00196043-05 - SG X und X4I FSE_de.pdf - 第164页
Energie- und Druckluftversorgung Gleichspannungswandler Vision Sektor 2 Stromversorgung Student Guide SIPLACE X-Serie und X4I FSE 164 DC/DC-Wandler Axis Unit Gleichsp annungswandler Vision Sek tor 2 5.2.7 Gleichspannungs…
Energie- und Druckluftversorgung
Stromversorgung Stromversorgung Axis Unit
163 Student Guide SIPLACE X-Serie und X4I FSE
Stromversorgung Axis Unit
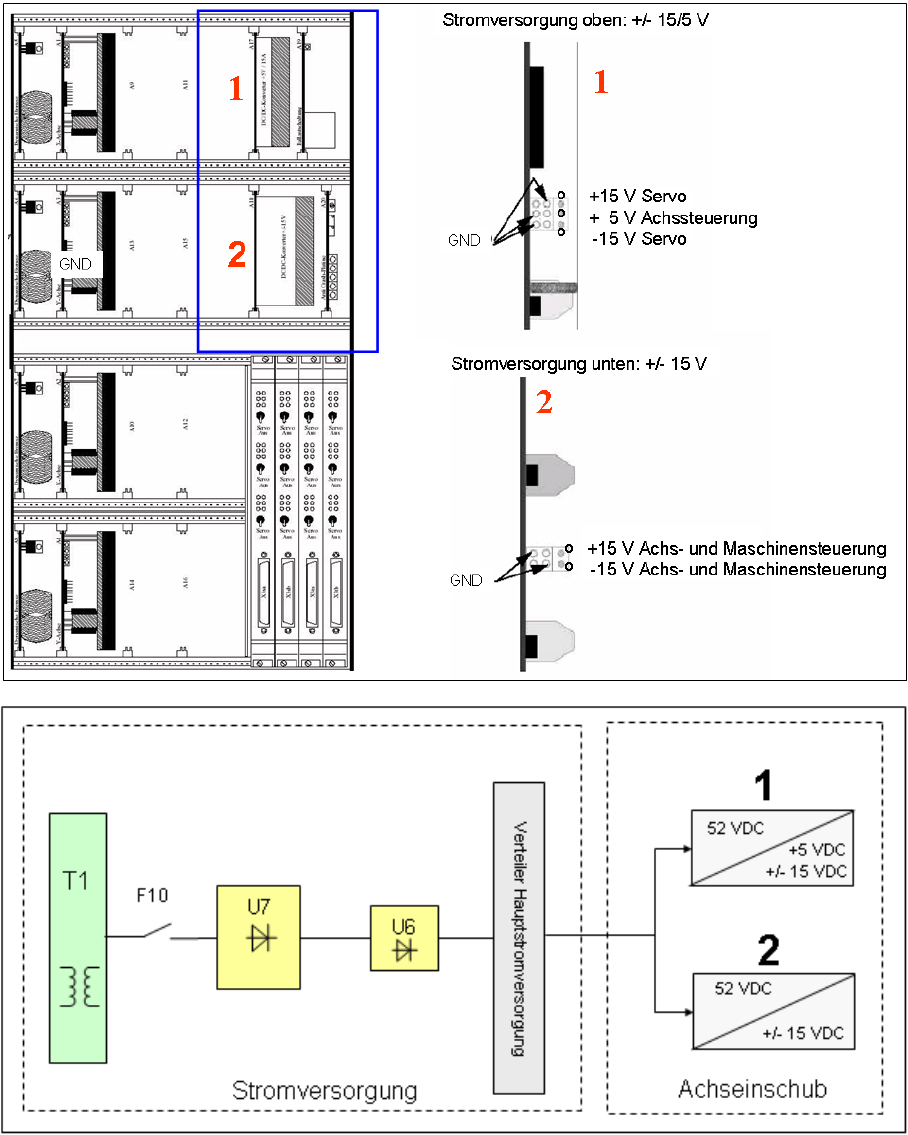
5.2.6 Stromversorgung Axis Unit
Nach dem Einschalten des Hauptschalters wird die Axis Unit von der Hauptstromversorgung über X13
mit 52 VDC versorgt und es werden folgende Spannungen erzeugt:
Die Spannungsversorgung +/-15 V und 5 V für die elektronischen Schaltungen der Axis Unit werden von
den beiden DC/DC-Wandlern U20 und U30 erzeugt. Diese Wandler versorgen die Servokarten und die
Achsansteuerung mit 5 V und +/-15 V. Die +/-15 V werden auch an den Bestückköpfen sowie für die
Anti-Crash-Platine (bei Maschinen bis zum Achskartentyp A363) benötigt. Die Spannung wird über den
Hauptverteiler X4qa (Sektor 2) an die Klemmenleiste X1qa geleitet und von dort aus erfolgt die
Verteilung.
