00196043-05 - SG X und X4I FSE_de.pdf - 第299页
Collect-, Pick- und Place-Kopf (CPP) Referenzlauf CPP-Kopf Referenzlauf der Z-Achse 299 Student Guide SIPLACE X-Serie und X4I FSE Referenzla uf der Z- Achse 8.3.1 Referenzlauf der Z-Achse Referenzlau f der Stern-Ach se 8…
Collect-, Pick- und Place-Kopf (CPP)
Vakuumsystem Referenzlauf CPP-Kopf
Student Guide SIPLACE X-Serie und X4I FSE 298
Referenzlauf C PP-Kopf
8.3 Referenzlauf CPP-Kopf
Referenzlauf CPP-Kopf
Beschreibung
Der CPP-Kopf besitzt eine Z-, eine Stern- und zwölf
voneinander unabhängige DP-Achsen. Vor dem Start der
Bestückung müssen alle Achsen initialisiert werden.
Dadurch weiß die Steuerung, wo deren tatsächliche
mechanische Position ist.
Wenn die Software gestartet wird, überprüft die
Embedded-Software alle Subsysteme und sendet das
Ergebnis an die übergeordnete Steuerungssoftware.
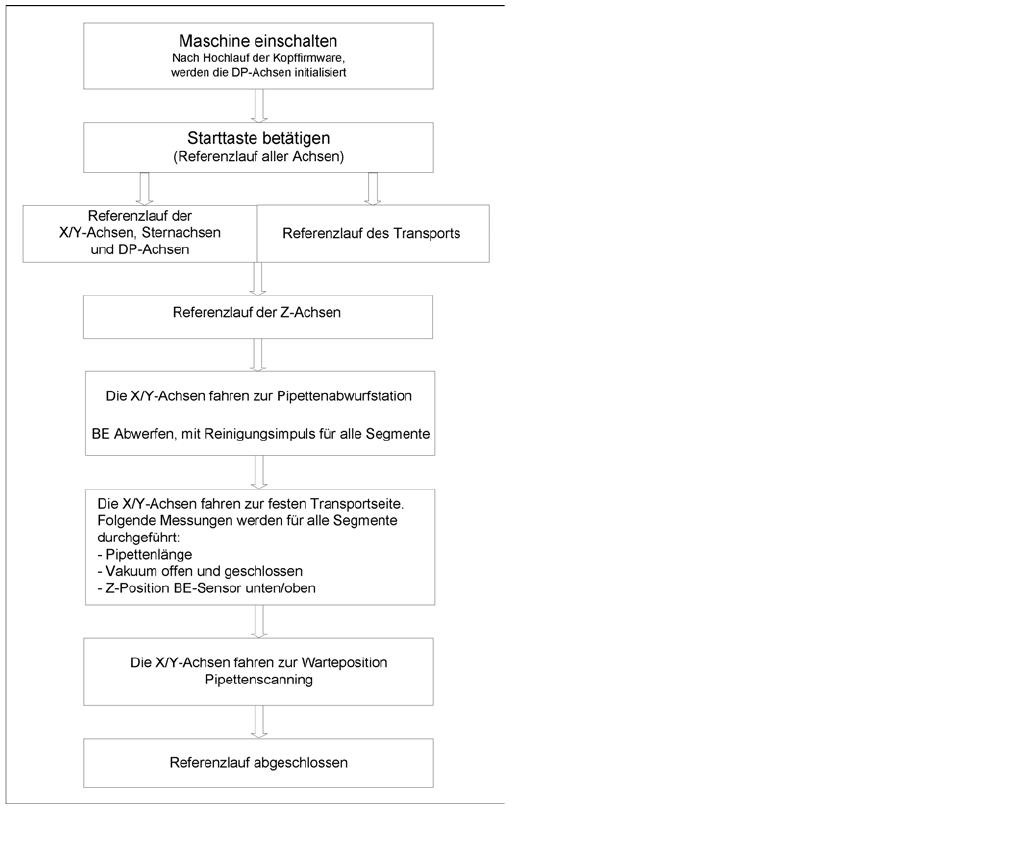
Durch Betätigen der Starttaste wird der Referenzlauf
gestartet (siehe nebenstehendes Flussdiagramm).
Soweit möglich wurden die Abläufe optimiert und können
Parallel ablaufen (Stern- und DP-Achsen sowie die
Initialisierung des Transports).
