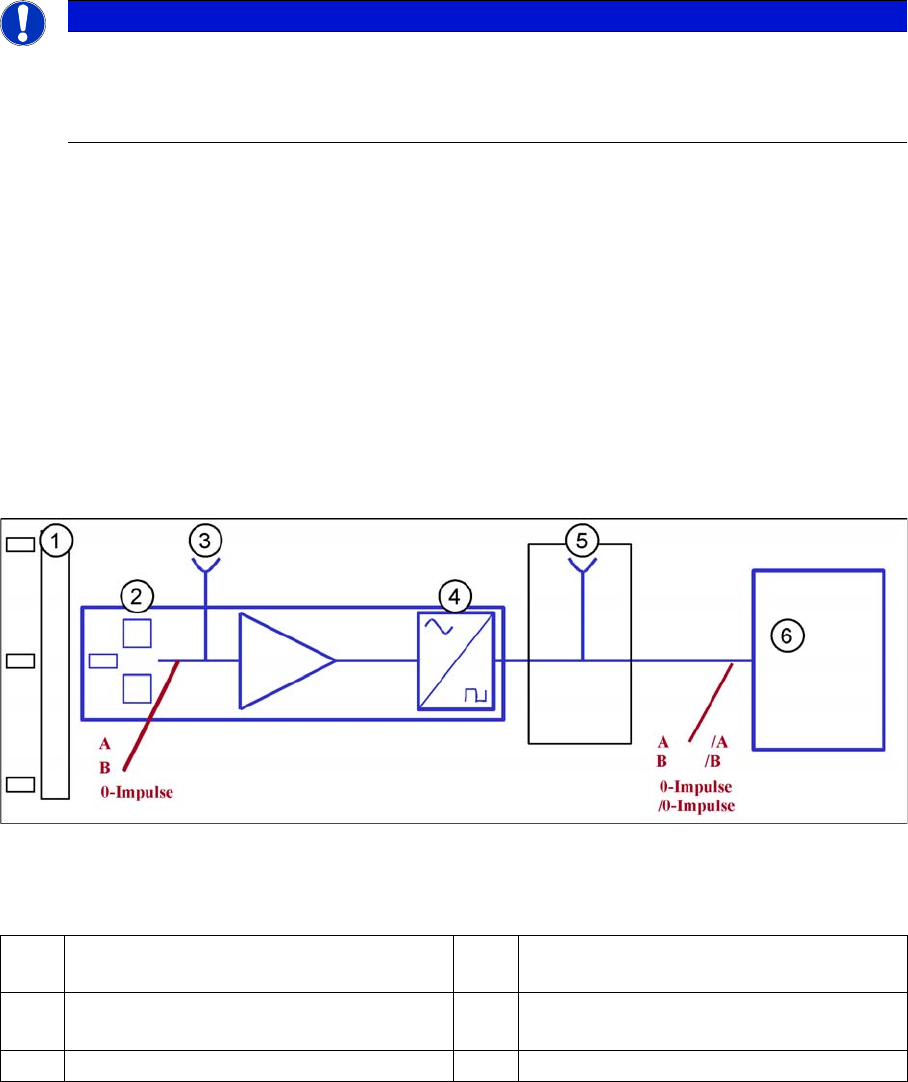
Prinzipschaltkreis für Positionsmesssysteme
Legende
Das Achssteuerungssystem mit geschlossenem Positionsregelkreis ermittelt die Achsposition direkt an
der bewegten Achsmechanik. Das Positionsmesssystem erzeugt analoge Spur- und Nullimpulssignale
bei einer Bewegung über den Maßstab. Ein Verstärker, eine Frequenz-Vervielfacherschaltung und ein
Signalformer sind im Verstärkergehäuse integriert. Ein Teststecker für digitale Signale ist auf dem
nächsten Interfaceboard angebracht - oder aber die digitalen Signale können am Spur A/B und
Nullimpulsausgang des SIPLACE-AxisTester gemessen werden. An der SIPLACE-Maschine sind die
Spursignale die einzige Rückkoppelschleife in allen Achsansteuersystemen. Dies bedeutet, jeder Fehler
der Spursignalerkennung beeinflusst die Achssteuerung. Die Portalachsen werden bei Erkennen eines
Spursignalfehlers sofort gestoppt und die Kopfachsen beenden die aktuelle Positionierung.
HINWEIS
Der alte Pipettenwechsler des C&P20-Kopfes kann nicht zusammen mit dem CAN-Knoten-
PPW-Gurtschneider-Modul eingesetzt werden.
Der Pipettenwechsler mit neuer Steuerplatine kann auch in Maschinen ohne CAN-Knoten
eingesetzt werden.
1 Inkrementalmassstab mit Nullimpulsen 4 Elektronische Signalmultiplikation und
Signaldigitalisierung
2 Inkrementalgeber (encoder) für Spur A-/B-
und Nullimpulssignale (O-puls.)
5 Teststecker digital Signale
3 Analog Signalausgang und Verstärker 6 Achscontroller