Energie- und Druckluftversorgung
Gleichspannungswandler Vision Sektor 2 Stromversorgung
Student Guide SIPLACE X-Serie und X4I FSE 164
DC/DC-Wandler Axis Unit
Gleichsp annungswandler Vision Sek tor 2
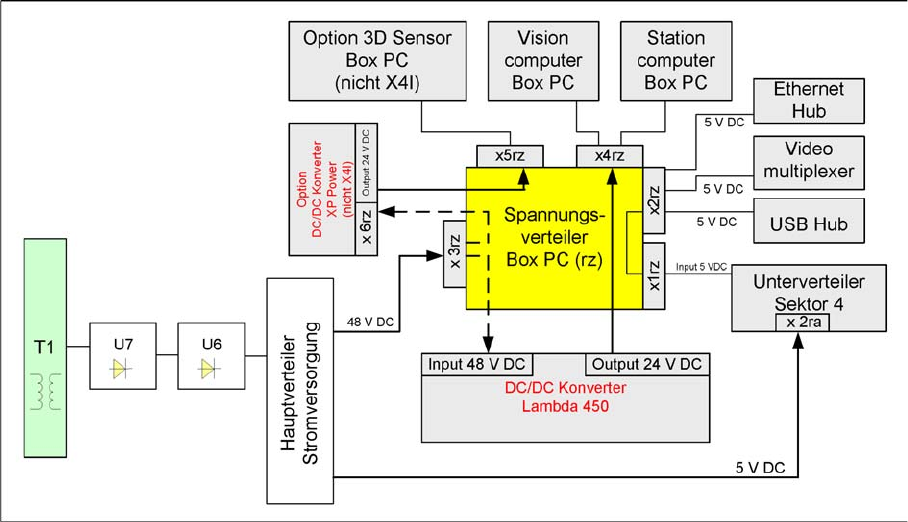
5.2.7 Gleichspannungswandler Vision Sektor 2
Dieser DC/DC-Wandler wird nur zur Erzeugung von 48 V für die Beleuchtung der P&P-Kamera sowie
für die Stromversorgung der LP-Kamera (5/24 V) und BE-Kamera (24 V) verwendet.
Energie- und Druckluftversorgung
Stromversorgung Gleichspannungswandler Vision Sektor 2
165 Student Guide SIPLACE X-Serie und X4I FSE
DC/DC-Wandler Sektor 2
Spannungsversorgung Gurtschneider
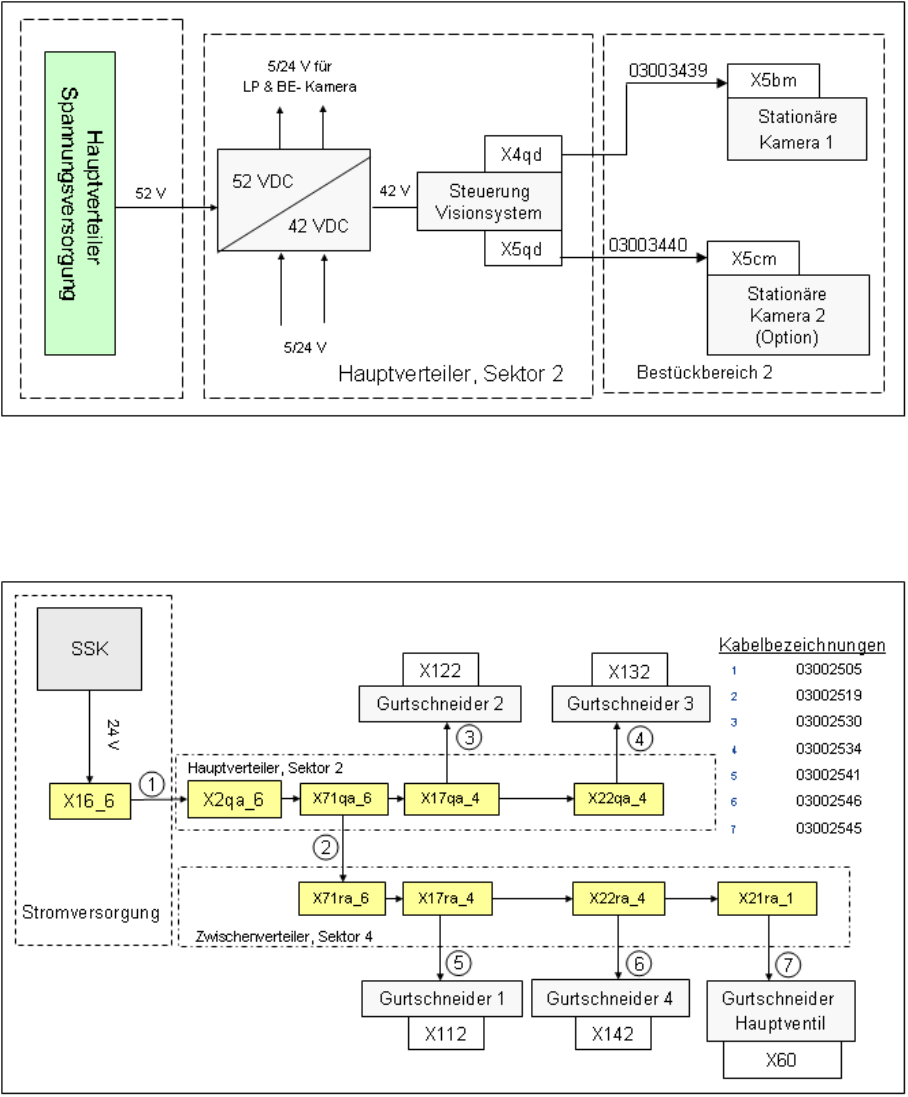
5.2.7.1 Spannungsversorgung Gurtschneider
Die Gurtschneider sind sowohl parallel als auch in Reihe geschaltet. Der Gurtschneider im Sektor 2 und
Sektor 3 ist seriell und in Sektor 1 und 4 ebenfalls seriell geschaltet.
Stromversorgung Gurtschneider
Spannungsversorgung Haubenlüfter
5.2.7.2 Spannungsversorgung Haubenlüfter
Durch die Steigerung der Bestückleistung, Optimierung der Verfahrwege, das gedrehte Portal und das
Überlappen einzelner Achsen entsteht mehr Wärme im Inneren der Maschine. Diese Wärme kann
Einfluss auf die Bestückgenauigkeit und auf die MTBF-Zeiten haben. Daher wurden je Maschinenhaube
vier Lüfter zur Kühlung der Bearbeitungsbereiche installiert.