Collect-, Pick- und Place-Kopf (CPP)
Referenzlauf CPP-Kopf Referenzlauf der Z-Achse
299 Student Guide SIPLACE X-Serie und X4I FSE
Referenzlauf der Z-Achse
8.3.1 Referenzlauf der Z-Achse
Referenzlauf der Stern-Achse
8.3.2 Referenzlauf der Stern-Achse
Vorbereitung der Z-Achse vor Referenzlauf (CPP)
Legende
A: Vakuummessung Haltekreis
B: Vakuummessung Bestückkreis
Durch die Rückholeinheit an der Z-Achse steht diese
schon nach dem Starten der Maschine in einer sicheren
Position (Z-Oben). Dies ist die Voraussetzung dafür,
dass der Referenzlauf der Z-Achse gestartet werden
kann.
HINWEIS! Die Nullpunktkorrektur im EEPROM
der Z-Achse muss mit dem Wert in den Maschinendaten
identisch sein.Von SW 702 an wird dieser Wert
automatisch in die Maschinendaten kopiert, wenn der
Kopf getauscht wird.
Die Z-Achse fährt nach unten zum Nullimpuls des
Inkrementalgebers. Nach Erreichen des Nullimpulses
wird die Nullpunktorrektur geladen.
Die Z-Achse fährt den Nullpunktkorrekturwert an und
setzt dann den Positionszähler auf 0 Digit.
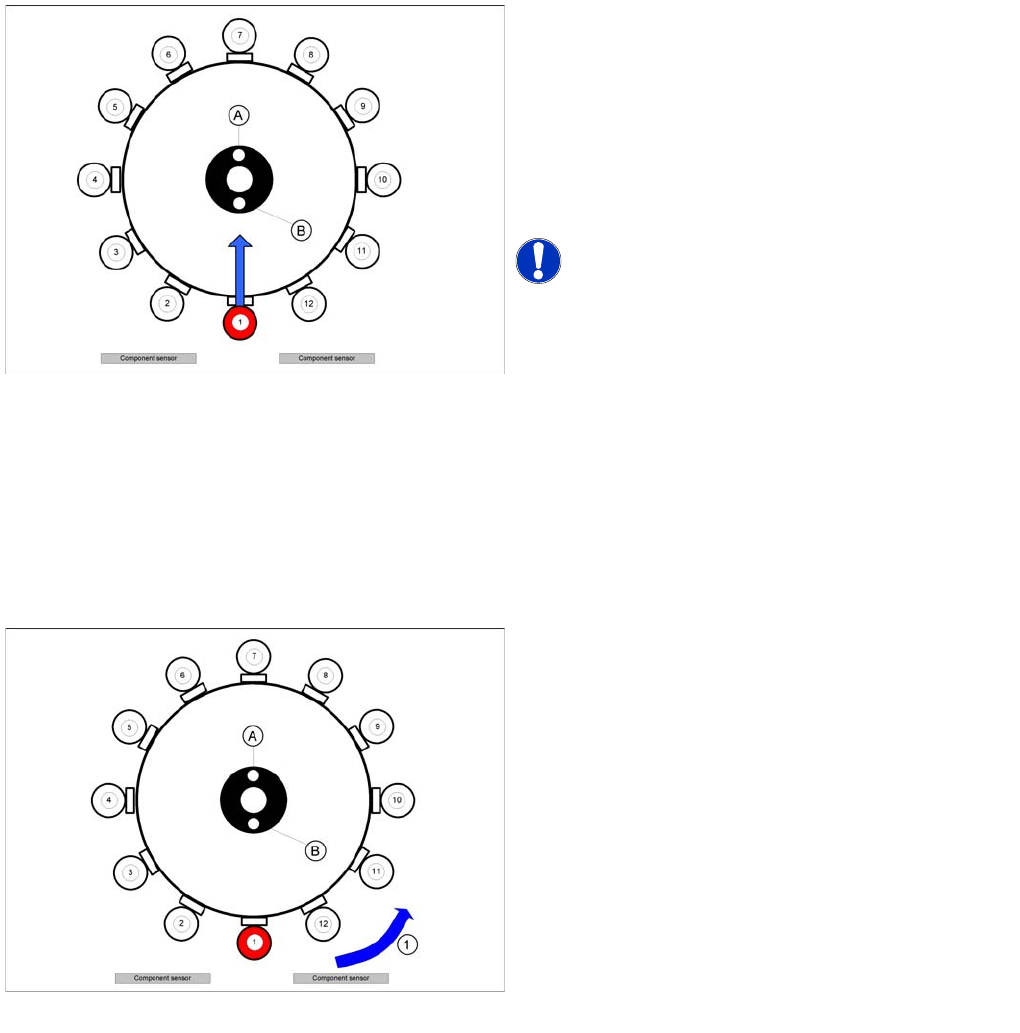
Referenzlauf Sternachse
Legende
1. Drehrichtung
A: Vakuummessung Haltekreis
B: Vakuummessung Bestückkreis
Die Stern-Achse dreht sich entgegen dem Uhrzeigersinn
(1) zum Nullimpuls des Inkrementalgebers. Nach
Erreichen des Nullimpulses wird die Nullpunktorrektur
geladen. Die Stern-Achse dreht sich um den
Nullpunktkorrekturwert weiter und setzt dann den
Positionszähler auf 0 Digit.
Segment Nummer 1 steht jetzt in Abhol-/Bestückposition.
Collect-, Pick- und Place-Kopf (CPP)
Referenzlauf DP-Achsen Referenzlauf CPP-Kopf
Student Guide SIPLACE X-Serie und X4I FSE 300
Referenzlauf D P-Achsen
8.3.3 Referenzlauf DP-Achsen
▪ Mit dem Referenzlauf der Stern-Achse drehen die DP-Antriebe die Segmente in die 0°-Position.
▪ Die DP-Antriebe drehen sich im Uhrzeigersinn zum Nullimpuls des Inkrementalgebers. Nach
Erreichen des Nullimpulses wird die Nullpunktkorrektur geladen. Die DP-Achse dreht sich um den
Nullpunktkorrekturwert weiter und setzt dann den Positionszähler auf 0 Digit.
Referenzlauf des CPP-Kopfes beendet!
Es folgt der Portalreferenzlauf – siehe Kapitel Portal.
Höhenreferenzlauf
8.3.4 Höhenreferenzlauf
Mit dieser Funktion wird geprüft, ob die Pipette mechanisch korrekt auf dem Segment sitzt und der
richtige Pipettentyp verwendet wird, der auch programmiert wurde. Die Pipettenlänge wird
herangezogen, um die Abhol- und Bestückhöhe für die Bestückungsvorgänge zu berechnen.
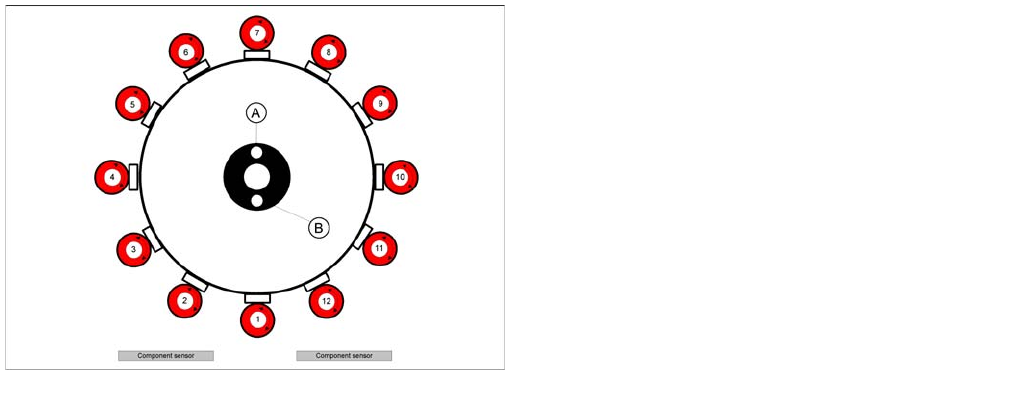
Referenzlauf an der DP-Achse
Legende
A: Vakuummessung Haltekreis
B: Vakuummessung Bestückkreis
Die DP-Achse hat die Funktion, die Pipette in den
richtigen Abholwinkel und Bestückwinkel zu drehen.
Nach der Bauelemente-Erkennung dreht die DP-Achse
die Bauelemente in den richtigen Bestückwinkel und den
vom Visionsystem ermittelten Korrekturwinkel.